表面粗糙度基础知识
- 格式:doc
- 大小:225.50 KB
- 文档页数:12
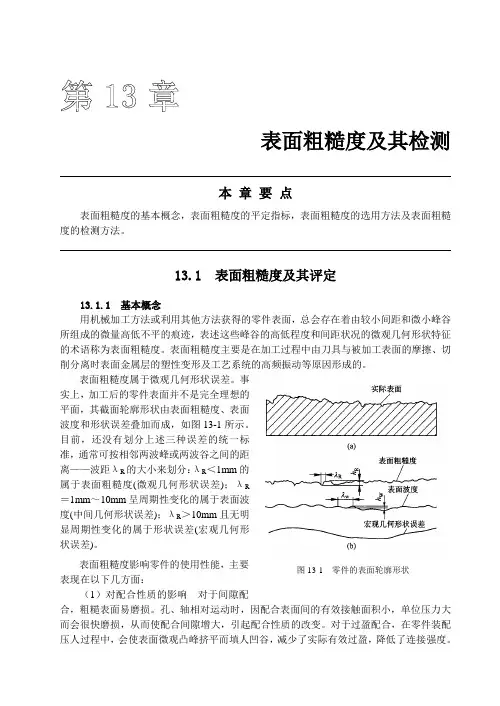
表面粗糙度基础知识 表面粗糙度是机械加工中评定零件表面质量的一个重要指标,它在一定程度上反映了零件的加工质量。它对零件的配合性质、耐磨性、抗腐蚀性、密封性、接触刚度及抗疲劳能力都有影响。 Roughness, an important index of surface quality of component, reflects the machining quality of component and affects the fitting property, wearability, anti-corrosion, tightness, rigidity and anti-fatigue capability of component. 零件的表面过于粗糙,会造成接触刚度降低、耐磨性差、疲劳强度和耐蚀性下降,配合性质改变:相对运动件的表面粗糙度过细,不易储存润滑油,加重磨损,同时过细的表面还将大大提高制造成本。为了反映零件使用性能要求,对零件表面可以采用一个或几个表面粗糙度评定参数。如下图所示:
图1:21-13 轴 1 表面粗糙度的定义和评定参数Definition and parameter of
roughness 表面粗糙度是指加工表面上具有的较小的间距和峰谷所组成的微观几何特性。一般由所采用的加工方法和其他因素形成。Caused by machining and other factors. 表面粗糙度的评定参数:轮廓算数平均偏差Ra,微观不平度十点高度Rz,轮廓最大高度Ry。
表1:术语及定义 Table 1: terms and definition Term Definition Diagram Remarks
轮廓算数平均偏差Ra 在取样长度内轮廓绝对值的算术平均值 Ra=
微观不平度十点高度Rz
在取样长度内5个最大的轮廓峰值与5个最小的轮廓谷深的平均值之和 Rz=
+
轮廓最大高度Ry
在取样长度轮廓峰顶
线和轮廓谷底线之间的距离
2 表面粗糙度的基本符号及含义 2.1基本符号 basic sign 表示表面可用任何方法获得,当不加注粗糙度数值或有关说明(如表面处理、局部热处理)时,仅适用简化代号标注。 This sign means that the roughness can be finished by any manufacturing method, while without value or specification (eg. surface treatment, local heat treatment), only basic sign can be used. 2.2 其他符号 other signs 在基本符号的基础上添加线条可使表面粗糙度符号的表达含义更加完备,如下表所示: Basic signs with lines added means roughness with specification, as following:
表1:表面粗糙度符号及含义table 1: Signs and meanings S/N Sign Meaning Remarks
1 表示表面用去除材料的方法获得,如车、铣、钻、剪切、抛光、电火花、气割、腐蚀等。 Remove the material on the surface of component by turning, milling, drilling, shearing, polishing, EDM, gas cutting, corrosion, etc.
