四、模具图纸的绘制 模具测绘结束后要把测绘的零件图与装配草图进行整理,绘制出正规的总装配图与零件图。在绘制模具装配图时,初学者的主要问题是图面紊乱无条理、结构表达不清、剖面选择不合理等,还有作图质量差如引出线重叠交叉、螺销钉作图比例失真,漏线条等错误屡见不鲜。上述 问题除平时练习过少外,更主要的是缺乏作图技巧所致。一旦掌握了必要的技巧,这些错误均 可避免。 1.装配图的画法: 绘制模具装配图最主要的是要反映模具的基本构造,表达零件之间的相互装配关系,包括 位置关系和配合关系。从这个目的出发,一张模具装配图所必须达到的最起码要求一是模具装 配图中各个零件(或部件)不能遗漏。不论哪个模具零件,装配图中均应有所表达;二是模具 装配图中各个零件位置及与其它零件间的装配关系应明确。在模具装配图中,除了有足够的说 明模具结构的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细表等外,还有其他特殊的表达要求。现将模具装配图的绘制要求做一总结,具体如下:(1)总装图的布图及比例 1)遵守国家标准机械制图的有关规定(GB14689—1993) 2)可按模具设计中习惯或特殊规定的制图方法作图 3)尽量以1:1绘图,必要时按机械制图要求比例缩放 a)冲压模具总装配图的布置b)塑料模具总装配图的布置 (2)模具设计绘图顺序 1)主视图绘制总装图时,先里后外,由上而下,即先绘制制件的零件图、凸模、凹模。 2)俯视图将模具沿冲压或注射方向“打开”上(定)模,沿冲压或注射方向分别从上往下看“打开”的上(定)模或下(动)模,绘制俯视图。主、俯视图一一对应画出。 3)左、右视图当主、俯视图表达不清楚装配关系时;或者塑料模具以卧式为工作位置时,左、右视图绘制按注射方向“打开”定模看动模部分的结构。 (3)模具装配图主视图要求 1)在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图。主视图画好后其四周一般与其它图或外框线之间应保持有约50~60mm的空白,不要画得“顶天立地”,也不要画得“缩成一团”。
冲压模具设计书班级
学号 同心圆垫片冲压模具设计 目录 一.冲压件 1.1.冲压件零件图 二.零件的工艺性分析 2.1.零件的工艺性分析 2.2.冲裁件的精度和粗糙度 2.3.确定工艺方案 三.冲压模具总体结构设计 2.1.模具类型 2.2.操作及定位方式 2.3.卸料及出料方式 2.4.模架类型及精度 四.冲压模具工艺及计算
4.1.排样设计及条料宽度计算 4.2.设计冲裁压力及压力中心,初选压力机五.冲裁模间隙的分析及确定 5.1.冲裁模间隙的分析 5.2.冲裁模间隙的确定 六.凸凹模刃口尺寸的计算 6.1.刃口尺寸的计算的基本原则 6.2.刃口尺寸的计算 6.2.1凸凹模的刃口尺寸计算 七.主要零部件的设计 7.1.工作零件设计及计算 7.2.模架及其与它零件的设计
一.冲压件 二.零件工艺性分析 2.1.零件工艺性分析 该零件只有冲孔落料两个工序,材料为15钢,强度极限为450MPa,具有良好的冲压性能,适合普通冲裁。该零件冲孔及落料的尺寸均满足冲裁要求
2.2.冲裁件的精度和粗糙度 按零件的尺寸公差查公差表得零件的冲裁精度不超过IT11,故冲孔的精度为IT11,落料的精度为IT12,均满足普通冲裁要求。 2.3.确定工艺方案 以上分析可得,有冲孔落料两道工序,结构简单,可采用两工位连续冲裁,可选择级进模或复合模。 三.冲压模具总体结构设计 2.1.模具类型 复合模和级进模均只需要一副模具,但是复合模结构相对复杂,设计难度较大,而级进模的结构简单,更容易设计和制作,故选级进模。 2.2.操作及定位方式 该级进模可同时两工位连续冲裁,为提高工作效率,可选用自动送料。采用固定定位销和导料板定位 2.3.卸料及出料方式 为了实现快速卸料,采用弹性卸料,并采用下出料方式。在落料的同时,将零件顶出。 2.4.模架类型及精度 综合比较无导向模架,导板式模架,导柱式模架,该级进模更适合导柱式模架。该模架在模具冲孔落料时,有定位的作用,提高零件的精度,且导柱和导套也容易加工到较高精度。故选用导柱式模架,模架的尺寸根据凹模的尺寸选择标准的模架。 四.冲压模具工艺及计算
1.冲压工艺性分析及冲压模方案确定 工件名称:端盖 生产批量:大批量 材料:F 08 材料厚度:2mm 零件图
1.1 冲压工艺性分析 (1)冲压件为F 08钢板,是优质碳素结构钢,具有良好的可冲压性能; (2)该工件没有厚度不变的要求,因此工件的形状满足拉深工艺要求。各圆角尺寸R=1mm ,满足拉深对圆角半径的要求。由φ24+00.23mm 查参考文献[1]中表7.14可知它的尺寸精度为IT13级,满足拉深工序对工件的公差等级的要求。 (3)该零件的外形是圆形,比较简单、规则。工件中间有孔,且孔在平面上,。这部分可以用冲裁工序完成. (4)零件图上未标注尺寸偏差的,可按IT14级确定工件尺寸的公差。经查参考文献[1]中表7.14,各尺寸为: 6.1-00. 36mm R10036.0-mm R7036.0-mm 3.005+φmm 48435.0±mm 。 1.2 工艺方案及模具结构的确定 根据工件的根据工件的工艺性分析,可知冷冲压要完成的基本工序有:拉深、落料、冲孔和整形。