MMT
2.2.3 刀具工作角度
• 在横向进给切削或切断 工件时,随着进给量f值的增 加和加工直径d的减小,工作 后角不断减小,刀尖接近工 件中心位置时,工作后角的 减小特别严重,很容易因后 面和工件过渡表面剧烈摩擦 使刀刃崩碎或工件被挤断, 切削中应引起充分重视。因 此,切断工件时不宜选用过 大的进给量f,或在切断接近 结束时,应适当减小进给量 或适当加大标注后角。
MMT
2.2.3 刀具工作角度
当工件材料和加工性质不同时,常用硬质合金车刀的 合理前角如表2-1所示。
表2-1 合理前角 粗 车 精 车 硬质合金车刀合理前角的参考值 合理前角 粗 车 精 车
工件材料 低碳钢 中碳钢 合金钢 淬火钢
工件材料 灰铸铁 铜及铜合金 铝及铝合金 钛合金 ≤1.177 GP a
MMT
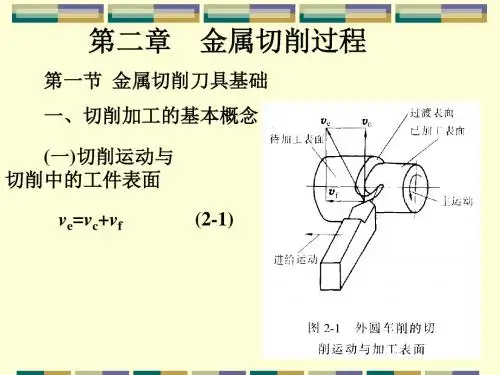
2.1.1 切削运动
3、合成切削运动
刀具与工件间的相对切削运 动是主运动和进给运动的合成运 动。切削刃上选定点相对于工件 的主运动的瞬时速度,称为切削 速度,以vc表示。切削刃上选定点 相对于工件的进给运动的瞬时速 度,称为进给速度,以vf表示。合 成切削运动的瞬时速度用ve表示。 则ve=vc+vf 。
MMT
2.2.2 刀具静止角度参考系及其坐标平面
MMT
2.2.2 刀具静止角度参考系及其坐标平面
刀具静止角度
2.
MMT
2.2.2 刀具静止角度参考系及其坐标平面
刀具在正交平面参考系中定义的标注角度有: (1)前角 γo :前刀面与基面间的夹角(正交平面中测量) 作用:影响切屑的变形程度; 影响刀刃强度
后角α0:后刀面与切削平面间的夹角(正交 平面中测量)
MMT
2.2.2 刀具静止角度参考系及其坐标平面