轴向快速锁紧机构设计优秀课件
- 格式:ppt
- 大小:856.50 KB
- 文档页数:39

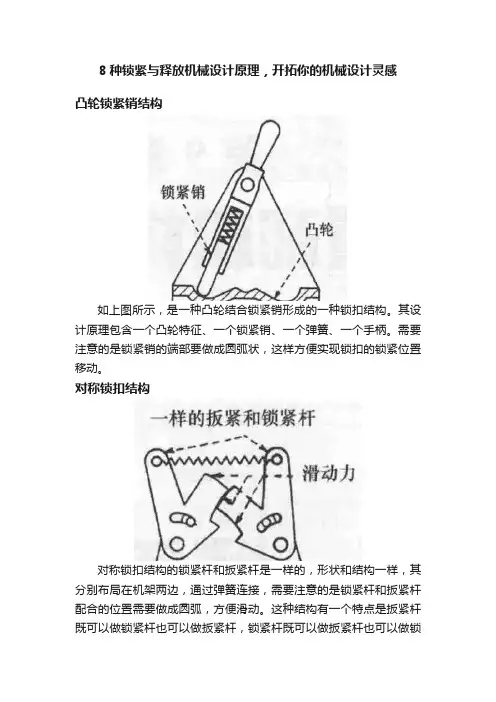
8种锁紧与释放机械设计原理,开拓你的机械设计灵感凸轮锁紧销结构如上图所示,是一种凸轮结合锁紧销形成的一种锁扣结构。
其设计原理包含一个凸轮特征、一个锁紧销、一个弹簧、一个手柄。
需要注意的是锁紧销的端部要做成圆弧状,这样方便实现锁扣的锁紧位置移动。
对称锁扣结构对称锁扣结构的锁紧杆和扳紧杆是一样的,形状和结构一样,其分别布局在机架两边,通过弹簧连接,需要注意的是锁紧杆和扳紧杆配合的位置需要做成圆弧,方便滑动。
这种结构有一个特点是扳紧杆既可以做锁紧杆也可以做扳紧杆,锁紧杆既可以做扳紧杆也可以做锁紧杆。
阶梯对称锁扣结构阶梯对称锁扣结构是在第二种结构基础上演变而来的,即将锁紧杆和扳紧杆的配合圆弧面做成阶梯状,没有了配合面的圆弧结构。
这种机构也是有机架固定,其阶梯配合面可以实现有几个不同的锁紧位置可选择。
L型锁紧结构L型锁紧机构的锁紧杆是L型的,其由机架、扳紧杆、锁紧杆、挡块、锁紧弹簧等组成。
锁紧的实现是通过弹簧力将锁紧杆和扳紧杆扣合。
锁紧的位置可以通过设置不同的缺口而实现不同的锁紧位置。
上图的锁紧缺口是设置在扳紧杆的一端。
锁栓+扳紧杆结构锁栓扳紧杆结构的特点是由锁栓代替了原来的锁紧杆,即锁紧杆缩短了很多,直接组装在扳紧杆上。
此种机构有机架、扳紧弹簧、扭簧、扳紧杆、锁栓等组成。
扳开锁栓时,扳紧杆可以靠自重下降工作。
此种机构的特点是锁栓固定在扳紧杆上。
旋转锁紧结构旋转锁紧结构的扳紧件的运动是一个圆周运动,没有了锁紧杆,机架上开有导槽,扳紧杆上装有扳紧销,扳紧销在机架上的导槽内运动,其运动形式是先轴向推动,再径向转动,结合弹簧的弹力实现扳紧销紧紧的卡在机架上的导槽内。
滑块锁紧结构滑块锁紧结构中,扳紧杆演变成了一个滑块,通过滑块在导轨上滑动来实现锁紧与松开的动作。
此机构主要有机架、扳紧滑块、锁紧杆、弹簧、导轨组成。
需要注意的设计点是锁紧杆的一端必须有圆弧面,这样才能保证锁紧杆与扳紧滑块配合接触时能够顺利滑动。
双向锁紧结构双向锁紧结构就是两个方向,通过调节任意一个方向都可以实现锁紧的机构。
高精度轨道调节锁紧机构设计胡志仁、陈玉龙、金梁斌(中船重工第七一〇研究所,湖北宜昌 443003)[摘要]:本文从轨道调节范围、轨道直线度和水平度调节机构以及调节支座的固定三个方面进行了阐述,通过图示、分析和实例说明了两种机构的优劣,并得出了在高精度、高速度和动载荷轨道设计施工中宜采用分离式调节锁紧机构,而不宜采用斜块式调节锁紧机构。
[关键词]:轨道;调节机构;锁紧[Abstract]:The article is epounded from the range of rail adjustion,the rail straightness ,the adjustable levelness mechanism and the fixation of adjustable bearing.It explains the advantage and disadvantage of two mechanism by diagram,analysis and examples,and gets the detached adjustable lock mechanism used in the high precision,high speed and dynamic lock rail design construction,but not adaptable for adjustable inclined block type lock mechanism.[Keywords]:track;regulate mechanism;locking1.前言轨道是拖曳水池的重要设备,其精度高低是保证拖车高速稳定运行和精确定位的关键因素。