由此制定两套工艺方案: 方案一:先落料,然后冲孔,再拉伸,三个简单模,此方案模具结构简单,使用寿命长,制造周期短,但是需要三道工序,三套模具才能完成零件的加工,生产率低,难以满足零件大批量生产的要求,而且工件尺寸的累积误差大,所需要的模具操作人员也比较多。 方案二:拉深、落料、冲孔复合模。此方案模具结构紧凑,工序集中,对压力机工作台面的面积要求较小,且内外形相对位置及零件尺寸的一致性非常好,制件面平直,并且制造精度高。缺点是结构复杂,安装、试和维修不方便,制造周期长。由零件图可知,圆筒件部分的拉深尺寸不大,亦可一次拉成,可以考虑采用复合模;又由于产品批量较大,工序分散的单一工序生产不能满足生产需求,应考虑集中的工艺方法。经综合分析论证,采用拉深、落料、冲孔复合模既能满足生产量的要求,又能保证产品质量和模具的合理性,故采用方案二。 2 模具的设计 2.1 落料模设计计算 2.1.1毛坯尺寸及排样 根据公式 D=rd dH dp 44.34)2(2-++δ 计算出展平后φ38mm 所变化成的直径大小。 D=20144.31.4204)638(??-??++
设计题目: 零件图:
前 言 从几何形状特点看,矩形盒状零件可划分成 2 个长度为 (A-2r) 和 2 个长度为 (B-2r) 的直边加上 4 个半径为 r 的 1/4 圆筒部分。若将圆角部分和直边部分分开考虑,则圆角部分的变形相当于直径为 2r 、高为 h 的圆筒件的拉深,直边部分的变形相当于弯曲。但实际上圆角部分和直边部分是联系在一起的整体,因此盒形件的拉深又不完全等同于简单的弯曲和拉深,有其特有的变形特点,这可通过网格试验进行验证。 拉深前,在毛坯的直边部分画出相互垂直的等距平行线网格,在毛坯的圆角部分,画出等角度的径向放射线与等距离的同心圆弧组成的网格。变形前直边处的横向尺寸是等距的,即321L L L ?=?=?,纵向尺寸也是等距的,拉深后零件表面的网格发生了明显的变化(如图1所示) 。这些变化主要表现在: 图 1 ⑴直边部位的变形 直边部位的横向尺寸变形后间距逐渐缩小,愈向直边中间部位缩小愈少,纵向尺寸变形后,间距逐渐增大,愈靠近盒形件口部增大愈多,可见,此处的变形不同于纯粹的弯曲。 (2) 圆角部位的变形 拉深后径向放射线变成上部距离宽,下部距离窄的斜线,而并非与底面垂直的等距平行线。同心圆弧的间距不再相等,而是变大,越
向口部越大,且同心圆弧不位于同一水平面内。因此该处的变形不同于纯粹的拉深。 盒形件拉深有以下变形特点: σ的分布是不均匀的。在圆角部分最大,直 (1) 凸缘变形区内径向拉应力 1 σ也远小于相应的圆筒形件的拉应力。边部分最小。即使在角部,平均拉应力 1 因此,就危险断面处载荷来说,矩形盒拉深时要小得多;对于相同材料,矩形盒拉深的最大成形相对高度要大于相同半径的圆筒形零件拉深时的最大成形相对高度。 (2) 由于直边和圆角变形区内材料受力情况不同,直边处材料向凹模流动的阻力要远小于圆角处,并且,直边处材料的径向伸长变形小而圆角处材料的径向变形大,使变形区内两处材料的变形量不同,直边处大于圆角处。由此引起两处位移速度差,因而必然诱发出切应力(图2),以协调直边与圆角处的变形。 图2 盒形件拉深时的应力分布 σ的分布也是不均匀的。从角部到中间直 (3)在毛坯外周边上,切向压应力 3 σ的数值逐渐减小。通常情况下,起皱都发生在角部,但是起边部位,压应力 3 皱的趋势要小于拉深相应圆筒形件时的情况。 常用相对圆角半径r/B表示矩形盒的几何形状特征,0 端盖冲压模具设计 冲压模具课程设计 说明书 系部:机械工程系 专业:模具设计与制造 班级:模具1231班 实习人员:组长:谌辉祥成员:廖真、文新、罗怀刚、简鹏、胡瑞、蒋宏伟、陈建军、何银 实习性质:课程设计 实习时间:2014.3.3∽2014.3.14 实习地点:一教509 指导教师:李林鑫、梅静 目录摘要 前言 1.工件的工艺性分析 2.冲压工艺方案的确定 3.模具的技术要求及材料选用 4.主要设计尺寸的计算 4.1毛坯尺寸的计算 4.2 冲压力的计算 4.3 拉深间隙的确定 4.4 冲裁件的排样 5.工作部分尺寸计算 5.1 拉深凸凹尺寸的确定 5.2 圆角半径的确定 6.模具的总体设计 6.1 模具的类型及定位方式的选择 6.2 推件零件的设计 7.主要零部件的结构设计 7.1 工作零件的结构设计 7.2 其他零部件的设计与选用 8.模具的总装图 9.模具的装配 结束语 致谢 参考文献 摘要 我设计的是一个落料拉深复合冲裁模,在本次设计中我参考了大量有关冷冲模模具设计实例等方面的资料。再结合老师布置的题(设计一个工件为盒形件的复合冲裁模),我充分运用了资料上所有设计模具中通用的表、手册等,如修边余量的确定、拉深件毛坯直径的计算公式、盒形件用压边圈拉深系数、盒形件角部的第一次拉深系数等,然后再集结了自己平时的所学,还有通过对工件的零件、模具工作部分(凸凹模、拉深凸模、落料凹模)、模具装配图的绘制,我的绘图功底也有了一定程度地提高。 本次设计的主要内容:工件的工艺性分析;冲压工艺方案的确定;模具的技术要求及材料选用;主要设计尺寸的计算;工作部分尺寸计算;模具的总体设计;主要零部件的结构设计;模具的总装图;模具的装配等。 我觉得通过本次的毕业设计,达到了这样的目的: 1.