第3章--金属切削刀具
- 格式:ppt
- 大小:3.29 MB
- 文档页数:3
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
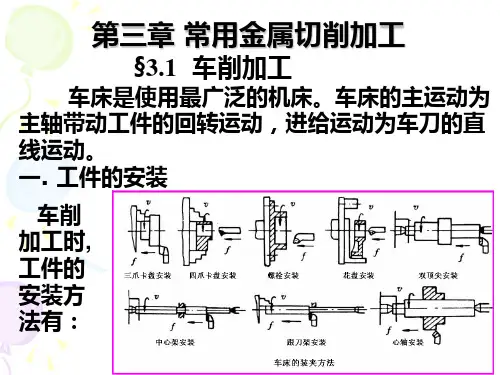
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
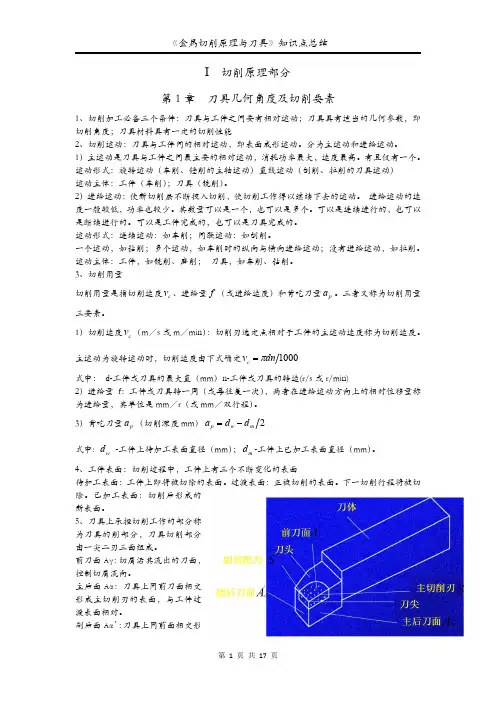
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
《金属切削原理与刀具》教案一、教学内容本节课的教学内容来自于小学《金属切削原理与刀具》教材的第三章,主要介绍金属切削的基本原理和刀具的分类及使用方法。
具体内容包括:金属切削的过程、切削力与切削功率、刀具的类型与结构、刀具的磨损与更换等。
二、教学目标1. 让学生了解金属切削的基本原理,知道切削力与切削功率的概念。
2. 使学生熟悉刀具的类型与结构,掌握刀具的磨损与更换方法。
3. 培养学生动手操作和实践能力,提高他们的技术素养。
三、教学难点与重点重点:金属切削的基本原理、刀具的类型与结构、刀具的磨损与更换。
难点:切削力与切削功率的计算、刀具的磨损规律及更换时机。
四、教具与学具准备教具:多媒体课件、刀具实物、切削实验装置。
学具:笔记本、课本、尺子、剪刀。
五、教学过程1. 导入:通过展示金属切削加工的视频,让学生初步了解金属切削的过程,引出本节课的主题。
2. 讲解:讲解金属切削的基本原理,介绍切削力与切削功率的概念,分析刀具的类型与结构,讲解刀具的磨损与更换方法。
3. 实践:让学生分组进行切削实验,观察刀具的磨损情况,学会正确更换刀具。
4. 讨论:分组讨论切削力与切削功率的计算方法,分享刀具磨损与更换的实践经验。
六、板书设计金属切削原理与刀具1. 金属切削过程2. 切削力与切削功率3. 刀具类型与结构4. 刀具磨损与更换七、作业设计1. 题目:计算切削力与切削功率已知条件:切削速度v = 50m/min,切削深度d = 2mm,切削宽度b = 10mm,刀具前角γ = 20°,刀具后角α = 15°,材料硬度HB = 200。
求:切削力F和切削功率P。
答案:切削力F = 150N切削功率P = 15W2. 题目:分析刀具磨损规律及更换时机要求:结合实践经验,分析刀具磨损的原因,判断何时需要更换刀具。
八、课后反思及拓展延伸1. 反思:本节课的教学效果如何?学生是否掌握了金属切削原理和刀具的使用方法?2. 拓展延伸:研究金属切削液的作用,探讨如何提高切削加工效率。
机械制造技术基础习题及答案学习 2009-07-02 12:23 阅读938 评论1字号:大中小第三章金属切削机床与刀具一、单项选择题1. 普通车床的传动系统中,属于内联系传动链的是( C )。
A.主运动传动链B.机动进给传动链C.车螺纹传动链D.快速进给传动链2. 最常用的齿轮齿廓曲线是( D )。
A. 圆弧线B. 摆线C.梯形线D.渐开线3. 车螺纹时欲获得正确的旋向必须( A )。
A. 正确调整主轴于丝杠间的换向机构B. 正确安装车刀C. 保证工件转一圈,车刀移动一个螺距D. 正确刃磨车刀4. 车单头螺纹时,为获得准确的螺距必须( C )A. 正确调整主轴于丝杠间的换向机构B. 正确安装车刀C. 保证工件转一圈车刀准确移动一个螺距D. 正确刃磨车刀5. 插削齿轮时,齿面精度主要取决于()。
