2.5 金属切削刀具种类
- 格式:ppt
- 大小:2.80 MB
- 文档页数:30
金属切削加工刀具材料的选择金属切削加工刀具分为:车刀、铣刀、刨刀、钻头等。
下面我们就针对这些做出说明。
(一)车刀车刀是用于车削加工的、具有一个切削部分的刀具。
车刀是切削加工中应用最广的刀具之一。
车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
车刀的切削部分由主切削刃、副切削刃、前刀面、主后刀面和副后刀面,刀尖角成。
车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。
机械夹固式车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使用。
机械夹固式车刀一般是用螺钉和压板将刀片夹紧,装可转位刀片的机械夹固式车刀。
刀刃用钝后可以转位继续使用,而且停车换刀时间短,因此取得了迅速发展。
车刀的切削部分由主切削刃、副切削刃、前面、后面和副后面等组成。
它的几何形状由前角γo、后角αo、主偏角κr、刃倾角γ S、副偏角κ惤和刀尖圆弧半径rε所决定。
车刀几何参数的选择受多种因素影响,必须根据具体情况选取。
前角γo根据工件材料的成分和强度来选取,切削强度较高的材料时,应取较小的值。
例如,硬质合金车刀在切削普通碳素钢时前角取10°~15°;在切削铬锰钢或淬火钢时取-2°~-10°。
一般情况下后角取6°~10°。
主偏角κr根据工艺系统的刚性条件而定,一般取30°~75°,刚性差时取较大的值,在车阶梯轴时,由于切削方式的需要取大于或等于90°。
刀尖圆弧半径rε和副偏角κ惤一般按加工表面粗糙度的要求而选取。
刃倾角γ S则根据所要求的排屑方向和刀刃强度确定。
车刀前面的型式主要根据工件材料和刀具材料的性质而定。
最简单的是平面型,正前角的平面型适用于高速钢车刀和精加工用的硬质合金车刀,负前角的平面型适用于加工高强度钢和粗切铸钢件的硬质合金车刀。
3 金属切削常用刀具3.1 车刀3.1.1车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
1.硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,采用钎焊方法,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
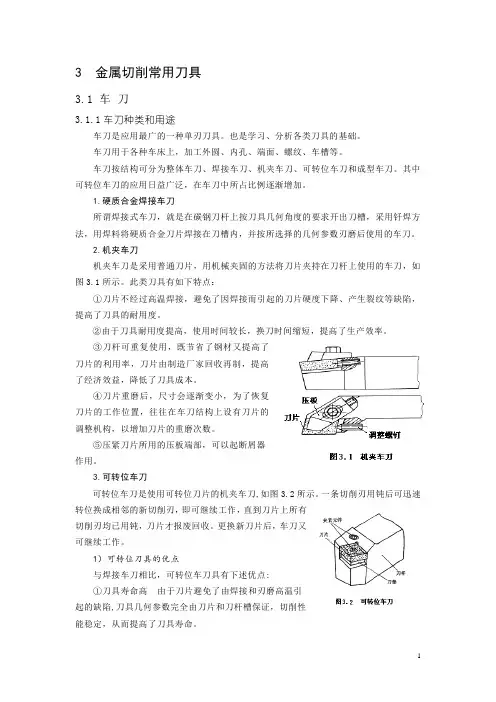
2.机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀,如图3.1所示。
此类刀具有如下特点:①刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
②由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
③刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
④刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
⑤压紧刀片所用的压板端部,可以起断屑器作用。
