980TDb计数液压刀架说明
- 格式:doc
- 大小:136.00 KB
- 文档页数:3
说明
此刀架的刀位号检测是以计数的形式进行的,在换刀未完成报警后可能会出现“乱刀”的现象;此时,需进行系统刀号设置:再次换刀,换刀完成后,将PLC参数K11.6设为1,再把PLC参数DC01设为当前刀盘刀位号,然后在“机械零点”方式下,按下“换刀”键,将刀盘当前刀位号设置为系统当前刀号。注:设置完毕后,请将K11.6设置为0。
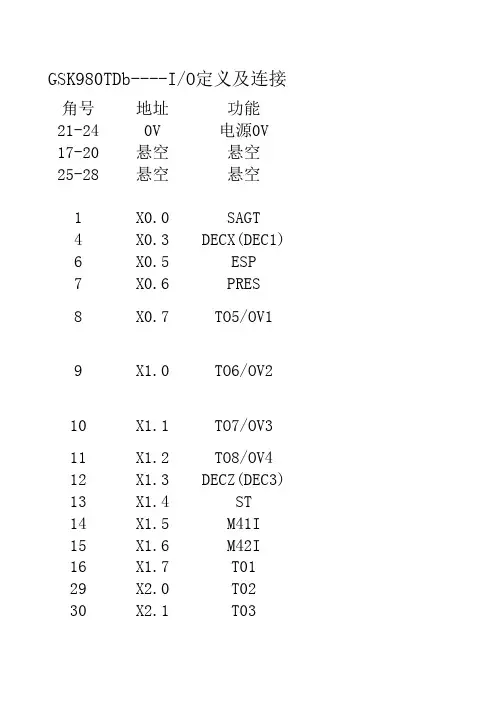
输入信号
CN61 PLC地址 地址符号 地址定义的功能 备注
1 X0.0 SAGT 防护门检测信号
2 X0.1 SP 外接进给保持信号
3 X0.2 DIQP 卡盘输入信号
4 X0.3 DECX(DEC1) X 轴减速信号 固定地址
5 X0.4 DITW 尾座控制信号
6 X0.5 ESP 外接急停信号 固定地址
7 X0.6 PRES 压力检测信号
8 X0.7 OV1 外接进给倍率0/#1000
9 X1.0 SAML 主轴报警
10 X1.1 OV2 外接进给倍率2#1001
11 X1.2 OV3 外接进给倍率3#1002
12 X1.3 DECZ(DEC3) Z轴减速信号 固定地址
13 X1.4 ST 外接循环启动信号
14 X1.5 M41I 换档第1档到位
15 X1.6 M42I 换档第2档到位
16 X1.7 OV1 外接进给倍率1#1003
29 X2.0 刀盘松开与锁紧
30 X2.1 刀位计数
31 X2.2 未用
32 X2.3 Y轴减速信号 固定地址
33 X2.4 第4轴减速信号 固定地址
34 X2.5 DEC5 第5轴减速信号 固定地址
35 X2.6 内卡松开(外卡夹紧)到位信号 36 X2.7 内卡夹紧(外卡松开)到位信号
37 X3.0 LMIX+ X轴正向超程
38 X3.1 LMIX- X轴负向超程
39 X3.2 LMIZ+ Z轴正向超程
40 X3.3 LMIZ- Z轴负向超程
41 X3.4 程序锁 (可不接)
42 X3.5 SKIP G31跳转信号 固定地址
43 X3.6 AEX X轴刀具测量位置到达信号(G36) 固定地址
44 X3.7 AEZ Z轴刀具测量位置到达信号(G37) 固定地址
21~24 GND
输出信号
CN62 PLC地址 地址符号 地址定义的功能 备 注
1 Y0.0 COOL(M08) 冷却信号
2 Y0.1 LUBR(M32) 润滑输出信号
3 Y0.2 未用
4 Y0.3 SFR(M03) 主轴正转信号 SFR
5 Y0.4 SRV(M04) 主轴反转信号 SRV
6 Y0.5 SSTP(M05) 主轴停止信号 SSTP
7 Y0.6 未用
8 Y0.7 SPZD 主轴制动信号 SPZD
9 Y1.0 S1/M41 主轴机械档位信号1 GEAR1
10 Y1.1 S2/M42 主轴机械档位信号2 GEAR 2
11 Y1.2 S3/M43 主轴机械档位信号3 GEAR 3
12 Y1.3 S4/M44 主轴机械档位信号4 GEAR 4
13 Y1.4 DOQPJ 卡盘夹紧
14 Y1.5 DOQPS 卡盘松开
15 Y1.6 TL+ 刀架正转
16 Y1.7 TL- 刀架反转
29 Y2.0 刀盘锁紧 单线圈阀只接
“刀盘松开” 30 Y2.1 刀盘松开
31 Y2.2 CLPY 三色灯-黄灯
32 Y2.3 CLPG 三色灯-绿灯
33 Y2.4 CLPR 三色灯-红灯
34 Y2.5 DOTWJ 尾座进
35 Y2.6 DOTWS 尾座退
36 Y2.7 未用
37 Y3.0 未用 38 Y3.1 HPST 液压控制输出
39 Y3.2 #1100
40 Y3.3 #1101
41 Y3.4 #1102
42 Y3.5 #1103
43 Y3.6 #1104
44 Y3.7 #1105
17、18、19 GND
26、27、28
20、21、22 +24V
23、24、25