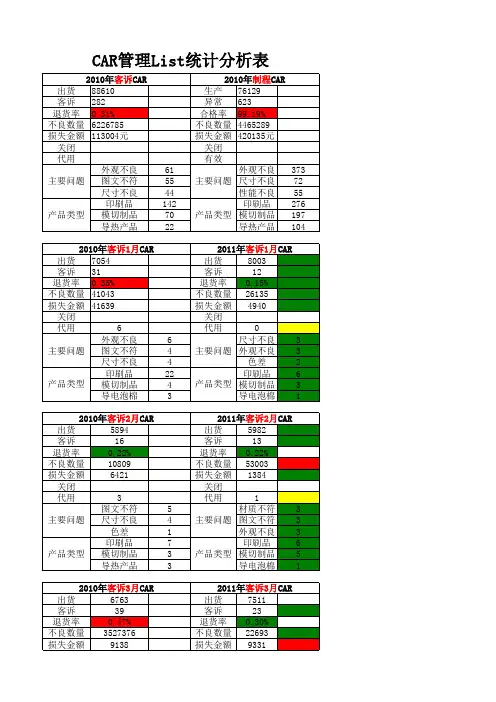
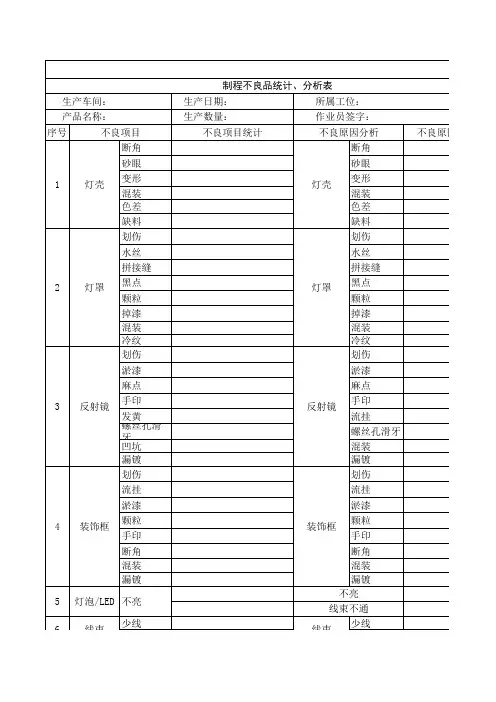
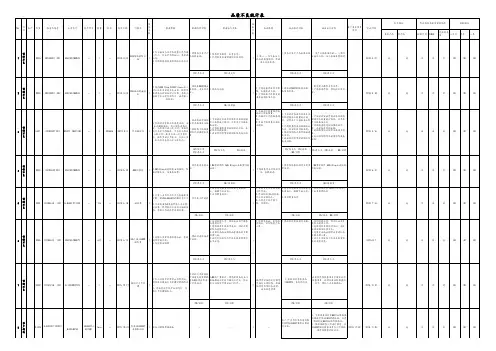
制程不良统计分析表
- 格式:xls
- 大小:101.50 KB
- 文档页数:3
制订日期2020-4-13文件名称数据分析管理程序文件类别程序文件1.目的:为适当验证物料,制程及成品之允收性,及提供各阶段之质量状况,做为相关单位参考,并及时矫正异常状况。
2.范围:物料验收、制程管制及成品检验等质量活动均适用。
3.权责:品质课:负责建立及实施数据分析管理。
4.定义:(无)5.作业内容:5.1抽样计划(标准)5.1.1本工厂抽样统计运用于物料及成品之质量检验。
5.1.2抽样统计表“MIL-STD-105E”表II级检验水准单次抽样计划执行正常检验按各产品《检验规范》执行。
5.2进料检验统计5.2.1进料检验以批数为数据,统计各个供应商进料的不良批率,以显示该月进料质量状况,并做成《供应商质量月统计表》,交采购对各供应商进行考核。
5.3制程检验统计5.3.1品质课依据《制程首件巡检日报表》对制程不良率及不良状况进行统计,做成《统计分析表》。
若不良率超过质量目标时,则用柏拉图进行分析,柏拉图的运作见《QC七大手法》。
5.3.2根据柏拉图显示状况,由品管课对前1-2项之问题发出《品质异常联络单》要求责任单位依《纠正预防措施管理程序》对潜在之问题进行分析并改善。
5.4成品检验统计5.4.1每月根据品管课《成品检验记录表》做成《统计分析表》,显示生产线的退货批数及退货制订日期2020-4-13文件名称数据分析管理程序文件类别程序文件原因。
5.4.2每月以生产部成品检验批及总批量为依据,统计该月制造部成品检验的退货率及抽样不良率。
若超出质量目标时,则品管课利用柏拉图分析,与5.3.2做法相同。
5.5客户抱怨及制程异常统计5.5.1每月由品质课统计客户抱怨及制程异常发生次数,并做成《客诉月统计表》。
5.5.2每季由品质课对制程异常利用柏拉图分析,并依《纠正预防措施管理程序》采取相应改善与预防措施。
5.6进料、制程、成品等质量月报表需于次月8日前完成,并经品质课主管审查,管理代表核准后分发相关单位作为质量改善活动的参考。
制程能力分析程序1.目的:为使产品的制程能力能够正常且稳定的受到控制,既使有异常出现亦能在问题出现初期就被相关人员了解并设法解决,使得质量系统能适切、有效的运作,进一步能提升制程能力。
2.范围:凡本公司各生产制程为生产条件、成品、半成品所做的资料收集以任何形式的控制图做管控、归档、保存与处理均在本程序的规范之列。
3.权责:品质部负责制定控制计划、制程能力分析的实施。
4.名词定义:无5.作业流程:(见附件)6.作业内容6.1 控制图的选用6.1.1 根据制程上的考虑选择需要的制程站别及管控项目。
6.1.2 依据管控项目及控制图特性选择适用的控制工具。
6.1.3 将控制项目及控制方法标示于《控制计划》上。
6.2 初期制程能力分析6.2.1 根据《控制计划》进行收集检验与量测的数据。
6.2.2 绘制直方图,判断产品是否在规格范围内,如不在规格范围内,则持续制程改善与数据收集至产品合于规格内。
6.2.3 若产品合于规格范围内,则正式将资料绘制成解析用的控制图。
6.2.4 计算解析用控制图之Ppk值并据此判断制程能力是否充足,若否,则持续制程改善与数据收集至产品制程能力充足。
