SMT锡膏印刷检查标准
- 格式:xlsx
- 大小:110.20 KB
- 文档页数:1
文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
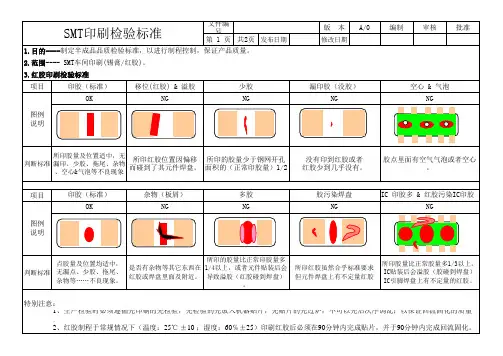
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
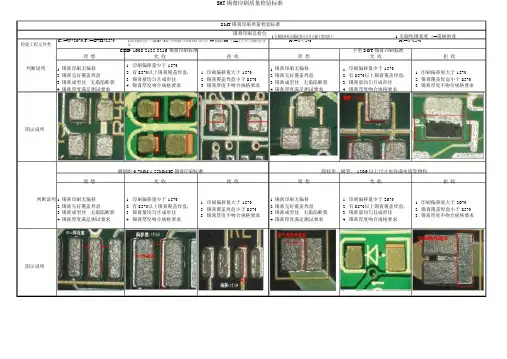
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
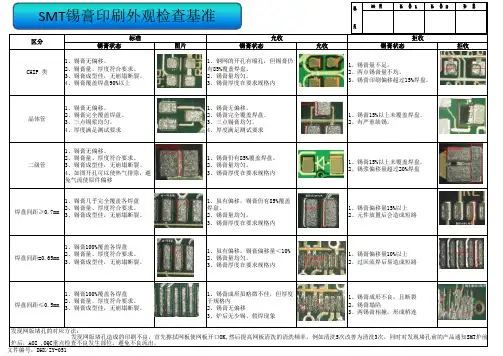
锡膏状态图片锡膏状态允收锡膏状态拒收CHIP 类1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、锡膏覆盖焊盘90%以上1、钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏量不足。
2、两点锡膏量不均。
3、锡膏印刷偏移超过15%焊盘。
晶体管1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡浆均匀。
4、厚度满足测试要求1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡膏均匀。
4、厚度满足测试要求1、锡膏15%以上未覆盖焊盘。
2、有严重缺锡。
二级管1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、如图开孔可以使热气排除,避免气流使原件偏移1、锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏15%以上未覆盖焊盘。
2、锡浆偏移量超过20%焊盘焊盘间距≥0.7mm1、锡膏几乎完全覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量15%以上2、元件放置后会造成短路焊盘间距=0.65mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏偏移量<10%2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量10%以上2、过回流焊后易造成短路焊盘间距≤0.5mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、锡膏成形虽略微不佳,但厚度于规格内2、锡膏无偏移3、炉后无少锡、假焊现象1、锡膏成形不良,且断裂2、锡膏塌陷3、两锡膏相撞,形成桥连炉后,AOI ,OQC重点检查不良发生部位,避免不良流出。
发现网版堵孔的对应方法:标准允收拒收区分发现网版堵孔造成的印刷不良,首先擦拭网板使网板开口OK,然后提高网板清洗的清洗频率,例如清洗5次改善为清洗3次。
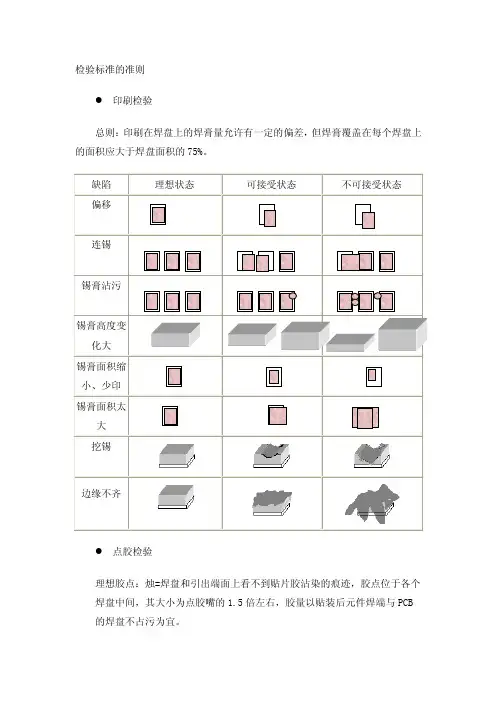