综合运用本专业所学课程的理论和生产实际知识,进行一次冷冲压模具(落料拉深冲裁模)设计工作的实际训练,从而培养和提高我们独立工作的能力。 2.巩固与扩充所学有关冷冲模具设计课程的内容,掌握冷冲压模具设计的方法和步骤。 摘要 本文介绍的模具实例结构简单实用,使用方便可靠。本套冲压模具的设计不是以复杂模具的设计为主,而主要是对模具设计知识的系统学习和设计的练习,以达到掌握冲压模具设计的基本技能的目的。 首先,对零件做整体的分析。包括:材料的使用、精度的要求、工序的要求以及成本的要求等。为了降低成本,对排样方式进行了合理的设计;其次,对零件整体进行工艺设计。通过工艺目的的设计、工序的顺序设计、压力机的选择等来实现所要达到的要求;再次,想要保证制件精度的要求,就要考虑模具刃口尺寸的计算。因为刃口是冲制工件的主要工作部分,刃口处的精度就决定了制件的精度,就必须根据公差来进行精确计算。 最后,根据计算出的模具刃口尺寸设计出相应的凸凹模,并且查找资料选择冷冲压模的标准零件,符合标准后,就把凸凹模与其它各零部件进行总体装配。在确定了模具体闭合高度后,选出合适的压力机在调试校验后并进行试冲加工,以达到符合的标准,最终完成加工。 关键词:冲压模具,冲压工艺,模具设计 Abstract The topic is the chain plate punching blanking compound mold design and the mold of article described an instance is simple and practical, easy to use and is reliable. This mold is not primarily designed to complex design, but mainly on a systematic study of mold design knowledge and practice, in order to achieve the purpose of master the basic skills of stamping mold design. First of all, do a thorough analysis for the parts, which include the using of the material, the requirement of accuracy and the requirement of working procedure and costs and so on. For declining low cost, proceeded the reasonable design to the row kind method. Secondly, do processing design for the whole parts and the purpose by craft designing and order of the working procedure and by the choice of punching machine. Thirdly, consider the calculation of size of the mould cutting edge in order to meet the need of accuracy. Because the cutting edge is the main working part of the punching processing, the accurate cutting edge guarantees the accurate parts. So you needed to tolerance do accurate calculation. Finally, according to the calculated the size of mold cutting edge design the corresponding punch and mold, and find information on selection criteria for cold stamping parts, meet the standards, put the punch and mold with the other components to the overall assembly. In determining the specific mold closed height, select the appropriate press in the debug and test validation washed after processing, to meet compliance standards, the final completion of the processing chain plate. Keywords:composite modulus, stamping process, mold design , punching blanking 冷冲压模具设计步骤 冷冲模设计的一般步骤如下: 1 .