三件燕尾背配的加工 11周
- 格式:doc
- 大小:360.00 KB
- 文档页数:6
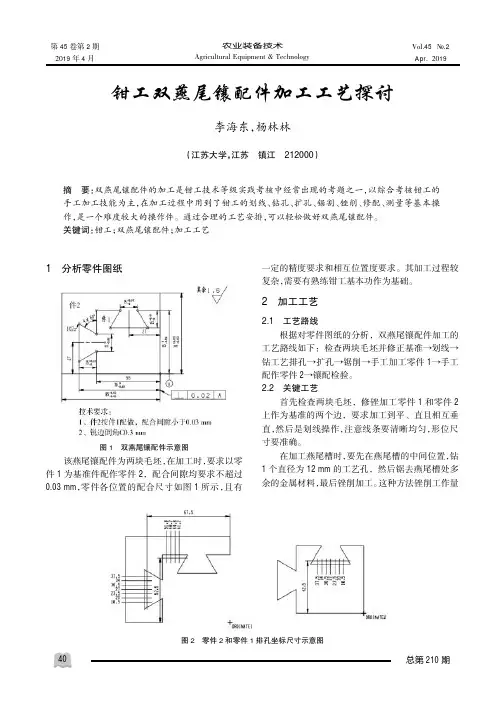
1分析零件图纸图1双燕尾镶配件示意图该燕尾镶配件为两块毛坯,在加工时,要求以零件1为基准件配作零件2,配合间隙均要求不超过0.03mm ,零件各位置的配合尺寸如图1所示,且有一定的精度要求和相互位置度要求。
其加工过程较复杂,需要有熟练钳工基本功作为基础。
2加工工艺2.1工艺路线根据对零件图纸的分析,双燕尾镶配件加工的工艺路线如下:检查两块毛坯并修正基准→划线→钻工艺排孔→扩孔→锯削→手工加工零件1→手工配作零件2→镶配检验。
2.2关键工艺首先检查两块毛坯,修锉加工零件1和零件2上作为基准的两个边,要求加工到平、直且相互垂直,然后是划线操作,注意线条要清晰均匀,形位尺寸要准确。
在加工燕尾槽时,要先在燕尾槽的中间位置,钻1个直径为12mm 的工艺孔,然后锯去燕尾槽处多余的金属材料,最后锉削加工。
这种方法锉削工作量钳工双燕尾镶配件加工工艺探讨李海东,杨林林(江苏大学,江苏镇江212000)摘要:双燕尾镶配件的加工是钳工技术等级实践考核中经常出现的考题之一,以综合考核钳工的手工加工技能为主,在加工过程中用到了钳工的划线、钻孔、扩孔、锯割、锉削、修配、测量等基本操作,是一个难度较大的操作件。
通过合理的工艺安排,可以轻松做好双燕尾镶配件。
关键词:钳工;双燕尾镶配件;加工工艺图2零件2和零件1排孔坐标尺寸示意图Agricultural Equipment &TechnologyVol.45№.2Apr .2019第45卷第2期2019年4月农业装备技术T 21拆销子,T 22拆锁止螺母,T 23拆叶轮,如图9(b)所示。
2.3轴流泵拆卸Petri 网模型根据以上分析,建立Perti 网模型如图10所示。
其中T 01、T 02为空操作,T 6~T 14、T 16~T 20为顺序执行操作,为使图形简洁,用省略符号代替了中间环节。
图中状态库所P 30为从泵站拆除主轴之后的状态,而主轴的德轴承、下端盖、密封圈、下导轴承、导轮等依然连接在主轴上,有可能需要对这些零件进行维修更换,则可另建分支,作为一个分解任务。

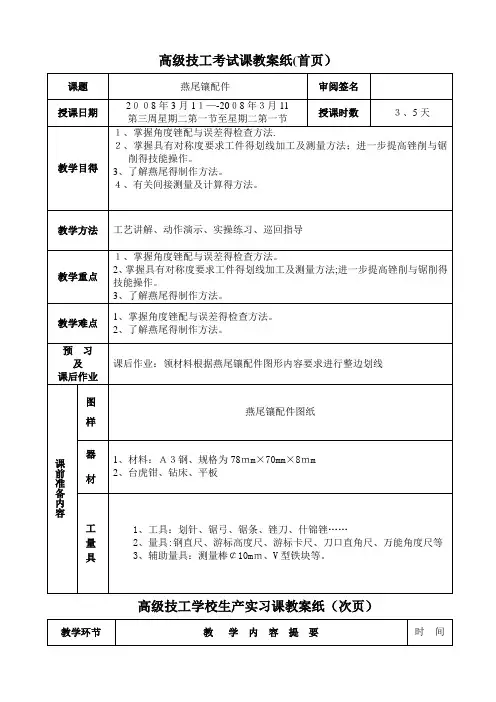
高级技工考试课教案纸(首页)课题燕尾镶配件审阅签名授课日期2008年3月11——2008年3月11第三周星期二第一节至星期二第一节授课时数 3.5天教学目的1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
教学方法工艺讲解、动作演示、实操练习、巡回指导教学重点1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
教学难点1、掌握角度锉配和误差的检查方法。
2、了解燕尾的制作方法。