检验标准的准则●印刷检验总则:印刷在焊盘上的焊膏量允许有一定的偏差,但焊膏覆盖在每个焊盘上的面积应大于焊盘面积的75%。
●点胶检验理想胶点:烛=焊盘和引出端面上看不到贴片胶沾染的痕迹,胶点位于各个焊盘中间,其大小为点胶嘴的1.5倍左右,胶量以贴装后元件焊端与PCB 的焊盘不占污为宜。
炉前检验炉后检验良好的焊点应是焊点饱满、润湿良好,焊料铺展到焊盘边缘。
返修当完成PCBA的检查后,发现有缺陷的PCBA就需求进行维修,公司有返修SMT的PCBA有两种方法。
一是采用恒温烙铁(手工焊接)进行返修,一是采用返修工作台(热风焊接)进行返修。
不论采用那种方式都要求在最短的时间内形成良好的焊接点。
因此当采用烙铁时要求在少于5秒的时间内完成焊接点,最好是大约3秒钟。
铬铁返修法即手工焊接新烙铁在使用前的处理:新烙铁在使用前先给烙铁头镀上一层焊锡后才能正常使用,当烙铁使用一段时间后,烙铁头的刃面及周围就产生一层氧化层,这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
电烙铁的握法:a.反握法:是用五指把电烙铁的柄握在掌中。
此法适用于大功率电烙铁,焊接散热量较大的被焊件。
b.正握法:就是除大拇指外四指握住电烙铁柄,大拇指顺着电烙铁方向压紧,此法使用的电烙铁也比较大,且多为弯型烙铁头。
c.握笔法:握电烙铁如握钢笔,适用于小功率电烙铁,焊接小的被焊件。
本公司采用握笔法。
焊接步骤:焊接过程中,工具要放整齐,电烙铁要拿稳对准。
一般接点的焊接,最好使用带松香的管形焊锡丝。
要一手拿电烙铁,一手拿焊锡丝。
清洁烙铁头加温焊接点熔化焊料移动烙铁头拿开电烙铁一是快速地把加热和上锡的烙铁头接触带芯锡线(cored wire),然后接触焊接点区域,用熔化的焊锡帮助从烙铁到工件的最初的热传导,然后把锡线移开将要接触焊接表面的烙铁头。
一是把烙铁头接触引脚/焊盘,把锡线放在烙铁头与引脚之间,形成热桥;然后快速地把锡线移动到焊接点区域的反面。
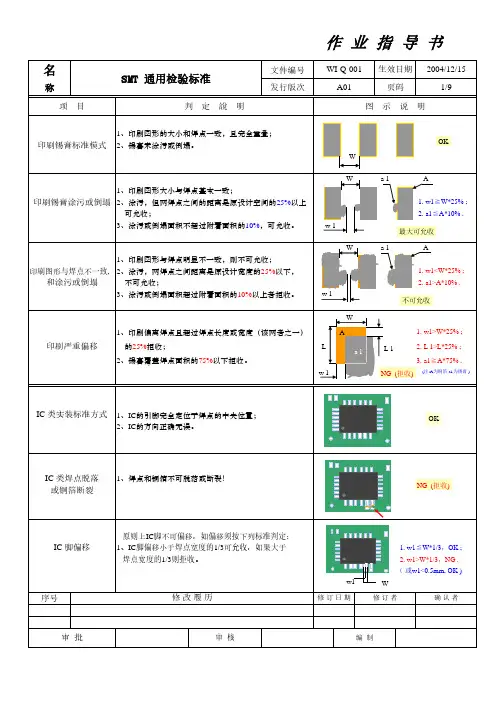
称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
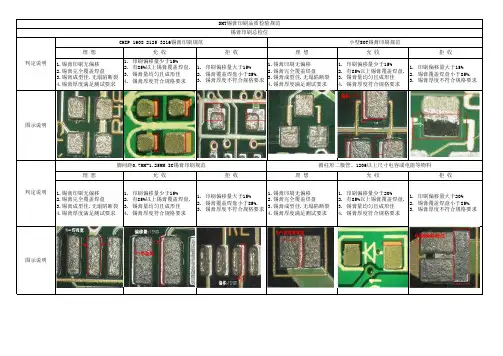
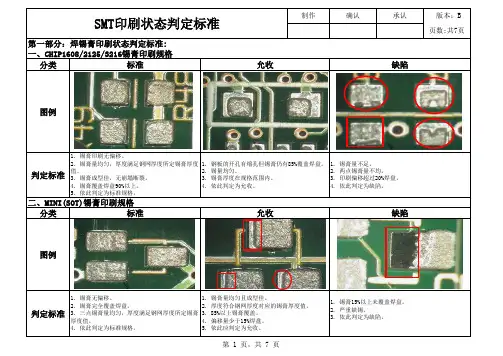
判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子创造业中。
在SMT过程中,锡膏是一项至关重要的材料。
锡膏管理规范是确保SMT 生产质量的重要环节。
本文将从五个大点来详细阐述SMT-锡膏管理规范的内容。
正文内容:1. 锡膏储存管理1.1 锡膏储存环境:确保锡膏存放在防潮、防尘、温度适宜的环境中,避免湿气和灰尘对锡膏质量的影响。
1.2 锡膏储存期限:锡膏应按照生产日期先进先出的原则进行储存,避免使用过期的锡膏,影响贴装质量。
1.3 锡膏储存容器:锡膏应储存在密封的容器中,避免氧气的接触,以防止锡膏的氧化。