搜集必要的资料 设计冷冲模时,需搜集的资料包括产品图、样品、设计任务书和参考图等,并相应了解如下问题: l )了解提供的产品视图是否完备,技术要求是否明确,有无特殊要求的地方。 2 )了解制件的生产性质是试制还是批量或大量生产,以确定模具的结构性质。 3 )了解制件的材料性质(软、硬还是半硬)、尺寸和供应方式(如条料、卷料还是废料利用等),以便确定冲裁的合理间隙及冲压的送料方法。 4 )了解适用的压力机情况和有关技术规格,根据所选用的设备确定与之相适应的模具及有关参数,如模架大小、模柄尺寸、模具闭合高度和送料机构等。 5 )了解模具制造的技术力量、设备条件和加工技巧,为确定模具结构提供依据。 6 )了解最大限度采用标准件的可能性,以缩短模具制造周期。 2 .冲压工艺性分析 冲压工艺性是指零件冲压加工的难易程度。在技术方面,主要分析该零件的形状特点、尺寸大小(最小孔边距、孔径、材料厚度、最大外形)、精度要求和材料性能等因素是否符合冲压工艺的要求。如果发现冲压工艺性差,则需要对冲压件产品提出修改意见,经产品设计者同意后方可修改。 3 .确定合理的冲压工艺方案 确定方法如下: l )根据工件的形状、尺寸精度、表面质量要求进行工艺分析,确定基本工序的性质,即落 料、冲孔、弯曲等基本工序。一般情况下可以由图样要求直接确定。 2 )根据工艺计算,确定工序数目,如拉深次数等。 3 )根据各工序的变形特点、尺寸要求确定工序排列的顺序,例如,是先冲孔后弯曲还是先弯曲后冲孔等。 4 ) 根据生产批量和条件,确定工序的组合,如复合冲压工序、连续冲压工序等。 5 ) 最后从产品质量、生产效率、设备占用情况、模具制造的难易程度、模具寿命、工艺成本、操作方便和安全程度等方面进行综合分析、比较,在满足冲件质量要求的前提下,确定适合具体生产条件的最经济合理的冲压工艺方案,并填写冲压工艺过程卡片(内容包括工序名称、工序数目、工序草图(半成品形状和尺寸)、所用模具、所选设备、工序检验要求、板料规格和性能、毛坯形状和尺寸等): ; 4 确定模具结构形式 确定工序的性质、顺序及工序的组合后,即确定了冲压工艺方案也就决定了各工序模具的结构形式。冲模的种类很多,必须根据冲件的生产批量、尺寸、精度、形状复杂程度和生产条件等多方面因素选择,其选原则如下: l )根据制件的生产批量确定采用简易模还是复合模结构。一般来说简易模寿命低,成本低;而复合模寿命长,成本高。 2 )根据制件的尺寸要求确定冲模类型。 若制件的尺寸精度及断面质量要求较高,应采用精密冲模结构;对于一般精度要求的制件,可采用普通冲模。复合模冲出的制件精度高于级进模,而级进模又高于单工序模。 3 )根据设备类型确定冲模结构。 拉深加工时有双动压力机的情况下,选用双动冲模结构比选用单动冲模结构好很多 毕业设计论文论文题目:端盖零件的冲压成形工艺及模具设计 系部材料工程系 专业模具设计与制造 班级 学生姓名 学号 指导教师 毕业设计(论文)任务书 系部:材料工程系 专业:模具设计与制造 学生姓名:学号: 设计(论文)题目: 起迄日期: 4月1日~ 5月9日 指导教师: 发任务书日期:年 4 月 1 日 毕业设计(论文)任务书 目录 绪论 (1) 第1章任务来源及设计意义 (3) 1.1 设计任务来源 (3) 1.2 设计目的及意义 (3) 第2章冲压工件的工艺性分析 (4) 2.1 冲压及冲裁件的工艺性的感念 (4) 2.2 零件工艺性分析 (4) 第3章冲压工艺方案的确定 (6) 3.1 确定工艺方案的原则 (6) 3.2 工艺方案的确定 (6) 第4章模具结构形式及冲压设备的选择 (9) 4.1 模具结构形式的选择 (9) 4.2 冲压设备的选择 (10) 第5章主要工艺参数计算 (11) 5.1 排样设计与计算 (11) 5.2 计算工序压力 (13) 5.3 计算模具压力中心 (14) 5.4 计算凸、凹模工作部分尺寸并确定其制造公差 (16) 5.5 弹性元件的选取与设计 (19) 第6章选择与确定模具的主要零部件的结构与尺寸 (22) 6.1 确定工作零件 (22) 6.2 定位零件的设计 (24) 6.3 导料板的设计 (25) 6.4 卸料部件的设计 (25) 6.5 模架及其他零部件设计 (25) 第7章模具的总体装配 (29) 第8章模具工件零件的加工工艺 (30) 8.1 冲裁模凸、凹模的技术要求及加工特点 (30) 冲压模具设计素材(1)(doc 6) 冲压模具设计素材 一、制件图的分析 深→修边→冲孔。考虑到实验的特殊情况,只需设计制造三套冲压模具,即:落料模具、拉深模具、冲孔模具,修边工序采用手工方式进行。 3、此制件是和其它多种小零部件相互配合、有严格装配关系的零件,虽然图纸上的尺寸精度没要求那么高,但考虑到使用时的互换性,在进行模具设计时仍然要对模具的型腔尺寸精度要求高些。 二、模具结构的选取 1、此次制做的冲压模具是用来做实验的,为简化冲压模具的结构复杂程度、缩短模 隙。 2)冲裁间隙(单边)C min =0.015mm 3)凸、凹模刃口尺寸计算公式 设制件尺寸为0?-D 则: a X D D a δ+?-=0)( min )2(t C D D a t δ--= 式中: t a D D 、――分别为落料模具凹模、凸模的刃口尺寸 t a δδ、――分别为落料模具凹模、凸模的制造公差 ?