2 表示表面用不去除材料的方法获得,如铸造、锻造、冲压变形、热轧、冷轧、粉末冶金等方法,或表示保持原供应状态的表面 Without material removal of component, such as castings, forging, punching, hot-rolling, cold-rolling, powder metallurgy, or the supplied condition to be maintained. 3 用于标注相关的参数和说明Mark relative parameters and specifications 4 表示所有表面具有相同的表面粗糙度要求 All surfaces with same roughness requirements 2.3 标注参数说明 specification of parameter 表面粗糙度的参数标注如 marking parameter as following:
其中:a1,a2:表面粗糙度高度参数代号及数值 b:加工要求,如镀覆、涂覆、表面处理及其他说明 c:取样长度或波纹度 d:加工纹理方向 e:加工余量 f:粗糙度间距参数值或轮廓支承长度率 Where: a1, a2 represent b represents machining requirements ,such as plating, coating, surface treatment and other specification. c represents sampling length and waviness d represents machining grain direction e represents machining allowance f 3 表面粗糙度与尺寸公差等级的关系 ROUGHNESS & TOLERANCE GRADE 零件的表面粗糙度与尺寸公差等级随着尺寸的大小变化而相应变化,尺寸越大,零件的公差值越大,相应的表面粗糙度越低。如下表所示: The roughness and tolerance grade of component change with its dimension, the bigger the dimension, the bigger the tolerance, the poorer the roughness, as following: 表2:表面粗糙度与尺寸公差等级 Table 2: roughness and tolerance grade
尺寸公差等级(IT)
基本尺寸 basic dimension
>6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 表面粗糙度数值Ra不大于/μm roughness not more than /μm 6 0.2 0.4 0.8 7 0.8 1.6 8 0.8 1.6 9 1.6 3.2 10 1.6 3.2 6.3 11 1.6 3.2 6.3 12 3.2 6.3
4 表面粗糙度与加工方法的关系ROUGHNESS &MACHINING
在机械加工中,通过不同的加工方法可以达到不同的加工精度和表面粗糙度,现将常用的机械加工方法与所达到的表面粗糙度列表如下: For machining, different machining methods get different machining accuracy and roughness; following is a table of machining method and reached roughness: 表3:各种加工方法所能达到的表面粗糙度 Table 3: machining method and the roughness
加工方法machining method roughness Ra/μm 备注remarks
自动气割、带锯、圆盘锯隔断 50~12.5
切断 车turning 50~12.5 铣milling 25~12.5 砂轮abrasive disc 3.2~1.6
车削外圆 OD turning
粗车rough turning 12.5~3.2 半精车 semi-finish turning 金属metal 6.3~3.2
非金属nonmetal 3.2~1.6
精车finish turning 金属metal 3.2~10.8 非金属nonmetal 1.6~0.4 精密车或金刚石车 金属metal 0.8~0.2 非金属nonmetal 0.4~0.1
车削端面 End turning
粗车rough turning 12.5~6.3 半精车 semi-finish turning 金属metal 6.3~3.2
非金属nonmetal 6.3~1.6
精车finish turning 金属metal 6.3~1.6 非金属nonmetal 6.3~1.6 切槽 Grooving 一次行程 12.5
二次行程 6.3~3.2 高速车削High-speed turning 0.8~0.2
钻Drilling ≤φ15mm 6.3~3.2 φ15mm 25~6.3 扩孔 Counter bore 粗finish 12.5~6.3
精finish 6.3~1.6 锪倒角(孔) 3.2~1.6 锪平面 6.3~3.2
镗孔 Hole boring
粗镗 rough boring 12.5~6.3 半精镗 semi-finish boring 金属metal 6.3~3.2
非金属nonmetal 6.3~1.6
精镗finish boring 金属metal 3.2~0.8 非金属nonmetal 1.6~0.4 精密镗或金刚石镗 金属metal 0.8~0.2 高速镗 High-speed boring 0.5~0.2
铰孔 Reaming 半精铰(一次铰) Semi-finish reaming 钢 steel 6.3~3.2 黄铜brass 6.3~1.6 精铰 Finish reaming 铸铁cast iron 3.2~0.8 钢、轻合金steel, 1.6~0.8 黄铜、青铜 brass, bronze 0.8~0.4
圆柱铣刀铣削 Cylinder milling cutter 粗rough 12.5~3.2 精finish 3.2~0.8 端面铣刀铣削 End milling cutter 粗rough 12.5~3.2
精finish 3.2~0.4 高速铣削 High-speed milling 粗rough 1.6~0.8
精finish 0.4~0.2
刨削 shaping
粗rough 12.5~6.3
精finish 3.2~1.6 槽的表面groove surface 6.3~3.2