板对接平焊
- 格式:ppt
- 大小:1.28 MB
- 文档页数:20


项目四V形坡口板板对接平焊教学目的: V形坡口对接平焊单面焊双面成形教学重点:V形坡口对接平焊单面焊双面成形打底焊、填充焊和盖面焊运条、接头教学难点:控制焊接熔孔和焊接熔池教学方法:讲授法、影像直观法、示范操作法、操作训练法、讨论法授课过程:V形坡口对接平焊焊接焊前准备:焊机:ZX7—400逆变焊机板材:材料 Q235或Q245尺寸300x150x10 1对焊条:E4303辅助工具:面罩、锉刀、錾子、角磨机、钢刷、敲渣锤、焊缝检验尺焊接参数:V形坡口对接平焊焊接工艺参数焊接层数焊条直径(mm)焊接电流(A)电弧电压(V)打底焊 3.275~11022~24填充层1 4.0170~18022~24填充层2 4.0160~18022~24盖面层 4.0160~17022~24一、试件装配1、修磨钝边0.5~1mm,无毛刺。
清除坡口面及坡口正反面两侧20mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽2、装配装配间隙始端为3.2mm,终端为4.0mm。
错变量≦0.6mm3、定位焊采用与焊接试件相同牌号焊条,在试件端部20mm之内进行定位焊,焊缝长度10mm4、预留反变形量为3°二、焊条角度三、V形坡口对接平焊一)、打底焊(灭弧法和连护法)在定位焊缝的下端焊缝引弧,移至定位焊缝接头处,稍加预热后,将焊条想坡口根部送一下,听到“噗噗”声后(表明坡口根部已经被熔透,第一个熔池已形成),此时熔池前方应有熔孔,该熔孔向坡口两侧各深入0.5~1mm,左右摆动焊条几秒钟后(很据电流大小控制时间的长短)果断灭弧,以确保背面焊缝成形良好。
灭弧时间应视熔池金属凝固时间状态而定,当熔池金属即将凝固的一瞬间,立即送进焊条施焊而形成第二个熔池,一次类推,直至焊完第一根焊条,焊接过程应确保形成的熔孔大小均匀一致。
换焊条后进行焊接接头操作时应先进行预热和产生熔孔,使焊接接头融合良好,然后进入正常焊接。
1、焊条角度焊条与试板两侧夹角要确保90°,以防电弧热量分布不均匀,击穿单边坡口。

常规平焊的焊接方法平焊平焊时,由于焊缝处在水平位置,熔滴主要靠自重自然过渡,所以操作比较容易,允许用较大直径的焊条和较大的电流,故生产率高。
如果参数选择及操作不当,容易在根部形成未焊透或焊瘤。
运条及焊条角度不正确时,熔渣和铁水易出现混在一起分不清的现象,或熔渣超前形成夹渣。
平焊又分为平对接焊和平角接焊。
1.平对接焊(1)不开坡口的平对接焊当焊件厚度小于6mm时,一般采用不开坡口对接。
焊接正面焊缝时,宜用直径为3~4mm的焊条,采用短弧焊接,并应使熔深达到板厚的2/3,焊缝宽度为5~8mm,余高应小于1.5mm,如图2-1所示。
对不重要的焊件,在焊接反面的封底焊缝前,可不必铲除焊根,但应将正面焊缝下面的熔渣彻底清除干净,然后用3mm焊条进行焊接,电流可以稍大些。
焊接时所用的运条方法均为直线形,焊条角度如图2-2所示。
在焊接正面焊缝时,运条速度应慢些,以获得较大的熔深和宽度;焊反面封底焊缝时,则运条速度要稍快些,以获得较小的焊缝宽度。