――制件的制造公差 C――单边最小冲裁间隙 min X――磨损系数(取X=1) 4)凸、凹模刃口尺寸(略) 3、为降低模具制造成本,没有进行排样设计,而是在凹模的相应部位设计了定位销(采用手工送料方式),以解决用小块板料落料生产时的定位问题。 4、因镁板的壁厚只有0.6mm,落料时包紧力不大,故采用弹性卸料装置。卸料板和凸模之间的间隙取0.1mm。 5、压力中心和冲裁力的计算(略) 6、凹模采用柱孔口直筒形结构,既便于制造又解决了向下漏料的问题。 四、拉深模具设计 1、拉深的总高度比较小,只有5mm,设计时采用了一次拉深成形工艺。 2、拉深模具凸、凹模尺寸的确定 1)此制件是要求外形尺寸零件(便于装配),设计时应以凹模为基准件,间隙通过减小凸模尺寸获得。 2)拉深间隙 拉深间隙值C的大小对拉深力、制件质量、模具寿命等影响很大。间隙过大,制件易起皱,有锥度、精度差;间隙过小,则有害摩 擦加大,制件变薄严重,甚至破裂。因此,确定合适的拉深间隙值C 是很重要的。 考虑到镁板的拉深性能差(需把拉深模具和坯料加热到合适的温度才能进行拉深生产)、制件精度要求较高等诸方面的因素,拉深间隙取值如下: (1)直边部分拉深间隙值C=1t=0.6mm (2)转角部分拉深间隙值C=1.1t=0.66mm 3)凸、凹模园角半径 r=1mm (制件尺寸决定) t r=2mm (便于拉深) a 1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图 复合模的基本结构 1—凸模;2—凹模;3—上模固定板; 4、16—垫板;5—上模座;6—模柄; 7—推杆; 8—推块; 9—推销; 10—推件块;11、18—活动档料销; 12—固定挡料销13—卸料板 14—凸凹模;15—下模固定板; 17—下模座;19—弹簧 1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板 1.冲裁间隙过大时,断面将出现二次光亮带。(×) 2.冲裁件的塑性差,则断面上毛面和塌角的比例大。(×) 3.形状复杂的冲裁件,适于用凸、凹模分开加工。(×) 4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。(×) 5.整修时材料的变形过程与冲裁完全相同。(×) 6.利用结构废料冲制冲件,也是合理排样的一种方法。(∨) 7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。(×) 8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。(×) 10.模具的压力中心就是冲压件的重心。(×) 11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。(×) 12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。× 13.凡是有凸凹模的模具就是复合模。(×) 14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。(×) 15.导向零件就是保证凸、凹模间隙的部件。(×) 16.侧压装置用于条料宽度公差较大的送料时。(×) 17.侧压装置因其侧压力都较小,因此在生产实践中只用于板厚在0.3mm以下的薄板冲压。× 18.对配作的凸、凹模,其工作图无需标注尺寸及公差,只需说明配作间隙值。(×) 19.采用斜刃冲裁时,为了保证工件平整,冲孔时凸模应作成平刃,而将凹模作成斜刃。× 20.采用斜刃冲裁时,为了保证工件平整,落料时凸模应作成平刃,而将凹模作成斜刃。× 21.凸模较大时,一般需要加垫板,凸模较小时,一般不需要加垫板。(×) 22.在级进模中,落料或切断工步一般安排在最后工位上。(∨) 23.在与送料方向垂直的方向上限位,保证条料沿正确方向送进称为送料定距。(×) 24.模具紧固件在选用时,螺钉最好选用外六角的,它紧固牢靠,螺钉头不外露。(×) 25.整修时材料的变形过程与冲裁完全相同。(×) 26.精密冲裁时,材料以塑性变形形式分离因此无断裂层。(∨) 27.在级进模中,根据零件的成形规律对排样的要求,需要弯曲、拉深、翻边等成形工序的冲压件,位于成形过程变形部位上的孔,应安排在成形工位之前冲出。(×) 28.压力机的闭合高度是指模具工作行程终了时,上模座的上平面至下模座的下平面之间的距离。× 1 、自由弯曲终了时,凸、凹模对弯曲件进行了校正。(× ) 2 、从应力状态来看,窄板弯曲时的应力状态是平面的,而宽板弯曲时的应力状态则是立体的。(∨) 3 、窄板弯曲时的应变状态是平面的,而宽板弯曲时的应变状态则是立体的。(× ) 4 、板料的弯曲半径与其厚度的比值称为最小弯曲半径。(× ) 5 、弯曲件两直边之间的夹角称为弯曲中心角。(× ) 6 、对于宽板弯曲,由于宽度方向没有变形,因而变形区厚度的减薄必然导致长度的增加。 r/t 愈大,增大量愈× 7 、弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。