焊接工艺评定报告汇总表
- 格式:docx
- 大小:12.49 KB
- 文档页数:2

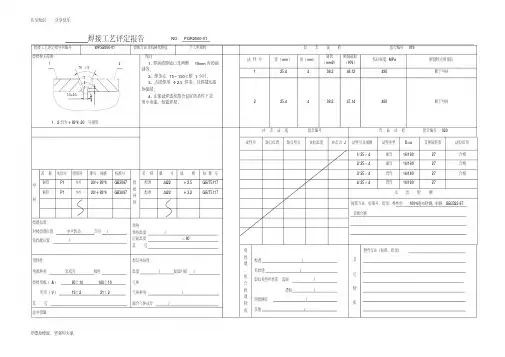
焊工技能资格评定记录(WPQ)TF艺原017 屯溪高压阀门焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.G TAW 焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原016焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头坡口型式根部间距堆焊厚度简图:电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围)20--23 v钨极尺寸与类型 3.2 金属过渡方式(GMA一W) /送丝速度范围160±10/mm/min嘴孔或喷嘴尺寸12 直进焊或横摆第1 页第2 页第3 页制日期核日期签日期准日期屯溪高压阀门焊接工艺评报告(PQR)适用于SMAW.OFW.GMAW.GTAW焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原013焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧) 多焊丝或单焊丝(每侧)焊接层数 2 转动角度720°焊丝离工件距离mm检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤/ 磁粉探伤合格第4 页第5 页第6 页焊工姓名郑凯钢印号: C 部门:焊接工部所用的焊接方法:GT AW自动化等级:■手工□半自动□机动□自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号:HQ-04 厚度25mm 填充金属标准:AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊角焊母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1与ASME P- No . 8-1(QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)]实心实心每种焊接方法的手工或半自动焊接的变素实际值评定范围化学分析时堆焊层厚度/ / 焊接位置(1G,5G等) (QW-405) 1G第7 页1G焊接方向(上坡焊/下坡焊) / /背过渡形式(GTAW) (QW409) / / 焊接电流类型与极性(STAW) (QW409) DC /反接DC/ 反接自动/机动焊变数(QW-360) 实际值评定范围直接控制/遥视控制∕∕电压自动控制(GTAW) ∕∕衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕∕外观检验结果(QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹、无其它缺陷。
焊接工艺评定报告记录模板————————————————————————————————作者:————————————————————————————————日期:焊接工艺评定焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101中石化工建设有限公司焊接工艺评定存档目录工艺评定编号:序号项目名称编号页数预焊接工艺规程(pWPS)1材料质量证明书23 焊接材料质量证明书无损探伤报告45 机械性能试验报告化学分析试验报告67 热处理报告焊接工艺评定报告89 以下空白101112131415备注档案管理:存档日期:中石化工建设有限公司预焊接工艺规程(pWPS)表号/装订号共页第页单位名称天津海盛石化建筑安装工程有限公司预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工焊接接头:坡口形式:V型坡口衬垫(材料及规格)Q235B其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm角接焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝--- 角焊缝---其他:同时适用返修焊和补焊填充金属:焊材类别:焊丝(GMAW)焊丝(SAW)焊材标准:GB/T8110-2008 JIS Z3351填充金属尺寸:φ1.2mm φ4.8mm焊材型号:ER50-6 YS-S6焊材牌号(金属材料代号):THT-50-6 US-36填充金属类别:Fe-1-1 FeMS1-1其他:/对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb 其他:/中石化工建设有限公司预焊接工艺规程(WPS)表号/装订号焊表共2页第1页焊接位置:焊缝的位置平焊立焊的焊接方向:(向上、向下)—角焊缝位置—立焊的焊接方向:—焊后热处理:保温温度(℃)—保温时间范围(h)—预热:最小预热温度(℃)—最大道间温度(℃)200 保持预热时间—加热方式—气体:气体种类混合比流量(L/min)保护气体CO210~15尾部保护气/ / /背部保护气/ / /电特性:电流种类直流极性反接焊接电流范围(A)GMAW:180~220 SAW:600~650 电弧电压(V)GMAW:18~22 SAW:32~36 焊接速度(范围)GMAW:钨极类型及直径喷嘴直径(mm)焊接电弧种类(喷射弧、短路弧)焊丝送进速度(cm/min)焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(mm/min)线能量(KJ/cm)牌号直径极性电流(A)技术措施:摆动焊或不摆动焊摆动参数焊前清理和层间清理背面清根方法单道焊或多道焊(每面)单丝焊或多丝焊导电嘴至工件距离(mm)锤击其他:编制:审核:批准:日期:日期:日期:中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页单位名称中石化工建设有限公司焊接工艺评定报告编号日期预焊接工艺规程编号焊接方法机动化程度(手工、机动、自动)接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)60°母材:材料标准材料代号类、组别号与类、别号相焊厚度其他焊后热处理:保温温度(℃)保温时间( h )保护气体:气体混合比流量(L/min)保护气体尾部保护气/ / /背部保护气/ / /填充金属:焊材类别焊材标准焊材型号焊接牌号焊材规格焊缝金属厚度其他/电特性:电流种类极性钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类/其他焊接位置:焊接位置方向:(向上、向下)角焊缝位置方向:(向上、向下)预热:预热温度(℃))道间温度(℃)其他技术措施:焊接速度(mm/min)摆动或不摆动摆动参数多焊道或单焊道(每面)多丝焊或单丝焊其他/中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页拉伸试验试验报告编号:试样编号试样宽度mm试样厚度mm最大载荷KN抗拉强度Kpa断裂部位和特征弯曲试验试验报告编号:试样编号试样类型试样厚度mm弯曲直径mm弯曲角度(°)试验结果冲击试验试验报告编号:试样编号试样尺寸夏比V型缺口位置试验温度℃冲击吸收功J侧向膨涨量mm备注中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页金相检验(角焊缝):根部(焊透、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)检验截面ⅠⅡⅢⅣⅤ焊脚差(mm)无损检验:RT UTMT PT其他耐蚀堆焊金属化学成分(重量,%)C Si Mn P S Cr Ni Mo V Ti Nb 化学成分测定表面至熔合线的距离(mm)附加说明:结论:本评定按NB/T47014-2011规定焊接试件、检验试样、测定性能,确认试验记录正确。