3.可转位车刀可转位车刀是使用可转位刀片的机夹车刀,如图3.2所示。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1)可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:①刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
②生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
③有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
④有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。
切削刀具种类一、引言切削刀具是机械加工中必不可少的工具,其种类繁多,应用广泛。
本文将详细介绍切削刀具的种类和特点。
二、按用途分类1.车削刀具车削刀具是用于车床加工的切削工具。
根据不同的加工要求,车削刀具可以分为外圆车刀、内圆车刀、面铣刀和丝攻钻孔等多种类型。
2.铣削刀具铣削刀具是用于铣床加工的主要工具。
根据不同的加工方式,铣削刀具可以分为立铣、卧铣、倾斜式铣和端铣等多种类型。
3.钻孔刀具钻孔刀具是用于钻孔加工的主要工具。
根据不同的加工方式,钻孔刀具可以分为普通钻头、中心钻头、锥度钻头和深孔钻等多种类型。
4.插齿式立齿器插齿式立齿器是用于齿轮加工的主要工具。
它通过插入不同形状的齿轮模块来完成齿轮加工。
5.刨削刀具刨削刀具是用于平面加工的主要工具。
根据不同的加工方式,刨削刀具可以分为手动平面铣床、自动平面铣床和数控平面铣床等多种类型。
三、按结构分类1.整体硬质合金刀具整体硬质合金刀具是将硬质合金材料制成整体的一种钻头或铣刀。
由于其材料本身就具有较高的硬度和耐磨性,因此整体硬质合金刀具在加工中不易变形,使用寿命长。
2.焊接式硬质合金刀具焊接式硬质合金刀具是将钢材和硬质合金材料进行焊接制成的一种钻头或铣刀。
由于其钢材部分可以起到支撑和缓冲作用,因此焊接式硬质合金刀具在加工中不易断裂。
3.机械夹持式可转位立铣头机械夹持式可转位立铣头是一种可旋转换向的立铣头。
它通过机械夹持来固定,方便更换不同类型的铣刀头。
4.机械手换刀器机械手换刀器是一种通过机械手自动更换刀具的设备。
它可以快速、准确地更换不同类型的切削刀具,提高生产效率。
四、按材料分类1.高速钢切削刀具高速钢切削刀具是一种以高速钢为主要材料制成的钻头或铣刀。
由于其硬度较高,因此适用于加工硬度较低的金属材料。
2.硬质合金切削刀具硬质合金切削刀具是一种以硬质合金为主要材料制成的钻头或铣刀。
由于其硬度和耐磨性都很高,因此适用于加工硬度较高的金属材料。
3.陶瓷切削工具陶瓷切削工具是一种以陶瓷为主要材料制成的钻头或铣刀。

金属切削刀具实训报告
本次实训学习了金属切削刀具的相关知识和使用技能,总结如下:
一、金属切削刀具的种类
1、刀头:可分为钻头、铰刀、插头、螺旋定顶刀头、可转位刀头等类型。
2、刀柄:常见的有方柄、圆柄和中心取向柄等。
3、车刀柄:包括外圆切削车刀柄、内圆切削车刀柄等。
4、车刀板:常用的有切断刀板、车削刀板和开槽刀板等。
二、金属切削刀具的选择
1、对不同材质的金属要采用不同种类的刀具。
2、依据加工任务的不同需求来选择不同种类的刀具。
3、为了保证加工效率和质量,一定要选择优质的刀具。
三、金属切削刀具的使用技能
1、在使用前要检查切削刀具是否损坏,如有损坏则需要进行更换。
2、对于不同种类的金属材料,需要选择不同种类的刀具。
3、使用时要注意保持刀具与工件的正确角度,刀具过大或过小都会导致加工出来的零件不符合要求。
