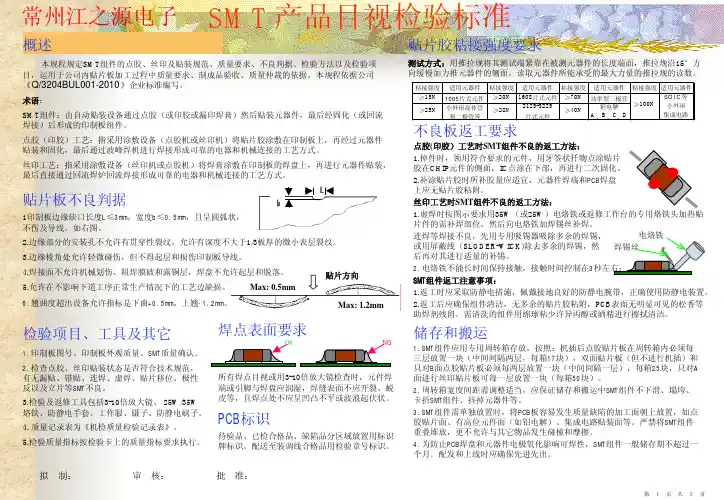
概述目,运用于公司内贴片板加工过程中质量要求、制成品验收、质量仲裁的依据,本规程依据公司《术语SMT组件:由自动贴装设备通过点胶(或印胶或漏印焊膏)然后贴装元器件,最后经固化(或回流焊接)后形成的印制板组件。
点胶(印胶)工艺:指采用涂敷设备(点胶机或丝印机)将贴片胶涂敷在印制板上,再经过元器件贴装和固化,最后通过波峰焊机进行焊接形成可靠的电器和机械连接的工艺方式。
丝印工艺:指采用涂敷设备(丝印机或点胶机)将焊膏涂敷在印制板的焊盘上,再进行元器件贴装,最后直接通过回流焊炉回流焊接形成可靠的电器和机械连接的工艺方式。
贴片板不良判据1印制板边缘缺口长度不伤及导线。
如右图。
2.边缘部分的安装孔不允许有贯穿性裂纹,允许有深度不大于3.边缘棱角处允许轻微碰伤,但不得起层和损伤印制板导线。
4.焊接面不允许机械划伤、阻焊膜破和露铜层,焊盘不允许起层和脱落。
5.允许在不影响下道工序正常生产情况下的工艺边缺损。
6.翘曲度超出设备允许指标是下曲。
Max: 0.5mmMax: 1.2mmLb贴片胶粘接强度要求检验项目、工具及其它1.印制板图号、印制板外观质量、2.检查点胶、丝印贴装状态是否符合技术规范,有无漏贴、错贴、连焊、虚焊、贴片移位、极性反以及立片等3.检验及返修工具包括烙铁、防静电手套、工作服、镊子、防静电刷子。
4. 质量记录表为《机检质量检验记录表》。
5.检验质量指标按检验卡上的质量指标要求执行。
Q/3204BUL001-2010点胶工艺锡膏印刷贴装技术回流焊接宽度一半或以上上(仅在印制导线阻焊情况下适用),判合格有旋转偏差,D>=元件宽度的一半,判合格元件全部位于焊盘上居中、无偏移,为最佳XY 方向有偏移,但引脚(含趾部和跟部)全部位于焊盘上,判合格HHD所有焊点目视或用5-20倍放大镜检查时,元件焊端或引脚与焊盘应润湿,焊缝表面不应开裂、蜕皮等,且焊点处不应呈凹凸不平或波浪起伏状。
焊膏与焊盘对齐且尺寸及形状相符;焊膏表面光滑不带有受扰区域或空穴;焊膏厚度等于钢模板厚度±0.03mm ,为最佳IC引脚趾部及跟部全部位于焊盘上,所有引脚对称居中,为最佳跟部趾部ICA元件全部位于焊盘上居中、无偏移,为最佳元件焊端位于焊盘胶点位置居中、胶量适宜,为最佳焊接面呈弯月状,且当元件高度>1.2mm 时,焊接面高度H >=0.4mm ;当元件高度<=1.2mm 时,焊接面高度H >=元件高度的1/3,为最佳过量的焊膏延伸出焊盘、且未与相邻焊盘接触;焊膏覆盖区域小于两倍的焊盘面积,判合格元件焊端与焊盘交叠后,焊盘伸出部分A 不小于焊端高度的1/3,判合格胶点位置偏移、但未触及焊盘也未接触元件引脚焊端,为合格当元件高度>1.2mm 时,焊接面高度H >=0.4mm ;当元件高度<=1.2mm 时,焊接面高度H >=元件高度的1/3,且焊接面有一端为凸圆体状,判为合格焊膏量较少,但焊膏覆盖住焊盘75%以上的面积,判合格胶点刚接触到焊盘、但对焊点的形成无不利影响,判合格SOP/QFP 器件引脚内侧形成的弯月形焊接面高度至少等于引脚的厚度,且整个引脚长度均被焊接,为最佳焊膏未和焊盘对齐,但焊盘75%以上的面积覆盖有焊膏,判合格有旋转偏移,但引脚全部位于焊盘上,判合格元件焊端宽度一半或以上位于焊盘上,且与相邻焊盘或元件相距0.5mm 以上,判合格SOP/QFP 器件引脚内侧形成的弯月形焊接面高度大于或等于引脚厚度的一半,且引脚长度的至少75%被焊接,判合格胶点大量覆盖焊盘、对焊点的形成有不利影响,判为不合格焊膏量太少,不合格焊膏溢出连接在一起,不合格SOJ/PLCC 器件引脚两边所形成的弯月形焊接面高度至少等于引脚两边弯度的厚度,为最佳元器件上的胶点直径等于贴装元器件之前涂布到PCB 上的胶点直径,为最佳凹形,焊膏量太少,不合格SOJ/PLCC 器件引脚两边所形成的弯月形焊接面高度至少等于引脚两边弯度厚度的一半,判合格焊膏边缘不清、有拉尖,不合格丝印工艺时:有XY 方向偏差,但A >=引脚宽度的一半,且引脚跟部和趾部位于焊盘上,判合格点胶工艺时:有XY 方向偏差,但A >=引脚宽度的2/3,且引脚跟部和趾部位于焊盘上,判合格胶点顶部直径大于底部直径的二分之一,且能正常的粘接元件,判合格焊膏有粘连,不合格OKNG NG OKA胶量太多或贴装压力太低,使元器件引脚未与焊盘接触,当浮起残存于PCB 上孤立焊球最大直径应小于相邻导体或元件焊盘最小间距的一半,或直径小于0.15mm ;残留在PCB 焊膏错位,不合格丝印工艺时:有旋转偏差,但A >=引脚宽度的一半,且引。