6.3 统计制程控制6.3.1 若产品制程能力充足,则根据解析用控制图计算制定控制界限。
6.3.2 对欲控制的制程或产品进行检验并绘控制用控制图。
6.3.3 所有异常情形(如:点超出控制界限;连续七点上升或下降;连续七点位在中心线的上方或下方)皆须标注制程事件。
6.4 制程能力分析及改善行动:6.4.1 评估该制程稳定或正常否。
若正常,则计算Cpk值;若否,则计算Ppk 值。
6.4.2 根据前项计算所得评估制程能力符合否。
若Cpk或Ppk值大于等于1.67,则制程正常,可继续生产;若Cpk或Ppk值介于1.33至1.67之间,则可继续生产,但须订定改善目标及执行计划;若Cpk或Ppk值小于1.33,则须修改控制计划或抽样计划针对产品加严抽样或全检,以剔除不合格品。

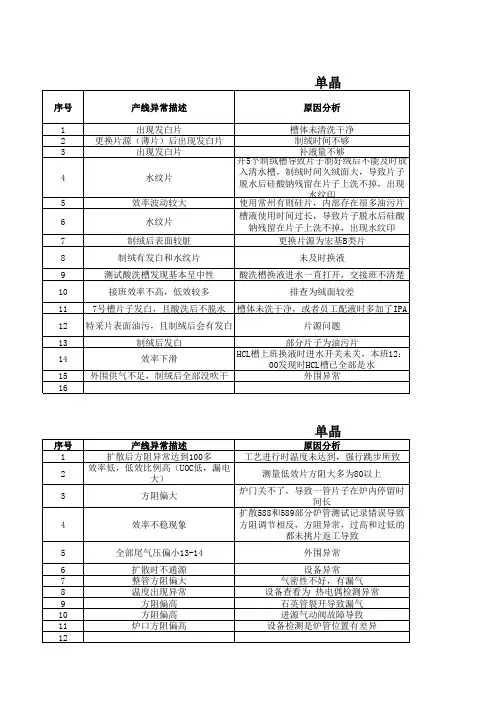
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
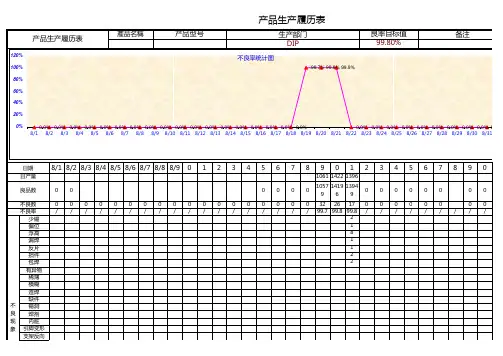
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
浙江勝祥機械有限公司制程品質異常報告編號:(保存時間:) 注:1、當品質問題嚴重或不良品批量大或需要停產時需由廠長級或以上領導批示。
2、發送部門:口品保部口製造部口生管口倉庫口業務部口其他________品质管理制度公司为了保证产品的品质制定,品质管理制度的推行,能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要。
目录展开编辑本段1、总则第一条:目的为保证本公司品质管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要,特制定本细则。
第二条:范围本细则包括:(一)组织机能与工作职责;(二)各项品质标准及检验规范;(三)仪器管理;(四)品质检验的执行;(五)品质异常反应及处理;(六)客诉处理;(七)样品确认;(八)品质检查与改善。
第三条:组织机能与工作职责本公司品质管理组织机能与工作职责。
各项品质标准及检验规范的设订第四条:品质标准及检验规范的范围规范包括:(一)原物料品质标准及检验规范;(二)在制品品质标准及检验规范;(三)成品品质标准及检验规范的设订;第五条:品质标准及检验规范的设订(一)各项品质标准总经理室生产管理组会同品质管理部、制造部、营业部、研发部及有关人员依据"操作规范",并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥ 原物料供应商水准,分原物料、在制品、成品填制"品质标准及检验规范设(修)订表"一式二份,呈总经理批准后品质管理部一份,并交有关单位凭此执行。
(二)品质检验规范总经理室生产管理组召集品质管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③品质标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于"品质标准及检验规范设(修)订表"内,交有关部门主管核签且经总经理核准后分发有关部门凭此执行。
第六条:品质标准及检验规范的修订(一)各项品质标准、检验规范若因①机械设备更新②技术改进③制程改善④市场需要⑤加工条件变更等因素变化,可以予以修订。