A. 径向进给量的大小B. 圆周进给量的大小C. 分齿运动速比的大小D. 主运动速度的大小6. 插齿的分齿运动存在于()。
A. 插齿的全过程B. 插齿的开始阶段C. 插齿的结束阶段D.让刀过程中7. 高速磨削的砂轮速度至少为()。
A.30m/sB.50m/sC.80m/ sD.100m/s8 . 某传动系统中,电动机经V带副带动Ⅰ轴,Ⅰ轴通过一对双联滑移齿轮副传至Ⅱ轴,Ⅱ轴与Ⅲ轴之间为三联滑移齿轮副传动,Ⅲ轴可以获得几种不同的转速( C )。
A.3种B.5种C.6种D.8种11. 标准麻花钻切削部分切削刃共有( B )。
A. 6B. 5C. 4D. 312. 扩孔钻的刀齿一般有:( B )A. 2-3 个B. 3-4个C. 6-8个D. 8-12个13. 钻头的螺旋角越大,前角( A )。
A.越大B.越小C.无关14. 深孔加工应采用( )方式进行。
A.工件旋转B.刀具旋转C.任意 D. 工件和刀具同时旋转15. 当钻的孔尺寸精度较高,表面粗糙度值较小时,加工中应取( B )。
A.较大的进给量和较小的切削速度B.较小的进给量和较大的切削速度C.较大的背吃力量D.较大的进给速度16. 拉孔时,孔的长度一般不超过孔径的()。
第三章金属切削变形过程3.1 必备知识和考试要点3,1。
1 研究金属切削变形过程的意义和方法1.明确研究金属切削变形过程的意义。
2.了解金属切削变形过程的实验方法。
3.1.2 金属切削层的变形1.熟悉金属切削过程中变形区的划分。
2.熟悉各变形区内所发生的变形。
3.掌握相对滑移、变形系数、剪切角的概念。
4.掌握相对滑移与变形系数的关系式。
3.1.3 前刀面的挤压与摩擦及其对切屑变形的影响1.了解切削过程中作用在切屑上的力。
2.明确剪切角φ与前刀面摩擦系数μ的关系。
3.理解内摩擦的概念。
4.熟悉影响前刀面摩擦的主要因素。
3.1.4 积屑瘤的形成及其对切削过程的影响1.掌握积屑瘤的形成条件。
2.掌握积屑瘤对切削过程影响的要点。
3.掌握积屑瘤的生长高度与切削速度的关系。
4.掌握抑制积屑瘤的方法。
3.1,5 影响切屑变形的变化规律1.掌握工件材料、刀具几何角度对切屑变形影响的要点。
2,掌握切削速度对剪切角影响的要点。
3.掌握切削用量三要素切眉变形影响的要点。
4.正确分析切削速度对变形系数影响的规律。
3.1.6 其他1.了解切屑形状的分类方法及产生的条件。
2.了解切屑卷曲和断屑的机理。
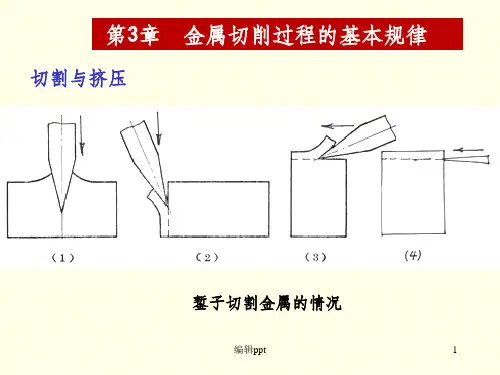
3.2 典型范例和答题技巧[例3.1] 画图表示切削塑性工件材料时,金属变形区是如何划分的?各变形区中的变形情况如何?[分析]1.变形区的划分。
根据教科书中的“金属切削过程中的滑移线和流线示意图”大致画出三个区域。
2.变形区的变形。
由于第一变形区区域宽度很窄,故可看成一个面,被称之为剪切滑移面。
显然第一变形区的变形,也就是在切削过程中,金属通过剪切滑移面时发生的剪切滑移变形。
这一变形决定了切削的进行,使被切削工件的切削层转变成切屑。
第二变形区发生在切屑底层,相对于前刀面的位置。
通过第一变形区变形后的金属在转变成切屑沿前刀面流出前发生的进一步变形。
此时发生的变形是前刀面作用于切屑的摩擦、挤压变形。
第三变形区内的变形是受到刀刃的钝圆部分及后刀面的挤压、摩擦变形。