预习及课后作业课后作业:领材料根据燕尾镶配件图形内容要求进行整边划线课前准备内容图样燕尾镶配件图纸器材1、材料:A3钢、规格为78m m×70mm×8mm2、台虎钳、钻床、平板工量具1、工具:划针、锯弓、锯条、锉刀、什锦锉……2、量具:钢直尺、游标高度尺、游标卡尺、刀口直角尺、万能角度尺等3、辅助量具:测量棒¢10mm、V型铁块等。
高级技工学校生产实习课教案纸(次页)教学环节教学内容提要时间组织教学点名、严肃课堂纪律3min入门指导讲授一、图纸的熟悉及分析:1、图形2、精度要求及配分情况二、相关工艺的讲解:1、对称度的加工方法及要领;2、角度的尺寸计算及加工方法;3、锉配的工艺及方法三、有关基准转移和间接测量的技术讲解。
30min演示图示及模型件的展示8min布置课堂练习每人完成燕尾镶配件图形要求的练习件4min巡回指导整个工件的加工制作过程进行巡回指导14节结束指导工件完成后进行自测、自评,收缴后再总结,分析存在问题4节高级技工学校生产实习课教案纸(续页)教法进程入门指导内容一、组织教学(3min) 二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
![第三届全省技能大赛装配钳工图纸清单配分表[1]](https://uimg.taocdn.com/5400c4e8c77da26924c5b01a.webp)
第三届江苏省技工院校技能大赛技术文件装配钳工职业江苏省技工院校技能大赛组委会二〇一〇年七月学生中级组目录一、决赛技术文件制定标准 (2)二、竞赛内容、形式和成绩计算 (2)三、命题原则 (2)四、竞赛范围、比重、类型及其它 (2)五、竞赛规则 (5)一、决赛技术文件制定标准装配钳工职业以《装配钳工国家职业技能标准》为基础,并结合生产实际与技工院校教学计划大纲制定。
二、竞赛内容、形式和成绩计算(一)竞赛内容本次竞赛内容包括理论知识和实际操作两部分。
(二)竞赛形式竞赛采用单人竞赛形式。
(三)成绩计算理论知识竞赛满分为100分。
理论知识竞赛成绩将按照30%折算计入竞赛总成绩;实际操作竞赛满分为100分,将按照70%折算计入竞赛总成绩;理论知识竞赛成绩与实际操作竞赛成绩经折算后相加得出竞赛总成绩,满分为100分。
三、命题原则依据国家职业技能标准,注重基本技能,体现现代技术,结合生产实际,考核学生职业综合能力,并对技能人才培养起到示范指导作用。
四、竞赛范围、比重、类型及其它(一)理论知识竞赛1.试题范围以装配钳工知识为主,相关知识为辅。
(1)职业道德①职业道德基本知识;②职业守则。
(2)基础知识①专业基础理论知识机械识图;公差配合与测量知识;常用金属材料及热处理知识;常用非金属材料知识;力学知识;液压及气动知识。
②机械加工工艺知识机械传动知识;机械加工常用设备的分类、用途;金属切削原理和常用刀具知识;典型零件(主轴、箱体、齿轮等)的加工工艺;设备润滑及切削液的基础知识;工具、刀具、夹具和量具的使用与维护知识。