2. 锡膏使用管理2.1 锡膏搅拌:在使用锡膏之前,应进行适当的搅拌,以确保其中的颗粒分布均匀,保持一致的质量。
2.2 锡膏温度控制:锡膏的温度应根据生产要求进行控制,过高或者过低的温度都会影响贴装效果。
2.3 锡膏使用量控制:在SMT过程中,应根据需要控制锡膏的使用量,避免浪费和过量使用。
3. 锡膏应用管理3.1 锡膏印刷:在印刷过程中,应控制印刷压力和速度,保证锡膏均匀地覆盖在PCB上。
3.2 锡膏存放时间控制:印刷后的PCB应尽快进入贴装过程,避免锡膏过长期暴露在空气中而发生氧化。
3.3 锡膏残留物清洗:贴装完成后,应及时清洗锡膏残留物,以确保PCB表面的干净和贴装质量。
4. 锡膏检验管理4.1 锡膏外观检验:检查锡膏的颜色、质地和粘度等外观特征,确保符合要求。
4.2 锡膏粘度检验:通过粘度测试,控制锡膏的流动性,以便于印刷和贴装过程。
4.3 锡膏焊点检验:检查焊点的形态和质量,确保焊接效果良好。
5. 锡膏废弃物处理管理5.1 锡膏废弃物采集:将使用过的锡膏废弃物进行分类采集,以便后续处理。
5.2 锡膏废弃物处理方式:根据相关法规和环保要求,选择合适的方式进行锡膏废弃物的处理,如回收、焚烧或者安全填埋等。
5.3 锡膏废弃物记录:对锡膏废弃物的处理过程进行记录,以便追溯和管理。
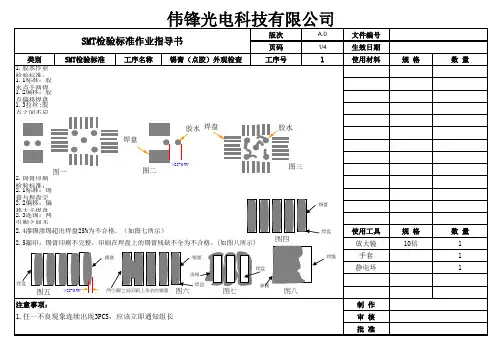
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
SMT首件锡膏印刷目检及置件质量控制SOP一、引言在SMT(表面贴装技术)生产过程中,首件锡膏印刷是至关重要的步骤。
为了确保产品质量稳定,目检及置件质量控制是必不可少的环节。
本文将介绍SMT首件锡膏印刷目检及置件质量控制的SOP(标准操作程序),以确保SMT生产过程的高效与可靠。
二、目检要点1. 设备准备在进行SMT首件锡膏印刷目检之前,需要确保相关设备的正常运行。
检查目检设备,包括显微镜、照明设备等,确保其工作正常,并进行必要的检修与维护。
2. 配置样品准备代表性的锡膏印刷样品,包括不同规格和型号的PCB板和元件。
样品应满足实际生产中常见的组装需求。
3. 目检操作①使用显微镜进行目检。
仔细观察印刷结果,检查是否存在锡膏覆盖不均匀、短路、偏移等缺陷。
②检查元件的位置、方向和焊盘的正确性。
确保元件正确放置在焊盘上,并且方向正确。
③检查PCB板上其他表面组装部件的正确布置,如贴片电阻、电容等。
4. 记录目检结果记录目检中发现的问题和缺陷,并明确问题的严重程度。
将目检结果与规范要求进行对比,分析问题原因,以便后续的改进和修正。
三、置件质量控制置件质量控制是保证SMT首件锡膏印刷质量的重要环节。
以下是针对置件质量控制的SOP:1. 元件质量检查对所有待使用的元件进行质量检查,包括封装、引脚、焊盘等。
确保元件的质量符合规范要求,避免使用不合格元件带来的质量问题。
2. 元件存放与保护将元件存放在防尘、防潮、防静电的环境中,以避免元件受到外界环境的影响,损坏或产生静电等问题。
3. 元件正确性验证在进行SMT首件锡膏印刷之前,需进行元件的正确性验证。