(× ) 8 、冲压弯曲件时,弯曲半径越小,则外层纤维的拉伸越大。(∨) 9 、减少弯曲凸、凹模之间的间隙,增大弯曲力,可减少弯曲圆角处的塑性变形。(× ) 10 、采用压边装置或在模具上安装定位销,可解决毛坯在弯曲中的偏移问题。(∨) 11 、塑性变形时,金属变形区内的径向应力在板料表面处达到最大值。(∨) 12 、经冷作硬化的弯曲件,其允许变形程度较大。(× ) 13 、在弯曲变形区内,内缘金属的应力状态因受压而缩短,外缘金属受拉而伸长。(∨) 14 、弯曲件的回弹主要是因为弯曲变形程度很大所致。(× ) 15 、一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作用愈大,则回弹就大。(× ) 16 、减小回弹的有效措施是采用校正弯曲代替自由弯曲。(× ) 17 、弯曲件的展开长度,就是弯曲件直边部分长度与弯曲部分的中性层长度之和。(∨) 18 、当弯曲件的弯曲线与板料的纤维方向平行时,可具有较小的最小弯曲半径,相反,弯曲件的弯曲线与 板料的纤维方向垂直时,其最小弯曲半径可大些。(× ) 19 、在弯曲 r/t 较小的弯曲件时,若工件有两个相互垂直的弯曲线,排样时可以不考虑纤维方向。(× ) 冠东公司模具设计师(一级)行为标准 1模具(检具)设计与整改 1.1熟练运用二维、三维软件,进行简单模具整体结构设计。 1.2根据国家标准及企业模具设计规范设计零件并校对。 2模具(检具)工艺设计 2.1对简单的模具零件进行制造工艺设计并绘制工艺图纸,编制 工艺过程卡。 冠东公司模具设计师(一级)资格标准 1知识: 1.1专业知识:软件,模具设计与制造,三维造形,模具制造工 艺,常用塑料材料的属性 1.2企业知识:企业模具开发流程,企业产品特性,企业模具设 计规范 2技能: 2.1专业技能:熟练运用二维、三维软件 2.2通用技能:沟通能力,团队协作能力,创新能力 3经验:模具设计二年及以上经验,完成20 付简单模具整体结构设计及工艺设计。 冠东公司模具设计师(一级)培训要点 1培训要点:模具制造工艺,常用塑料材料的属性 2培训方式:内部培训,在职培训 冠东公司模具设计师(二级)行为标准 1模具(检具)设计与整改 1.1熟练运用二维、三维软件,进行模具整体结构设计。 1.2对由于数据转换造成的模型破损进行修复。 1.3根据国家标准及企业模具设计规范校对他人图纸。 1.4对一级工程师进行业务指导。 1.5协助开发部完成产品整改设计。 2模具(检具)工艺 2.1对模具零件进行制造工艺设计并绘制工艺图纸,编制工艺过 程卡。 2.2指导一级工程师完成工艺设计。 3指导制造工艺 3.1根据工艺图纸对模具制造工艺进行指导。 4模具整改方案设计 4.1对试模后不能满足产品最终要求的模具进行整改方案的设计。5项目管理 5.1进行项目设计,策划,管理。 冠东公司模具设计师(二级)资格标准 1知识: 1.1专业知识:项目管理知识,过程控制, 1.2企业知识:企业模具开发流程,企业产品特性,企业模具设 计规范,相关部门业务流程 2技能: 2.1专业技能:掌握过程控制技能,复杂模具设计,应用,项目管理 2.2通用技能:沟通能力,团队协作能力,创新能力,组织能力,3经验:模具设计从业四年及以上经验,独立设计10套复杂模具经验。 冠东公司模具设计师(二级)培训要点 1培训要点:,项目管理,过程控制 2培训方式:送外培训、内部培训、在职培训 密封端盖的冲压工艺及模具设计 摘要:本文通过对一个实际的零件-密封端盖的冲压工艺设计和模具设计,讲明了常用机械结构设计的一般方法和步骤,并给出了一些在设计过程中所遇到的问题和参加实际设计的感受。讲明了在设计过程中应该树立的态度和作风,设计所要达到的目的和需要培养的能力,给出了一般论文的格式和写作方法。 关键词:加工工艺;冲压模具;工艺计算;结构设计 Abstract:Through the designing of the stamping technique and the die about a actual part-seal cover. The author in this text express a normal method and step. Even more, exposure some questions during the process of the designing and some feeling when participating the real designing. Introducing the attitude dealing style the purpose of your designing and the ability needed to cultivate during the process of designing. At last the writing method and style of the normal thesis are also included! Key Words:Processing technology Ramming mold Process design 绘模具结构图 一、当把成品图调进模图时,成品图必须乘缩水。