图2-2平面对接焊的焊条角度运条时,若发现熔渣和铁水混合不清,即可把电弧稍微拉长一些,同时将焊条向前倾斜,并往熔池后面推送熔渣,随着这个动作,熔渣就被推送到熔池后面去了,如图2-3所示。
图2-3 推送熔渣的方法3214图2-4 对接多层焊(2)开坡口的平对接焊当焊件厚度等于或大于6mm时,因为电弧的热量很难使焊缝的根部焊透,所以应开坡口。
开坡口对接接头的焊接,可采用多层焊法(图2-4)或多层多道焊法(图2-5)。
123456789101112图2-5 对接多层多道焊多层焊时,对第一层的打底焊道应选用直径较小的焊条,运条方法应以间隙大小而定,当间隙小时可用直线形,间隙较大时则采用直线往返形,以免烧穿。
当间隙很大而无法一次焊成时,就采用三点焊法(图2-6)。
先将坡口两侧各焊上一道焊缝(图2-6中1、2),使间隙变小,然后再进行图2-6中缝3的敷焊,从而形成由焊缝1、2、3共同组成的一个整体焊缝。
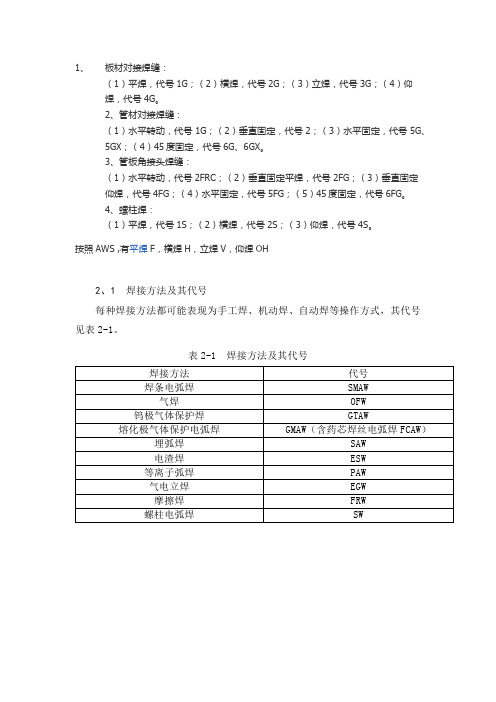
1、板材对接焊缝:
(1)平焊,代号1G;(2)横焊,代号2G;(3)立焊,代号3G;(4)仰
焊,代号4G。
2、管材对接焊缝:
(1)水平转动,代号1G;(2)垂直固定,代号2;(3)水平固定,代号5G、5GX;(4)45度固定,代号6G、6GX。
3、管板角接头焊缝:
(1)水平转动,代号2FRC;(2)垂直固定平焊,代号2FG;(3)垂直固定
仰焊,代号4FG;(4)水平固定,代号5FG;(5)45度固定,代号6FG。
4、螺柱焊:
(1)平焊,代号1S;(2)横焊,代号2S;(3)仰焊,代号4S。
按照AWS ,有平焊F,横焊H,立焊V,仰焊OH
2、1焊接方法及其代号
每种焊接方法都可能表现为手工焊、机动焊、自动焊等操作方式,其代号见表2-1。
表2-1 焊接方法及其代号
3、1 试件形式、位置及其代号
试件形式、位置及其代号见下表。
试件位置基本决定了焊接位置。
表3-1 试件形式、位置及代号
板材对接焊缝试件、管材对接焊缝试件和管板角接头试件,都分为带衬垫和不带衬垫两种。
试件和焊件的双面焊、角焊缝,焊件不要求焊透的对接焊缝和管板角接头,均视为带衬垫。
单面焊打底时,若采用惰性气体保护焊,不能
认为是带衬垫。
(1) 板材对接焊缝试件(无坡口时为堆焊试件)
(2)板材角焊缝试件
表3-2试件适用焊件焊接位置。

平对接焊接焊接手法及控制摘要:平焊是在水平面上任何方向进行焊接的一种操作方法。
由于焊缝处在水平位置,熔滴主要靠自重过渡,操作技术比较容易掌握,适应于初学者,可以选用较大直径的焊条和较大的焊接电流,生产效率高,因此在生产中应用较为普遍。
如果焊接参数选择和操作不当,打底时容易造成根部焊穿或未焊透,也容易出现熔渣与熔化金属混杂不清或熔渣超前而引起的夹渣现象。
本文主要从平对接焊接焊接手法及主要质量控制要点入手,对平对接基本焊接作业进行阐述。
关键词:平对接;焊接手法;控制引言平对接焊是在平焊位置上焊接对接接头的一种操作方法。
平对接焊有无坡口和有坡口两种,无论何种焊接操作,焊枪与工件都会产生两个角度,一个为径向角,即焊枪与水平板之间的夹角;一个为行走角,即焊枪与前进方向的水平线之间的夹角。
下文简述。
1、不开坡口的平对接焊(板厚3-6mm)首先进行正面焊接,直线形运丝。