轨道的精度一般由加工精度和安装精度决定,前者只要制定合理的加工工艺和选择合适的加工设备,保证加工精度不是难题;后者需要考虑轨道的调节机构和测量基准。
目前国内水池一般采用斜块调节锁紧机构,辅以水准槽测量工艺,其轨道精度基本能满足拖曳运行要求,但是在轨道调节范围和精度、轨道锚固锁紧可靠性、轨道抗振性能等几个方面存在一定的问题,影响轨道的精度和稳定性。
专业班级 学生姓名机制本 1103 张慧 闫鹰鸽 杨群峰 何小龙 朱东梅 杨溢总 1 页第1 页编号: 生产纲领 生产批量 件/年 件/月设计方案报告产品名称 零件名称光轴轴向快 速锁紧装置 锁紧套1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置 和销套锁紧装置最为常见。
但传统设计装置在装拆和轴向调整连续性上存在一些不足之处,为提高轴向锁紧的准确性与可靠性,并且操作方 便,现设计一光轴轴向快速锁紧装置来提高锁紧效率。
2、设计思路和方案⑴ :掌握光轴轴向快速锁紧装置结构特点和工作原理; ⑵ :熟悉光轴轴向快速锁紧装置锁紧套的结构:外套、内锥形套、淬火钢珠、内套、弹簧、拉帽; ⑶ :根据技术要求初步提出设计方案并对其分析评价,选出最佳方案; ⑷ :根据设计方案进行原理性设计,利用机构的自锁性进行受力分析并加以校核; ⑸ :依据设计方案绘制零件图及装配图; ⑹ :绘制零件三维图,进行模拟仿真; ⑺ 选择合适材料,根据设计图纸加工制造出各个零件; : ⑻ :对加工的零件进行组装校核。
3、设计结果⑴ :满足技术、工艺及课程要求; ⑵ :操作简单、便捷,工作效率高;3、总结和体会此锁紧装置能够实现轴向快速锁紧,操作简单方便、效率高,满足多方面性能要求。
与传统锁紧装置相比,精度和 自锁性能较好,但加工成本较高。
专业班级机制本 1103(第四组) 张慧 闫鹰鸽 杨群峰 何小龙 朱东梅 杨溢总页第页编号: 生 产 纲 领 生 产 批 量 1 备注件/年成本分析报告毛坯外形尺寸 每毛坯可制作件数产 品 名 称 零 件 名 称 1光轴轴向快速锁 紧装置 内锥形套学生姓名件/月1、材料成本分析 材料 Q235 毛坯种类 板材Ф 50×100每台件数毛坯为板材每吨 4500 元,锁紧套用料 240g 成本为 1.08 元 2、人工费和制造费分析 序号 1 工序 名称 粗车 工 工序内容 机 动 时 间 7 0.5 5 5 0.5 5 0.5 时(min) 辅 助 时 间 3 0.5 终 准 时 间 3 1 3 2 1 1 1 工序成本分析 车床加工,机床费用为每小时 40 元。
先进制造轴向锁紧装置总 1 页第 1 页编号: 专业班级光轴轴向快产品名称生产纲领件/年设计方案报告速锁紧装置学生姓名零件名称锁紧套生产批量件/月 1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见。
但传统设计装置在装拆和轴向调整连续性上存在一些不足之处,为提高轴向锁紧的准确性与可靠性,并且操作方便,现设计一光轴轴向快速锁紧装置来提高锁紧效率。