③钳工工艺知识划线知识;錾、锉、锯、钻孔、铰孔、攻螺纹、套螺纹、刮研等钳工操作相关知识。
④电工知识。
⑤安全文明生产与环境保护知识。
⑥相关法律、法规知识。
(2)专业知识①机械装配知识零件粘结;固定连接装配;传动机构装配;轴承和轴组装配;液压传动装配;部件和整机装配。
②设备检验与调试知识精度检验;装配质量检验;设备调试。
高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min)二、相关工艺说明:(3+3 min)集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,得相关的计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C高级技工学校生产实习课教案纸(续页)有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=3cot45°=1cot60°=3/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论(6+5 min)四、步骤(11+2min)(13+2min)给出毛坯讨论如何加工燕尾镶配件的工艺过程?(让同学们到讲台分析讲解)答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配件的工艺过程!一、检查工件的毛坯:1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
二、外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求78mm×70mm×8mm ;2)形状精度是配合精度的基础。
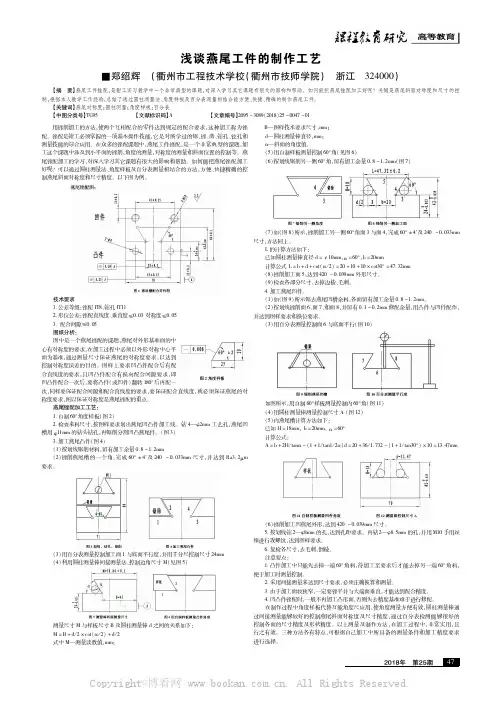
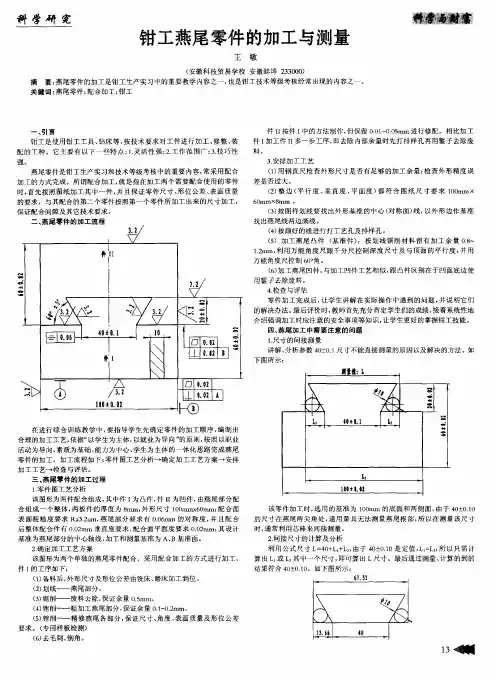
47 浅谈燕尾工件的制作工艺■郑绍辉 (衢州市工程技术学校(衢州市技师学院) 浙江 324000)【摘 要】燕尾工件锉配,是钳工实习教学中一个非常典型的课题,对深入学习其它课题有很大的影响和帮助。
如何能把燕尾锉配加工好呢?关键是燕尾斜面对称度和尺寸的控制,根据本人教学工作经验,总结了通过圆柱测量法、角度样板及百分表测量相结合能方便、快捷、精确的制作燕尾工件。
【关键词】燕尾对称度;圆柱测量;角度样板;百分表【中图分类号】TG95 【文献标识码】A 【文章编号】2095-3089(2018)25-0047-01 用锉削加工的方法,使两个互相配合的零件达到规定的配合要求,这种加工称为锉配。
锉配是钳工必须掌握的一项基本操作技能,它是对所学过的锯、锉、凿、钻孔、铰孔和测量技能的综合应用。
在众多的锉配课题中,燕尾工件锉配,是一个非常典型的课题,加工这个课题中涉及到小平面的锉削,角度的测量,对称度的测量和斜面位置的控制等。