焊枪径向角10~20°,行走角应反向还为前倾角并可加大至5~10°;熔深应保证达到板厚的2/3;焊缝宽度为5~8mm,即比坡口宽度每侧加宽2mm左右;余高要小于1.5mm;正面焊完后要进行封底焊接。
封底焊前要用砂轮进行清根,一直清到看不到焊缝缺陷,即无黑线黑点黑疤;然后稍稍调大焊接规范,以较快速度完成焊接。
2、薄板的平对接焊当焊接厚度为2mm或更薄焊件时,最容易产生烧穿、焊缝成形不良、焊后变形严重等缺陷。
操作时应注意以下几点:(1)装配间隙最大不应超过0.5mm,剪切时的飞边应锉修掉;(2)装配时错边不应超过板厚的1/3,对于要求高的焊件,错边不应大于0.2mm,最好采用夹具组装;(3)定位焊缝可采用点焊,间距应短,为80~100mm;(4)采用快速直线或直线往复式运丝;(5)最好将焊件一头垫起,使其倾斜15°~20°进行下坡焊;(6)为减少焊接变形,焊接时起弧处可离端头20mm,收弧处亦离端头20mm;焊完后用木榔头或较小的铁榔头敲击焊缝,以消除应力;(7)焊件冷却后如有变形,应进行校正,最后补焊首尾端未焊处。
《手工电弧焊板对接平焊》尊敬的评委老师,大家好!我汇报的课题是“手工电弧焊板对接平焊,说到电焊,我们看到的可能是这样的,您肯定没想过学焊接还可以是这样的。
随着互联网、信息化技术的发展,在焊接实训教学中引用AR模拟技术,不仅可以改善学习环境,而且能突破焊接理论难以转化为实践技巧的困境,有利于促进实训课堂改革,提升教学效果。
本课秉承以“学生为主体,教师为主导”的理念,采用混合式教学方法。
课堂分为课前云平台线上预习、课中AR虚拟焊接、课后云平台课外练习三个流程进行,注重培养学生耐心、细心、专心的职业素养,传承和发扬精益求精的工匠精神。
在动态的教学过程中采用多元化的教学和评价手段,让不同层次的学生在理实一体的课程中树立对焊工技能学习的信心。
本课题选自高等教育出版社出版的《焊接基本技能实训》模块一任务6的内容。
实训载体的选用是结合企业生产中岗位技能、焊工职业技能和焊接专业教学标准的综合需求,选取I型坡口对接平焊作为教学内容。
帮助学生理解并掌握如何控制焊缝的直线度、宽度和余高的关键技能,为后续其他坡口的板对接焊学习打下扎实的基础。
我授课的对象是中职一年级焊接专业的学生。
他们形象思维优于抽象思维,图像捕捉强于声音接收,技能操作胜于文字理解。
在本课学习之前,学生已熟悉焊接设备使用、焊接工艺选择,已学会点焊、引弧、运条、接头和收尾等操作方法,会使用游标卡尺、焊缝万能量规,能判断一般的焊缝缺陷,有一定的检测基础。
根据以上分析,结合焊工教学标准和岗位要求,我拟定了以下教学目标。
手工电弧焊作为手工基本操作技能,因此我将熟悉I型坡口对接平焊的工艺参数与起弧、运条和焊条角度作为教学重点;焊接工艺参数选择正确与否,直接影响焊缝的形状、尺寸、焊接质量和生产率,所以将学会通过控制运条手法来保证焊缝的直线度、宽度和余高作为教学难点。
焊接时有强烈的弧光、烟尘、有毒气体,借助AR虚拟焊接训练,突破难点。
基于本课特点,采用线上线下混合式教学方法,线上借助超星学习通平台和微课,打造网络化的学习环境,线下依托专业实训教学场地和AR焊接设备,营造智能化的实训环境。