(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。 二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。 三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。 四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。 制品的厚度(mm)成品至CORE边数值(mm) 2015—20 20—3020—30 30—4030—40 ﹥4050 五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。CORE料边至回针应有10mm距离。 制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度 SP、CMmmMm ﹤772532 77—1163238 116—1543850 154—1934464 ≧1935076 CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm 六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。 七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。 八、任何一种塑胶入水位置应避免从唧咀直行入型腔。 冲压模具设计的方法与步骤 1、冲压零件的冲压工艺性分析冲压零件必须具有良好的冲压工艺性,才能 以最简单、最经济的方法制造出合格的冲压零件,可以按照以下的方法完成冲压件的工艺性分析: a.读懂零件图;除零件形状尺寸外,重点要了解零件精度和表面粗糙度的要求。 b.分析零件的结构和形状是否适合冲压加工。 c.分析零件的基准选择及尺寸标注是否合理,尺寸、位置和形状精度是否适合冲压加工。 d.冲裁件断面的表面粗糙度要求是否过高。 e.是否有足够大的生产批量。 如果零件的工艺性太差,应与设计人员协商,提出修改设计的方案。如果生产批量太小,应考虑采用其它的生产方法进行加工。 2、冲压工艺方案设计及最佳工艺规程设计: a.根据冲压零件的形状尺寸,初步确定冲压工序的性质,如:冲裁、弯曲、拉深、胀形、扩孔。 b.核算各冲压成形方法的变形程度,若变形成度超过极限变形程度,应计算该工序的冲压次数。 c.根据各工序的变形特点和质量要求,安排合理的冲压顺序。要注意确保每道工序的变形区都是弱区,已经成形的部分(含已经冲制出的孔或外形)在以后的工序中不得再参与变形,多角弯曲件要先弯外后弯内,要安排必要的辅助工序和整形、校平、热处理等工序。 d.在保证制件精度的前提下,根据生产批量和毛坯定位与出料要求。确定合理的工序组合方式。 e.要设计两个以上的工艺方案,并从质量、成本、生产率、模具的刃磨与维修、模具寿命及操作安全性等各个方面进行比较,从中选定一个最佳的工艺方案。 f.初步确定各个工序的冲压设备。 3、冲压零件毛坯设计及排样图设计: a.按冲压件性质尺寸,计算毛坯尺寸,绘制毛坯图。 b.按毛坯性质尺寸,设计排样图,进行材料利用率计算。要设计多种排样方案,经过比较选择其中的最佳方案。 4、冲压模具设计: a.确定冲压加工各工序的模具结构形式,并绘制模具简图。 b.对指定的1—2个工序的模具进行详细的结构设计,并绘制模具工作图。设计方法如下: ※ 确定模具的种类:简单模、连续模还是复合模。 ※ 模具工作零件设计:计算凸、凹模刃口尺寸和凸、凹模长度,确定凸、凹模结构形式和连接固定方式。 ※ 确定毛坯的定位和定距方式,并对相应的定位、定距零件进行设计。 ※ 确定压料、卸料、顶件及推件方式,并对相应的压料板、卸料板、推件块等进行设计。 ※ 模架设计:包括上下模座及导向方式的设计,也可以选用标准模架。 ※ 在完成以上工作的基础上,按比例绘制模具工作图。先用双点划线绘制毛坯,再绘制工作零件,然后绘制定位和定距零件,用连接零件把以上各部分连接起来,最后在适当的位置绘制压料和卸料零件。根据模具的具体情况,以上顺序也可作适当调整。 ※ 工作图上应该标注模具的外轮廓尺寸、模具闭合高度、配合尺寸及配合型式。工作图上要标注模具的制造精度和技术条件的要求。工作图要按国家制图标准绘制,有标准的标题栏和名细表。如果是落料模,要在工作图的左上角上绘制排样图。 ※计算模具压力中心,检查压力中心与模柄中心线是否重合。如果不重合,对模具结果作相应的修改。 ※计算冲压力,最后选定冲压设备,进行模具与冲压设备相关尺寸的校核(闭合高度、工作台面、模柄安装尺寸等)。 5、测绘模具的大部分零件图(要求完成图纸工作量折合为A0图三张以上),零 件图要求按国家制图标准绘制,标注完整的尺寸、公差、表面粗糙度和技术要求。 6、填写冲压加工工艺规程卡片。 5.7 轴承部件的结构设计 绝大多数中、小型减速器均采用滚动轴承,滚动轴承是标准件,设计时只需要选择轴承的类型和型号并进行轴承的组合设计即可。 滚动轴承部件的结构设计主要考虑轴承的支承结构型式、支承刚度、以及轴承的固定、调整、拆装、密封及润滑等。下面就轴承端盖结构、调整垫片、轴承的润滑与密封等方面作一介绍。 1 .轴承端盖 轴承端盖用以固定轴承、调整轴承间隙并承受轴向力。 