燕尾锉配加工的学习,对深入学习其它课题有很大的影响和帮助。
如何能把燕尾锉配加工好呢?可以通过圆柱测量法、角度样板及百分表测量相结合的方法,方便、快捷精确的控制燕尾斜面对称度和尺寸精度。
以下图为例。
技术要求1.公差等级:锉配IT8、钻孔IT112.形位公差:锉配直线度、垂直度≤0.03对称度≤0.053.配合间隙≤0.05图纸分析:图中是一个燕尾锉配的课题,燕尾对外形基准面的中心有对称度的要求,在加工过程中必须以外形对称中心平面为基准,通过测量尺寸保证燕尾的对称度要求,以达到控制对称度误差的目的。
图样上要求凹凸件配合后有配合直线度的要求,且凹凸件配合有换向配合间隙要求,即凹凸件配合一次后,要将凸件(或凹件)翻转180°后再配一次,同样要保证配合间隙和配合直线度的要求,要保证配合直线度,就必须保证燕尾的对称度要求,所以保证对称度是燕尾锉配的重点。
燕尾锉配加工工艺:1.自制60°角度样板(图2)2.检查来料尺寸,按图样要求划出燕尾凹凸件加工线。
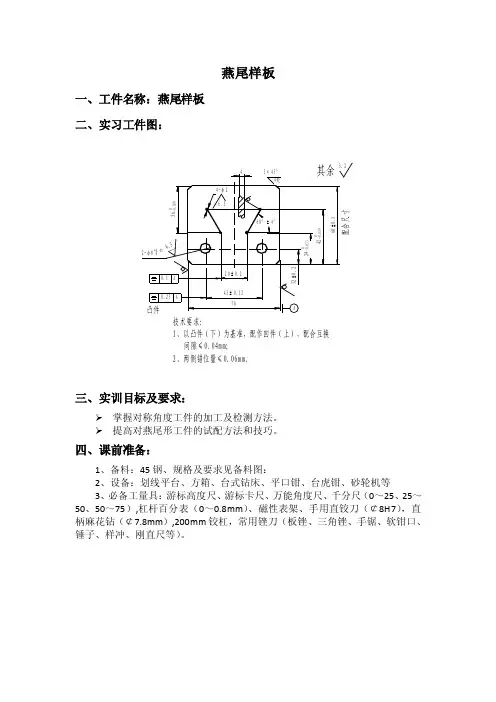
燕尾样板一、工件名称:燕尾样板掌握对称角度工件的加工及检测方法。
提高对燕尾形工件的试配方法和技巧。
四、课前准备:1、备料:45钢、规格及要求见备料图:2、设备:划线平台、方箱、台式钻床、平口钳、台虎钳、砂轮机等3、必备工量具:游标高度尺、游标卡尺、万能角度尺、千分尺(0~25、25~50、50~75),杠杆百分表(0~0.8mm)、磁性表架、手用直铰刀(¢8H7),直柄麻花钻(¢7.8mm),200mm铰杠,常用锉刀(板锉、三角锉、手锯、软钳口、锤子、样冲、刚直尺等)。
五、新课指导:1、分析工件图、讲解相关工艺:◆公差等级:锉配IT8、IT10。
◆形位公差:锉配对称度0.1mm、钻孔对称度0.25mm。
◆表面粗糙度:锉配Ra3.2μm、钻孔Ra6.3μm。
◆时间定额:240分钟。
◆本件主要考查学生对角度工件加工方法的掌握情况,属于半封闭式配合件,关键是如何保证燕尾处的对称度和配合间隙以及两件配合后的错位量是否符合技术要求。
首先确定基本加工工艺如下:检验毛坯→加工凸件→加工凹件→锉配→交检2、具体操作步骤:步骤一:检验毛坯,了解毛坯误差与加工余量清理(毛刺、油污)→检验形位精度→检验尺寸精度→检验表面粗糙度→检验其他缺陷。
毛坯必须达到备料图中规定的各项技术要求。
步骤二:确定加工基准并对基准进行修整按图样确定加工基准并修整。
★特别提示:备料中两端面垂直度小于等于0.01mm。
步骤三:划线、钻工艺孔、钻排料孔、分割涂料→划线→检查→钻工艺孔、→钻排料孔→分割→去除毛刺。
◆按考核图的规定在毛坯上划线。
◆钻工艺孔。
◆钻6~7个¢4mm的排料孔,去除孔口毛刺。
◆将工件锯削为两件,即凸件和凹件。
★特别提示:钻¢2mm工艺孔时,注意不要将凸件和凹件上的孔钻反;排料孔应尽量均匀相切,尽量少钻多锯以控制加工余量。