根据BOM表和元件规格,逐一核对元件型号、封装、数目等是否与要求一致。
4. 元件放置根据PCB板上的元件位置标记和焊盘要求,将元件正确放置在焊盘上,并注意元件的方向、角度等。
确保元件的正确放置是提高SMT质量的重要步骤。
5. 焊台参数设置根据实际元件和焊盘的要求,设置合适的焊台参数,包括加热温度、加热时间等。
称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收! 文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装页码判 定 說 明图 示 说 明SMT 通用检验标准电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反项 目零件直立W 零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OK W W1W1≧W*25%,NG W 零件直立拒收称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%,反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
2. w1>W*1/2, NG ;1、三极管的引脚超出焊点的部份须小于或等于引脚 1. L1≦L*1/2, OK ; 平坦段长度的1/2;若大于1/2则拒收。
YCJ3-09-IPQC-011 拟制: 审核: 批准:制作部门:制作日期:锡膏印刷目检作业指导书
修改人产品型号:通用无版次:V1.0页数:1/1
◆作业条件
1. 作业者接触PCB须配戴防静电环/防静电手套。
2. 作业员必须经过相关的岗位知识培训。
◆检验标准
参照《IPC-A-610E 》相关要求作为检验标准,当出现有特殊要求或产品签样时以特殊要求或产品签样为准。
◆作业步骤
1. 检验频率:100%
2. 检查者从左向右,从上往下依次检查每个PAD点的锡膏印刷状况:是否有漏印, 印刷偏位,少锡,连锡等现象。
3. 重点检查IC,QFP,BGA等元件的锡膏印刷状况,检查确认是否有少锡,连锡等现象。
4. 目检时应同时检查PCB板的有无锡膏残渣,若有须清洗钢网。
5. 当锡膏与PAD的偏移量大于1/3时视为偏位,当两个PAD上的锡膏间距小于两个PAD的间距的1/3时,视为短路.当锡膏量少于PAD面积75%时视为少锡,如果发现有锡膏印刷偏位, ,少锡,连锡等不良,如连续3PCS时,须擦洗钢网或调整钢网。
6.印刷不良PCB的清洗,具体作业办法见《PCB清洗作业方法》。
YCJ3-09-IPQC-014
7.检查完毕,将检查OK之PCB流入下一工序。
★注意/确认事项
1. 注意PCB流入下一工序的方向与贴片机生产程序要求一。
2. 对清洗过的PCB必须进行重点检查。
3. 拿取PCB时要小心不要碰到边上的锡膏。
修订日期修订内容使用设备:
(治工具)■常见不良图示
工站名称:锡膏印刷。
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。