轴承端盖的结构有嵌入式和凸缘式两种。每种又有闷盖和透盖之分。 嵌入式轴承端盖结构简单、紧凑,无需固定螺钉,外径小,重量轻,外伸轴尺寸短。但装拆端盖和调整轴承间隙困难,密封性能差,座孔上开槽,加工费时。嵌入式轴承端盖多用于重量轻、结构紧凑的场合,其结构和尺寸见表 5.1 。 凸缘式轴承端盖安装、拆卸、调整轴承间隙都比较方便,密封性能也好,所以应用广泛。但缺点是外廓尺寸大,又需一组螺钉来联接。其结构和尺寸见表 5.2 。 表 5.1 嵌入式轴承端盖的结构尺寸 表 5.2 凸缘式轴承端盖的结构和尺寸 当端盖与孔的配合处较长时,为了减少接触面,在端部铸出或车出一段较小的直径,但必须保留有足够的长度 e1,一般此处的配合长度为e1= ( 0.10~0.15 ) D , D 为轴承外径,图中端面凹进δ值,也是为 了减少加工面。如图 5.8 所示。 图 5.8 轴承端盖端部结构 图 5.9 穿通式轴承端盖 由于端盖多用铸铁铸造,所以要很好考虑铸造工艺。例如在设计穿通式轴承端盖图 5.9 时,由于装置密 封件需要较大的端盖厚度(图 5.9a ),这时应考虑铸造工艺,尽量使整个端盖厚度均匀,如图 5.9b )、 c )所示是较好的结构。 2 .轴伸出端的密封 轴伸出端的密封的作用是防止轴承处的润滑剂流出和箱外的污物、灰尘和水气进入轴承腔内,常见的密 封种类有接触式密封和非接触式密封两大类,接触式密封有毡圈密封、 O 形橡胶圈密封、唇形密封,非 接触式密封有沟槽密封和迷宫密封。 下面主要介绍毡圈密封和 O 形橡胶圈密封。 ( 1 )毡圈密封 将矩形毡圈压入梯形槽中使之产生对轴的压紧作用而实现密封,如图5.10 。它的结构简单,价格低廉, 模具设计与模具制图教程 模具图样的绘制 在绘制模具装配图时,初学者的主要问题是图面紊乱无条理、结构表达不清、剖面选择不合理等,以及作图质量差,如引出线重叠交叉,螺钉销钉作图比例失真。上述问题除平时练习过少外,更主要的是缺乏作图技巧所致。一旦掌握了必要的技巧,这些错误均可避免。1. 装配图的画法 模具装配图最主要的目的是要反映模具的基本构造,表达零件之间的相互装配关系,包括位置关系和配合关系。从这个目的出发,一张模具装配图所必须达到的最基本要求为:首先,模具装配图中各个零件(或部件)不能遗漏,不论哪个模具零件,装配图中均应有所表达;其次,模具装配图中各个零件位置及与其他零件间的装配关系应明确。在模具装配图中,除了要有足够的说明模具结构的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细栏外,还应有其他特殊的表达要求。模具装配图的绘制要求须符合国家制图标准,现总结如下: ⑴总装图的布图及比例。 ①应遵守国家标准机械制图中图纸幅面和格式的有关规定(GB/T14689—2008)。 ②可按模具设计中习惯或特殊规定的制图方法作图。 ③尽量以1:1的比例绘图,必要时按机械制图要求的比例缩放,但尺寸按实际尺寸标注。 ④模具总装图的布置方法如图1-72所示。 (a)冲压模具总装配图的布置 (b)塑料模具总装配图的布置 图1-72 模具总装图的布置方法 ⑵模具设计绘图顺序 ①主视图。绘制总装图时,应采用阶梯剖或旋转剖视,尽量使每一类模具零件都反映在主视图中。按先里后外、由上而下,即按产品零件图、凸模、凹模的顺序绘制,零件太多时允许只画出一半,无法全部画出时,可在左视图或俯视图中画出。 ②俯视图。将模具沿冲压或注射方向“打开”上(定)模,沿冲压或注射方向分别从上往下看“打开”的上(定)模或下(动)模,绘制俯视图。主、俯视图要一一对应画出。 ③左、右视图。当主、俯视图表达不清楚装配关系时,或者塑料模具以卧式为工作位置时,左、右视图绘制按注射方向“打开”定模看动模部分的结构。 ⑶模具装配图主视图的要求。 ①在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图。主视图画好后其四周一般与其他视图或外框线之间应保持50~60mm的空白。 ②主视图上应尽可能将模具的所有零件画出,可采用全剖视图、半剖视图或局部视图。若有局部无法表达清楚的,可以增加其他视图。 ③在剖视图中剖切到圆凸模、导柱、顶件块、螺栓(螺钉)和销钉等实心旋转体零件时,其剖面不画剖面线;有时为了图面结构清晰,非旋转体的凸模也可不画剖面线。 模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式 5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本 版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:端盖冲压模具设计资料讲解
压圈开口环冲压模具设计(含全套CAD图纸)
冲压模具设计步骤
端盖零件的冲压成形工艺及模具设计
冲压模具设计素材(1)(doc 6)
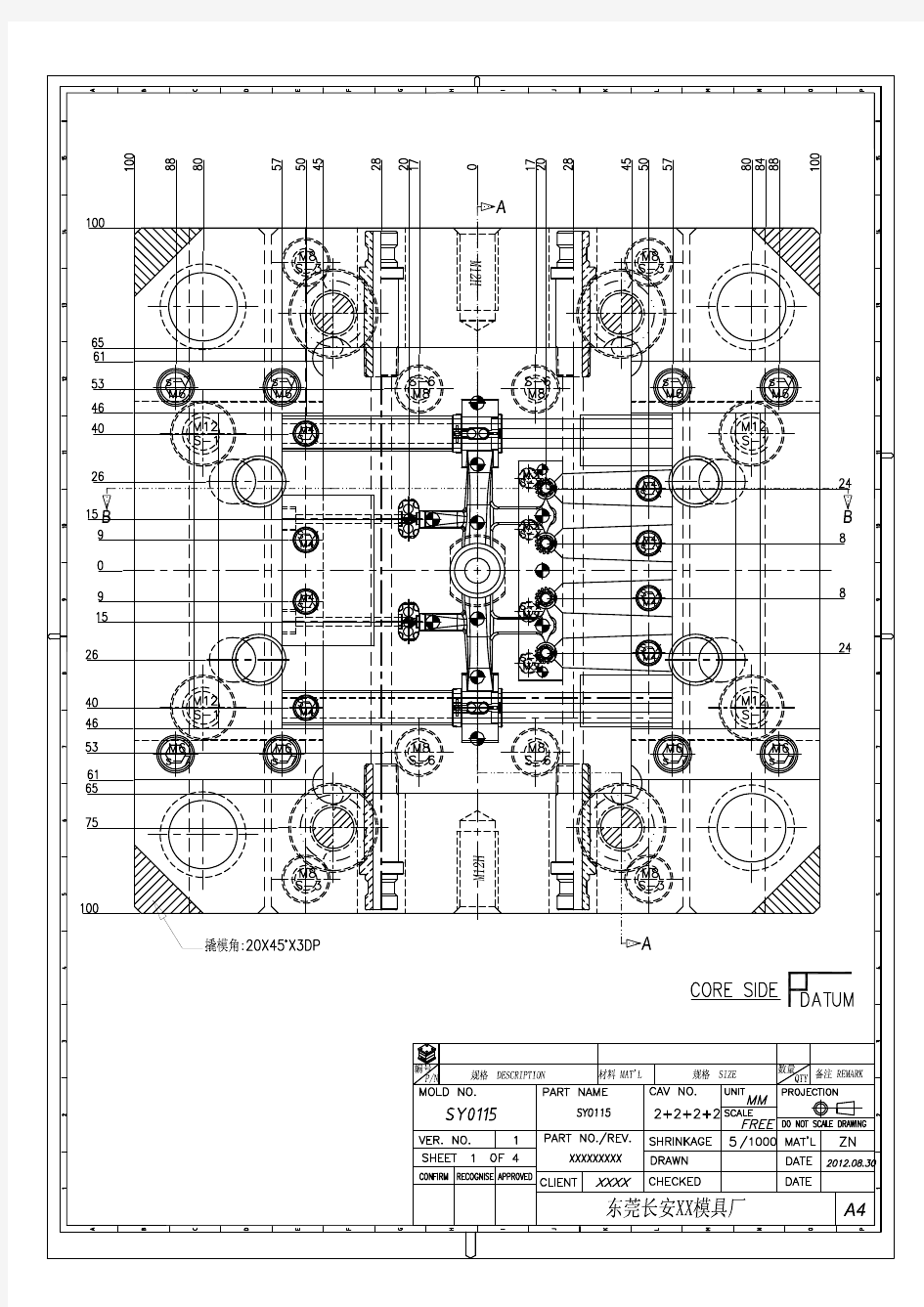
冲压模具设计装配图
一级模具设计师的行为标准
密封端盖的冲压工艺及模具设计
模具设计2D结构图绘制一般方法
冲压模具设计方法与步骤
轴承端盖设计
模具设计与模具制图教程
模具设计规范标准规范标准
相关主题
文本预览