4、需要保持切削条件的稳定,防止工具冷却液过少或过多都会对加工过程产生影响。
5、使用后要及时对刀具进行清洗和防锈处理,延长刀具的使用寿命。
以上就是本次金属切削刀具实训的总结报告,希望能对大家有所帮助。
金属切削刀具种类1. 金属切削刀具的分类金属切削刀具是用来加工金属材料时必不可少的工具。
一般来说,切削刀具可以分为以下几类:•锋利工具•貌似锋利但实质上不锋利的工具•不锋利的工具•还不错但不太锋利的工具在这些类别中,锋利的工具显然是最容易使用和最有效的,因为它们可以快速而准确地削除工件,但需要注意的是锋利的刀具也更容易磨损,需要经常进行维护和更换。
在选择适合自己的切削刀具时,需要根据不同的金属材料选择不同的刀具。
2. 手动金属切削刀具手动金属切削刀具是最简单、最基本的金属加工工具,通常由一把手柄和一个刀头组成,刀头形状各异,用来削除不同形状的金属工件。
其中最常见的手动切削刀具有:(1)手动金属锯手动金属锯通常用于割断小直径的金属材料,操作简单,手柄可自由调节,并且比机器类的金属锯更加方便。
(2)手动金属割刀手动金属割刀常用于切割金属管子、棒材等材料,因其切割速度非常快而广受欢迎。
(3)手动卡尺手动卡尺是一种测量工具,用来测量和检测金属材料的大小和精度。
不同类型的手动卡尺可以测量不同尺寸和形状的工件。
3. 机械化金属切削刀具在现代工业中,机械化切削工具已经成为不可或缺的工具之一。
下面是几种常见的机械化切削工具:(1)铣刀铣刀通常被用于削除材料上不需要的部分,比如平面、凸起和凹槽等。
它是一种非常常见的金属切削工具,可以安装在相应的铣床等设备上使用。
(2)车刀车刀是一种旋转切削工具,广泛用于制造轴类和类似轴的工件,如螺栓、螺帽、轴承等。
车床上的车刀可以削除工件上不需要的部分,使工件达到所需的尺寸和形状。
(3)钻头钻头也是机械化切削工具的一种,通常被用于在金属工件上产生孔洞。
当工业生产需要大批量孔洞时,可采用钻床等设备批量加工。
4.金属切削刀具种类繁多,每种工具的选择都需要考虑其适用的金属材料和工件形状,因此在选购切削工具时要根据实际需要选择合适的种类和规格,并注意刀具的保养和维护。
金属切削刀具材料选择
目前所使用的金属切削刀具材料主要有五类:高速钢、硬质合金、陶瓷、立方氮化硼、聚晶金刚石。
1.根据数控加工对刀具的要求,选择刀具材料的一般原则是尽可能选用硬质合金刀具。
只要加工情况允许选用硬质合金刀具,就不用高速钢刀具。
2.陶瓷刀具不仅用于加工各种铸铁和不同钢料,也适用于加工有色金属和非金属材料。
使用陶瓷刀片,无论什么情况都要用负前角,为了不易崩刀,必要时可将刃口倒钝。
陶瓷刀具在下列情况下使用效果欠佳;短零件的加工;冲击大的断续切削和重切削;铍、镁、铝和钛等的单质材料及其合金的加工(易产生亲和力,导致切削刃剥落和崩刀)。
3.金刚石和立方氮化硼都属于超硬刀具材料,它们可用于加工任何硬度的工件材料,具有很高的切削性能,加工精度高,表面粗糙值小。
一般可用切削液。
聚晶金刚石刀片一般引用于加工有色金属和非金属材料。
立方氮化硼刀片一般适用加工硬度大于450HBS的冷硬铸铁、合金结构钢、工具钢、高速钢、轴承钢,以及硬度不小于350HBS的镍基合金、钴基合金和高钴粉末冶金零件。
4.从刀具的结构应用方面,数控加工应尽可能采用镶块式机夹可转位刀片以减少刀具磨损后的更换和预调时间。
5.选用涂层刀具以提高耐磨性和耐用度。
切削刀具种类1. 引言切削刀具是机床上用来切削金属材料的工具,广泛应用于制造业的各个领域。
切削刀具种类繁多,每种刀具都有其独特的设计和用途。
