连续铸钢
- 格式:ppt
- 大小:13.36 MB
- 文档页数:167

连续铸钢机械设备安装工程安装工艺标准 1.范围: 适用板坯和方坯的单流,多流弧形连续铸钢设备安装工程 2.施工准备 2.1主要机具 起重机械、吊索吊具、焊接设备、平尺、水准仪、盘尺、内径千分尺、塞尺、钳工工具等。 2.2作业条件 a. 设备基础施工完毕,检验合格。 b. 厂房内桥式起重机安装完毕,通过载荷试车合格。 c. 施工图纸,中交资料交付齐全。 d. 有完善、精确的安装测量控制组,制定合理的安装程序 e. 设备制造厂提供专用的测量销及测弧样板,并有指导性的说明书。 3.操作工艺: 安装程序可根据施工现场的条件,设备到达的以后以及工期的要求等具体情况确定.
二次装置的下框架 比较合理的安装程序是以拉矫机为定位设备,并以它的切点辊定位.首先安装拉矫机的曲线段,将曲线段切点辊轴线对准横向基准线,切点辊顶面标高为±O,拉矫机曲线段定位后,可分两条主要作业线同时进行安装工作.一条作业线是逆铸流方向自下而上进行,从二冷装置的下柜架开始,另一条作业线是按出坏方向进行,首先是拉矫机直线段. 二次冷却装置是连铸机主体部分,全套设备位于冷却室内,在扇形段安装完毕后,冷却室内大量管道工程紧随进行施工.根据图纸,选择合理的的施工程序:设备冷却水管,喷淋水管,扇形段液压管,干油润滑管。拉矫机曲线段,直线段安装完毕后,即进行配管施工,其顺序为压缩空气管、液压管、喷淋冷却水管、设备冷却水管。 试运转: ①单体试运转:连续运转的设备必须连续运转2-4小时,往复运动的设备在全行程或四转范围内,往返动作5-10次。
拉矫机 上框架 上栋梁 扇形段更换装置 扇形段
结晶器振动台架及传动装置 过滤段 结晶器 试运转
拉矫直线段 输出辊道 引锭台架及脱引锭
切割设备 ②无负荷联动试运转以锭杆送入结晶器,模拟进行3次无故障。 4.质量标准 4.1保证项目 a. 设备基础强度、坐标、标高、尺寸及地脚螺栓孔位置必须符合设计要求和施工规范的规定。 b. 设备必须符合设计技术文件要求。 c. 使用座浆法设置垫板必须保证座浆强度、凿坑应符合规定、墩基结合牵固。 d. 预应力地脚螺栓及预应力连接螺栓施工必须符合设计技术文件要求。 e. 结晶器水冷室必须按设备技术文件要求进行水压试验合格。 f. 结晶器管离合装与台架管口接合面必须平行,接触严密。 g. 结晶器、足辊及支持导向段的对孤必须符合设备技术文件规定。 h. 方坯二次冷却装置支承座与销孔之间,必须按设备技术文件条件的规定,留出热膨胀间隙。 i. 扇形段更换装置台架的高强螺栓施工,必须符合设备技术文件的要求。 j. 焊接材料必须符合设计要求和钢结构焊接的专门规定,焊工应有相应施焊条件的合格证 k. 焊缝表面严禁有裂纹,夹渣,焊瘤,烧穿,弧坑 ,针状气孔和熔合性飞溅等缺陷。 l. 拉矫机直线段的下辊轴承箱用液压缸支承时,必须将液压缸升至上死点,再测定辊面标高。 4.2允许偏差项目 a. 结晶器和振动装置安装极限偏差、公差 b. 二次冷却装置极限偏差和公差 c. 扇形段更换装置安装极限偏差和公差 d. 拉矫机安装极限偏差和公差 5.成品保护 a. 设备进入现场,做好设备堆放和防止丢失的工作 b. 设备带来技术文件、专用工具要妥善保存 c. 对安装完毕、检验合格的设备及时挂警示牌 6.应注意质量问题 a. 地脚步螺栓安装要做到垂直、固定可靠、螺母紧固均匀、螺栓外露螺纹长度不小于1.5倍螺距 b. 使用座浆法设置垫板必须保证座浆强度,凿坑应符合规定,墩基结合牢固。 c. 垫板安设,位置应正确,放置平稳,接触紧密,垫板层间定位焊牢固,每组垫板不超过五块,斜垫板打入深度在2/3以上。 d. 焊接处焊波要均匀,焊渣和飞溅物注意清理干净。 7.质量记录 做好工程的隐蔽工程,焊接检验,设备强度及严密性试验和安装质量记录资料整理工作。 设备基础中间交接记录 测量控制网成果记录 焊缝探伤检验记录 水压试验记录 高强螺栓检验报告 安装自检记录 分项工程质量检验评定表 结晶器和振动装置安装极限偏差、公差和检验方法 项次 检验项目 极限偏差(公差)mm 检验方法


连铸:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
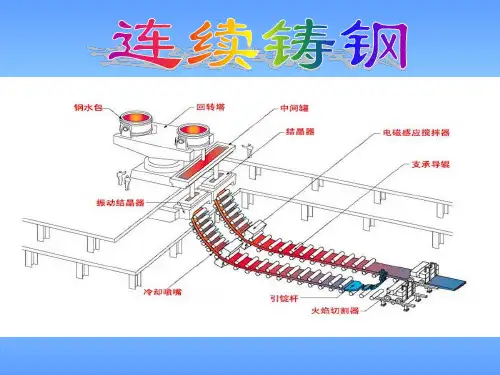
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
连铸的工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。
连铸的主要工艺设备介绍:钢包回转台钢包回转台:设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。
由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。
单臂钢包回转台:由底座、立柱、上转臂、上转臂驱动装置、下转臂、下转臂驱动装置组成。
蝶形钢包回转台:由底座、升降液压缸、回转架、钢包支座、回转臂、平行连杆、驱动装置、防护板组成。
钢包回转台是连铸机的关键设备之一,起着连接上下两道工序的重要作用。
钢包回转台的回转情况基本上包括两侧无钢包、单侧有钢包、两侧有钢包三种情况,而单个钢包重量已超过140吨。
三种情况下,钢包回转台受力有很大不同,但无论在何种情况下,都要保证钢包回转台的旋转平稳,定位准确,起停时要尽可能减小对机械部分的冲击,为减少中间包液面波动和温降,要缩短旋转时间。
因此,我们在变频器的容量选择上,留有余地,即比电机功率加大一级。
同时利用变频器的s曲线加速功能,通过调整s曲线保证加、减速曲线平滑快速,减少对减速机的冲击,再通过PLC判断变速限位、停止限位实现旋转过程中高、低速自动变换及到位停车,同时满足了对旋转时间和平稳运行的要求。
顺时针,逆时针,旋转中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。
