第二章冲裁工艺与冲裁模
凸模:
凹模:
式中: d—冲孔工件孔的基本尺寸,mm dp、dd—冲孔凸、凹模刃口尺寸,mm Δ—工件公差,mm —凸、凹模制造偏差(查表),mm X—磨损系数(查表)
第二章冲裁工艺与冲裁模
第二章冲裁工艺与冲裁模
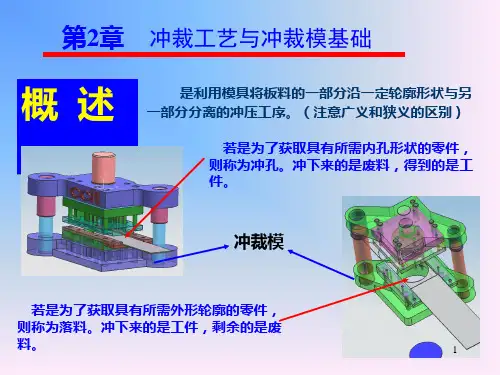
②落料 设冲裁件的落料尺寸为
计算原则,计算公式为:
凹模:
,根据刃口尺寸
如不满足,则应提高模具制造精度,即减小 、 ⑤优点
凸、凹模具有互换性,制造周期短,便于批量生产。 ⑥缺点:模具制造公差小,模具制造困难,成本高。
第二章冲裁工艺与冲裁模
刃口尺寸计算注意点:
1.分清是冲孔还是落料 2.冲裁间隙Z的确定:与材料和料厚有关 3.冲裁件的尺寸标注是否标准
孔的标注: 落料的标注: 中心距标注:L
基准件刃口尺寸计算式:
A类尺寸:
B类尺寸:
C类尺寸:
C = C ±D ' 4 = C ±D 8
第二章冲裁工艺与冲裁模
A类尺寸:
B类尺寸:
C类尺寸: C = C ±D ' 4 = C ±D 8
式中: A、B、C—基准件基本尺寸, mm Amax—冲裁件A类尺寸最大极限值, mm B min—冲裁件B类尺寸最小极限值, mm δ—模具制造公差, mm
毛剌区:是由于冲裁间隙的存在 而产生,该区域一般不可避免。Байду номын сангаас
第二章冲裁工艺与冲裁模
注意事项
a、粗大毛刺的产生部位:
当凸模刃口磨钝时,落料件的上端会出现 粗大的毛刺; 当凹模刃口磨钝时,冲孔件的下端会出现 粗大的毛刺; 当凸、凹模刃口同时磨钝时,则冲裁件上、下端都会产生毛刺。
第二章冲裁工艺与冲裁模