本文将介绍几种常见的切削刀具种类,包括插刀、铣刀、车刀和钻头,并详细探讨它们的结构、特点以及应用领域。
2. 插刀2.1 结构插刀,也被称为立铣刀,是一种用于铣削的切削刀具。
它的主要部分包括刀片和刀柄。
刀片通常由硬质合金制成,具有锋利的切削刃。
刀柄用于固定刀片,并提供切削力。
2.2 特点插刀具有以下特点:•切削快速高效,适用于大批量生产;•刀片可以更换,提高了刀具的经济性;•可以进行多种形状的铣削,包括平面铣削、侧面铣削以及曲线铣削等。
2.3 应用领域插刀广泛应用于模具制造、汽车制造和航空航天等行业。
它们在加工零件的表面上形成各种复杂的形状和轮廓。
3. 铣刀3.1 结构铣刀是一种常见的切削刀具,用于在工件上进行铣削操作。
它由刀片和刀柄组成,刀片通常由高速钢或硬质合金制成,刀柄用于安装和固定刀片。
3.2 特点铣刀具有以下特点:•切削力更低,加工精度更高;•可以进行多种类型的铣削,如平面铣削、立体铣削、曲面铣削等;•可以切削不同类型的材料,如钢、铝、塑料等。
3.3 应用领域铣刀广泛应用于机械加工、模具制造和航空航天等行业。
它们被用于加工各种形状和尺寸的零件,如齿轮、凸轮、孔等。
4. 车刀4.1 结构车刀是一种用于车削操作的切削刀具。
它主要由刀片和刀杆组成。
刀片通常由硬质合金制成,刀杆用于固定刀片,并提供切削力。
4.2 特点车刀具有以下特点:•切削稳定,加工精度高;•可以进行不同类型的车削操作,如外径车削、内径车削、平面车削等;•可以切削不同类型的材料,如钢、铸铁、铝等。
4.3 应用领域车刀广泛应用于汽车制造、船舶制造和机械制造等领域。
它们被用于加工各种类型的轴、套、环和齿轮等零件。
5. 钻头5.1 结构钻头是一种旋转切削工具,用于在工件上形成孔。
它主要由刀片和钻杆组成。
切削刀具的种类1. 介绍切削刀具是机械加工中广泛使用的工具之一,用于将工件切割、切削或磨削成所需形状和尺寸。
切削刀具的种类繁多,每种切削刀具都有其特定的应用领域和切削特点。
本文将介绍常见的切削刀具的种类和其特点。
2. 钻头2.1 直立钻头直立钻头是一种常用的切削刀具,用于在工件上打孔。
它的主要特点如下:•适用于各种材料的孔径加工;•可通过更换不同直径的钻头来实现不同孔径的加工;•精度高、效率高。
2.2 镗刀镗刀是一种用于加工孔的切削刀具,可用于加工精密孔和大孔。
它的特点如下:•能够加工大尺寸和高精度的孔;•可通过更换不同直径的刀头来实现不同孔径的加工;•加工过程中摩擦小,能减少工件的热变形。
2.3 铰刀铰刀是一种用于加工孔的切削刀具,可用于加工平面和轴孔。
它的特点如下:•适用于较大孔径和切削长度的加工;•可通过更换不同直径的刀具来实现不同孔径的加工;•加工过程中能够保持工件表面的平整度。
3. 铣刀3.1 面铣刀面铣刀是一种用于加工平面的切削刀具,可以进行平面铣削、槽铣和切槽等操作。
它的特点如下:•适用于加工大面积的平面;•可通过更换不同直径和刀齿形状的刀片来实现不同加工方式;•加工过程中能够保持较高的表面质量。
3.2 刀柄铣刀刀柄铣刀是一种通过刀柄与铣头连接的切削刀具,可以进行平面铣削和倒角等操作。
它的特点如下:•适用于加工较小面积的平面和倒角;•可通过更换不同形状的刀具来实现不同加工方式;•加工过程中能够保持较高的加工精度。
3.3 高速铣刀高速铣刀是一种专门用于高速铣削的切削刀具,具有更高的转速和切削能力。
它的特点如下:•适用于加工高硬度和高强度材料;•具有较高的切削效率和加工精度;•加工过程中能够减少工件的变形和划伤。
4. 刀具材料切削刀具的材料选择直接关系到其使用寿命和切削性能。
