2.2.1-2典型冲裁模结构(模具设计与制造)
- 格式:ppt
- 大小:1.31 MB
- 文档页数:32
冲裁模具得基本结构及工作原理
一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模
1、定义:它就是指在一次冲裁中只完成冲孔或落料得一个工序。
2、简单冲裁模按其导向方式可分为:
(1)无导向单工序模它得特点就是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制得冲裁件。
(2)导板式简单冲裁模 模精度高、寿命长、使用安装帧、操作安全,、但制造比较复杂。一般适用于形状较简单、尺寸不大得工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙得均匀,冲裁得工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模就是应用最广泛得一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)
1、连续冲裁模得定义:按一定得先后程序,在冲床得滑块得一次到与中,在模具得不同位置上,完成冲孔,落料导两个得上得冲后工序得冲裁模,又称及进模或跳步模。
2、连续冲裁模得定位原理可分为:导正销定位原理、侧刃定距原理
(三)复合冲裁模
1、复合冲裁模得定义:在部床滑块得一次行程中,在冲模得同一工位上同时完成内孔与外形两种得上工序得冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模
二、我们请瞧瞧这三种模具得比较表 无导向单工序模
冲模得上模部分由模、凸模组成,通过模柄安装在冲床滑块上。下模部分由卸料板、导尺、、凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。上模与下模没有直接导向关系,靠冲床导轨导向。 导板式简单冲裁模
上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。这种模具得特点就是上模通过、凸模利用导板上得孔迸行导向,导板兼作卸料板。工作时凸模始终不脱离导板、以保证模具导向精度。因而,要求使用得压力机行程不大于导板厚度。
冲裁模设计举例
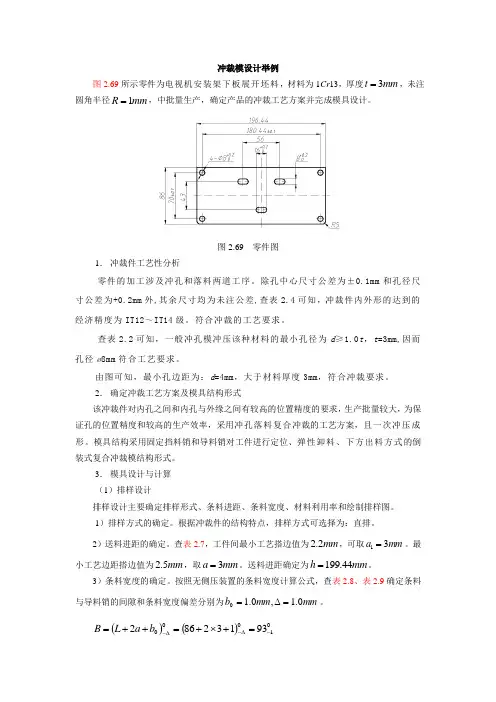
图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr13,厚度mmt3,未注圆角半径mmR1,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图
1. 冲裁件工艺性分析
零件的加工涉及冲孔和落料两道工序。除孔中心尺寸公差为±0.1mm和孔径尺寸公差为+0.2mm外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d≥1.0t,t=3mm,因而孔径ø8mm符合工艺要求。
由图可知,最小孔边距为:d=4mm,大于材料厚度3mm,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式
该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算
(1)排样设计
排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。查表2.7,工件间最小工艺搭边值为mm2.2,可取mma31。最小工艺边距搭边值为mm5.2,取mma3。送料进距确定为mmh44.199。
3)条料宽度的确定。按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mmmmb0.1,0.10。
0100093132862baLB 4)材料利用率的确定。
%08.91%10044.1999344.19686BhA
4)绘制排样图。冲裁件排样图见图2.70。
图2.70 排样图

,.
冲压模具设计与制造实例
例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件
生产批量:大批
材料:A3
材料厚度:t=2mm
一、 冲压工艺与模具设计
1.冲压件工艺分析
①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,0
-0.74 0
-0.52 0
-0.52 0
-0.52 0
-0.52 ,.
可按IT14级确定工件尺寸的公差。孔边距12mm的公差为-0.11,属11级精度。查公差表可得各尺寸公差为:
零件外形:65 mm 24 mm 30 mm R30
mm R2 mm
零件内形:10 mm
孔心距:37±0.31mm
结论:适合冲裁。
2.工艺方案及模具结构类型
该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:
①先落料,再冲孔,采用单工序模生产。
②落料-冲孔复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。由于孔边距尺寸12 mm有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。 +0.36
0
0
-0.11 ,.
工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3.排样设计
查《冲压模具设计与制造》表2.5.2,确定搭边值:
两工件间的搭边:a=2.2mm
工件边缘搭边:a1=2.5mm
步距为:32.2mm
目录
摘 要 ..................................................................... 1
前 言 ...................................................................... 2
1 冲裁件的工艺性分析工艺方案的确定 ......................................... 3
2 模具的技术要求及材料选用 ................................................. 6
2.1模具的技术要求 ....................................................... 6
2.2模具材料的选用及要求 ................................................. 6
3 冲裁件的排样 ............................................................. 8
4 模具设计计算 ............................................................ 10
4.1 计算总压力P ...................................................... 10
4.2 压力中心的计算 ................................................... 10
4.3 零件的外形尺寸、弹性元件自由高度 ................................. 12
4.4 计算侧压力 ........................................................ 14