步骤四:加工基准件(见图一、图二)◆加工平面1、2,如图一所示:锯削平面1、2,去除多余部分;交替粗、细锉平面1、2;以基准面A 、C 为基准,精锉平面1到240-0.033mm ;以B 、C 为基准,精锉平面2,使尺寸M1=L/2+N/2+cot30°d/2 +d/2。
高级技工考试课教案纸(首页)高级技工学校生产实习课教案纸(次页)高级技工学校生产实习课教案纸(续页)一、组织教学(3min) 二、相关工艺说明:(3+3 min) 集中、点名、严肃课堂纪律。
1、图形分析燕尾镶配件就是具有对称性,基轴制得明配件,其配合面之间具有关联性,应该一次性完成配合精度.它与上一次完成得工件角度样板只有单独一个角度配合,而这次燕尾镶配件得难度在原先得基础上提高了,就就是工件变了双角度配合且有对称性。
2、工艺分析1)对称度得控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求得精度。
2)角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关得计算方法.用测量棒间接测量,得相关得计算方法M=B+d/2cota/2+d/2A(画线)=B+cota×C注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算与测量。
高级技工学校生产实习课教案纸(续页)教法进程入门指导内容有关直角三角形得计算:sin30°=1/2sin45°=/2sin60°=/2cos30°=/2cos45°=/2cos60°=1/2tan30°=/3tan45°=1tan60°== 1、732cot30°=cot45°=1cot60°=/3高级技工学校生产实习课教案纸(续页)教法进程入门指导内容三、提问讨论 (6+5 m in ) 四、步骤(11+2 min ) (13+2 min ) (15+5 min)给出毛坯讨论如何加工燕尾镶配件得工艺过程?(让同学们到讲台分析讲解) 答:根据同学们得讲解总结分析,一步一步给同学讲解加工燕尾镶配件得工艺过程!一、检查工件得毛坯:1)用钢直尺检查外形尺寸就是否有足够得加工余量;2)检查外形精度误差就是否过大。
一、组织教学㈠.学生按时进入实习教室,检查出勤情况。
检查学生装束是否符合安全操作规程的要求。
(工作服,安全帽,鞋等) ㈡。
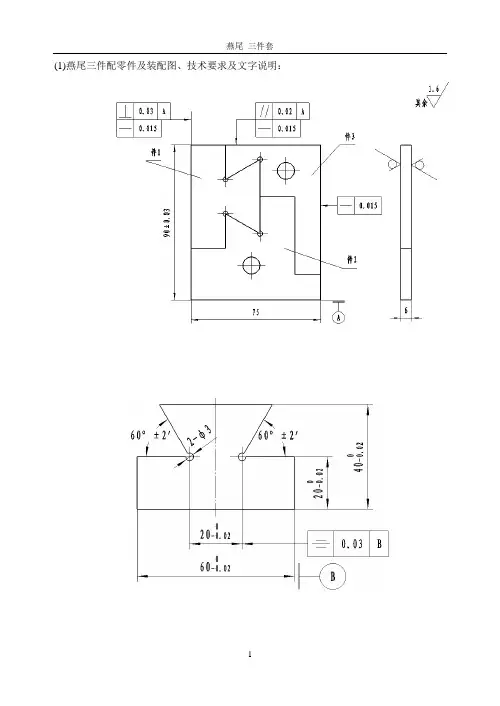
复习提问 (分钟)㈢.讲授新课1.图样分析:考核要求:(1)公差等级:IT7(2)形位公差:0.03~0.02mm(3)表面粗糙度:Ra1.6μm(4)时间定额:360分钟(5)其他方面:平面配合间隙≤0.02mm、曲面配合间隙≤0.03mm图形及技术要求:技术要求:曲面配合以件2为基准,燕尾配合以件1为基准,件2配作,配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
2.工艺步骤:1).检查坯料,精加工两组相互垂直的边作基准。