常见的刀具材料有以下几种:1.高速钢:具有较高的硬度和耐磨性,适用于加工中硬度和硬质材料。
2.硬质合金:具有较高的硬度、耐磨性和耐腐蚀性,适用于加工高硬度和高韧性材料。
金属切削原理与刀具
金属切削原理与刀具:
一、金属切削原理
1. 切削力学:切削力定义为金属切削过程中由刀具与工件之间产生的
相互作用力,根据其本质不同可分为动切削力、静切削力和剪切力。
2. 切削热:金属切削过程发生了热量交换,热量大部分是从刀具释放
到工件上,少量热量是从环境里侧移到刀具或者从工件侧移到刀具,
这个过程称为切削热。
3. 切削噪声:切削时由工件与刀具磨擦、刀具与被切物断裂等发出的
噪声,又称切削噪声,是金属切削的重要的污染源之一。
二、金属切削刀具
1. 铣刀:铣刀是一种坚硬的刀具,用于进行几何体表面的金属切削。
它由刀片、刀头、刀杆组成,可根据刀的形状及功能分类为直角铣刀、圆角铣刀、角铣刀、平铣刀等。
2. 内丝锥:内丝锥是用来进行内孔加工的刀具,其分类主要有逆槽内
丝锥和普通内丝锥两种。
它们的工作原理是通过在回转时刮刀后,将
产生的碎屑转到内部进行切削,从而实现内丝的加工。
3. 铰刀:铰刀是一种特殊的铣刀,用于执行开铰、圆弧削、下铰和虚
边倒铰等加工。
它包括刀体和刀杆两个部分,刀体由刀片和刀杆组成,刀杆可以向任意一个方向旋转以达到改变切削角度的目的。
4. 牙铰刀:牙铰刀是切削螺纹的特殊刀具,其外形比普通铰刀大,假牙形状有利于防止刀具与螺纹滑动,即牙铰刀具有牙齿状的刀具,利用微调牙齿的方法调节刀具的切削角度,从而形成不同形状的螺纹。
金属切削原理及刀具分类解析金属切削是一种常见的加工工艺,广泛应用于制造业领域。
本文将对金属切削的原理和刀具分类进行解析,以帮助读者更好地理解和应用金属切削技术。
一、金属切削的原理金属切削是一种通过旋转刀具对工件进行削除金属的加工方式。
其原理主要包括以下几个方面:1. 切削力的产生切削力是刀具对工件施加的力,其产生主要与以下因素相关:切削速度、刀具形状和刀具材料。
高速旋转的刀具与工件碰撞时,会产生一个切削区域,切削力在切削区域内产生,使刃口与工件发生剪切作用,将工件上的金属削除。
2. 削除金属的形式金属切削过程中,金属层与刀具间的作用力导致金属的塑性变形和断裂。
切削时,刀具的刃口对工件表面施加一定的切削力,削除金属。
削除的金属以切屑的形式从切削区域排出。
3. 切削速度和进给速度切削速度是刀具刃口与工件接触的速度,进给速度是切削工具在单位时间内削除金属的量。
切削速度和进给速度的选择对切削过程中的切削力、表面质量和加工效率有重要影响。
二、刀具分类解析刀具是金属切削过程中最重要的工具,根据不同的切削任务和材料特性,可以进行不同类型的刀具选择。
下面将介绍常见的几种刀具分类及其特点。
1. 钻头钻头是一种主要用于钻孔的刀具,通常由高速钢或硬质合金制成。
根据不同的加工要求,钻头可以分为标准钻头、中心钻和铰孔钻。
钻头具有较高的强度和硬度,能够在金属表面快速形成孔洞。
2. 铰刀铰刀是一种用于加工内外螺纹孔的刀具,常用于车削、铣削等操作中。
铰刀的材质通常为高速钢,其刃口具有特殊的结构,可以进行内部和外部螺纹的加工。
3. 铣刀铣刀是一种用于铣削或者切削金属的刀具,广泛应用于零部件加工中。
根据不同的形状和用途,铣刀可分为平行刃铣刀、球头铣刀、刃部刃铣刀等。
铣刀通过旋转或移动刃部与工件接触,实现金属的切削。
4. 刀片刀片是一种常用的切削工具,被广泛应用于车削、铣削等加工工艺中。
刀片通常由硬质合金制成,具有较高的硬度和耐磨性。