2、设计思路和方案自锁是机械中常用的原理,以下两种方案应用曲线自锁及斜面自锁实现轴向快速锁紧。
方案一:偏心曲线光轴快速锁紧装置三维图(如左图)此装置通过偏心曲线自锁原理实现相应功能,零件1(如图)上有偏心曲线,可在5(轴套)上转动,零件3固定在5上,上有导槽,滑滑块4安装在3的导槽内,并通过销轴与1、4安装在一起,并且滑块的圆弧边上装有摩擦系数大的柔性材料。
工作过程如下:搬动手柄2,使1在5上转动,同时通过销轴带动3导槽内的滑块径向运动将轴抱死,又因偏心曲线有自锁功能从而当不施加力时也能保持锁紧状态。
设计难点:偏心曲线的设计方案二:光轴快速锁紧装置三维剖分图(如左图)自锁是机械中常用的原理,而此轴向快速锁紧装置就是应用自锁原理,通过钢珠在内锥套及轴间形成自锁快速完成轴向锁紧功能工作过程:轴向锁紧物件时,将该装置内锥形套2端套在轴上,直接向内推动外套1,即可使整个装置沿轴移动,直至压紧物件为止。
整个移动过程中,在轴上任一位置反向拉外套,都不能使该装置产生反向移动。
拆卸时,左手握住内套,右手向外拉环形拉帽6,即可解除反向自锁,轻松地使整个装置反向移动。
光轴快速锁紧装置操作简单,便捷。
设计难点:1、内锥套锥角计算使锥角满足钢珠相对轴滚动自锁及相对轴滑动自锁。
2、各处配合的确定,如间隙配合、过盈配合,以确保装置实现相应功能。
3、设计结果(1)、内锥套锥角设计下图为内锥形套结构图。
轴向锁紧装置工艺设计1. 引言轴向锁紧装置是一种常见的机械装置,用于固定轴向位置,保证设备的稳定性和安全性。
本文将对轴向锁紧装置的工艺设计进行详细讨论。
2. 轴向锁紧装置的原理轴向锁紧装置通过施加力或摩擦力来阻止轴向运动。
常见的轴向锁紧装置包括螺纹锁紧、键连接、弹簧压紧等。
螺纹锁紧是一种常用的轴向锁紧方法。
通过在轴上切割螺纹孔,并使用螺纹螺栓来施加压力,使得轴与配件之间形成摩擦力,从而实现轴向锁紧。
键连接是另一种常见的轴向锁紧方法。
通过在轴和配件上切割匹配的键槽,并使用键来连接两者,使得轴和配件之间形成刚性连接,阻止轴向运动。
弹簧压紧是一种简单有效的轴向锁紧方法。
通过在轴和配件之间放置弹簧,并施加压力,使得轴和配件之间产生摩擦力,从而实现轴向锁紧。
3. 轴向锁紧装置的工艺设计步骤3.1 确定锁紧要求在进行轴向锁紧装置的工艺设计之前,首先需要明确锁紧的要求。
包括轴向运动的限制范围、所需的锁紧力或摩擦力、工作环境等。
3.2 选择合适的锁紧方式根据锁紧要求,选择合适的轴向锁紧方式。
常见的螺纹锁紧、键连接、弹簧压紧等方式可以根据具体情况选择。
3.3 设计零部件尺寸和形状根据选择的锁紧方式,设计轴和配件的尺寸和形状。
对于螺纹锁紧,需要设计螺纹孔和螺纹螺栓的尺寸;对于键连接,需要设计键槽和键的尺寸;对于弹簧压紧,需要选择合适的弹簧尺寸。
3.4 确定装配工艺确定装配轴向锁紧装置的工艺流程。
包括装配顺序、使用的工具和设备等。
确保装配过程中能够正确施加锁紧力或摩擦力,并保证装配质量。
3.5 进行试制和测试根据设计的工艺方案,进行轴向锁紧装置的试制和测试。
通过实际测试,验证设计方案的可行性和有效性。
4. 工艺设计的注意事项在进行轴向锁紧装置的工艺设计时,需要注意以下几点:•考虑到装配过程中可能存在的误差和变形,设计合适的公差和间隙,以确保装配质量。
•根据实际应用环境选择合适的材料,考虑到耐磨性、耐腐蚀性等因素。
•考虑轴向锁紧装置的可维护性和可拆卸性,以方便后续维护和更换。