2).按图划线,检查后打样冲眼。
3).加工凸件,按线锯割,去除余料,先加工燕尾,再加工凹圆弧(留修配余量),保证尺寸要求及形位公差要求特别是对称度要求。
4).加工凹件,按线锯割,去除余料,粗锉到线,5).修配,以件1为基准,件2配作,加工燕尾配合。
以件2为基准,件1配作,加工曲面配合。
保证配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
6).修锉外形尺寸,保证70±0.05mm(2处)尺寸精度。
7).倒角,锐边去毛刺。
自检,上交3.注意事项1).件1件2如果分别加工,则完全控制尺寸角度,2).配合加工法用正弦规百分表测量可在加工件时不分加工顺序。
二、示范指导1.示范操作2.分配工作任务三、巡回指导1.巡回指导掌握工艺情况。
2.巡回指导学生安装情况。
3.巡回指导学生检测情况。
四.结束指导小结钳工技能考核评分记录表考件编号: 姓名: 准考证号:单位:。
燕尾配合加工燕尾配合加工1)常用零件测量工具有哪些?卡尺、千分尺、深度尺等。
2)不可直接测量出来的尺寸,怎么获得其尺寸数值?利用专用量具或借助其它二类工具,进行测量。
评,强调该内容的重要性。
引入新课通常工厂加工零件有两种形式,第一种为单个生产,生产批量大,例如生产汽车轮毂,由于型号一致,且尺寸一致,通常采用单个加工法,即每个零件单独按照图纸加工。
另外一种加工方式为配合加工法,例如模具凸、凹模,通常一种零件只有一个,而且相互需要配合,所以在加工时应选择配合加工方式。
所谓配合加工,是指在加工两个需要配合使用的零件时,首先按照图纸加工其中一件,并且保证零件尺寸、形位公差、表面质量的要求,与其配合的第二个零件按照第一个零件所加工出来的尺寸加工,保证配合间隙及其它技术要求。
提出问题,引发学生思考,从而引出本次课程的内容讲授新课一、课题布置:燕尾配合加工图(1)技术要求1.配合间隙0.06mm2.翻面配合间隙0.06mm3.翻面配合÷0.06mm4.材料:Q235教学环节教学内容教学说明讲授新课二、课题讲解1、零件图分析图形分析:该图形为两件配合组成,其中件I为凸件,件II为凹件,由燕尾部分配合组成一个整体,两板件的厚度为10mm,外形尺寸90x62mm。
技术要求:配合面表面粗糙度要求Ra3.2um,燕尾部分要求有0.06mm的对称度,并且配合后整体配合件有0.02mm垂直度要求,配合面平面度要求0.02mm。
基准分析:其设计基准为燕尾部分的中心轴线,加工和测量基准为A、B基准采用启发式教学,注重分析说明,让学生能举一反三说明讲授新课3、加工中所需要注意的问题。
1)尺寸的间接测量(重点):讲解、分析参数40±0.10尺寸不能直接测量的原因以及解决的方法。
如图2所示图(2)该零件加工时,选用的基准为90mm的底面和两侧面,由于40±0.10的尺寸在燕尾两尖角处,通用量具无法测量燕尾根部,且影响该尺寸的因素很多,例如该部位是否清角、是否倒角等。