结晶器非正弦振动技术的发展
- 格式:pdf
- 大小:332.09 KB
- 文档页数:5
高拉速连铸技术研究摘要:钢铁企业为我国经济增长和基础设施建设立下了汗马功劳,新时期各工业部门亦对钢铁质量提出了更新、更高的要求。
面对这些要求,高拉速连续铸钢技术展现出不可比拟的优势。
本文简述了高拉速连铸技术的研究热点及其特色技术,高拉速连铸技术的最大特点就是生产效率高、钢材质量好,高拉速连铸技术的特色技术主要有高拉速连铸保护渣、结晶器非正弦振动、结晶器电磁制动、精细二次冷却管理等技术。
关键词:高拉速连铸研究热点特色一、前言现阶段,我国正在由钢铁大国向钢铁强国转变,钢铁工业为我国经济增长和基础设施建设做出了巨大贡献。
连续铸钢技术,简称连铸,对于提高钢铁产品质量及钢铁行业生产效率等方面具有重要的意义。
通过一个国家的连铸技术水平,可以窥探该国钢铁工业的现代化程度。
连铸生产过程中,在保证钢铁产品质量的前提下,提高拉速是进一步展现连铸技术优势的主要方向。
高拉速连铸技术受到世界范围内各钢铁企业、技术公司、设备制造者的高度关注,是一项前景广阔的前沿技术。
二、高拉速连铸技术研究热点随着钢铁冶炼技术的不断进步,高拉速连铸技术持续发展并逐渐成熟。
但是,由于高拉速连铸技术各个技术指标依钢种类型、生产企业规模等而有所不同,目前这项技术的普及程度还不高。
时下,高拉速连铸技术的研究热点主要有以下两个方面:1.保证钢坯质量钢铁质量的好坏直接由钢坯质量决定。
通常条件下,钢坯质量由钢坯整体洁净度、钢坯表面清洁程度、钢坯内核质量决定。
实际生产中,钢坯中杂质含量,亦即钢坯整体洁净度由结晶器之前钢水质量决定,钢坯表面清洁程度由高拉速连铸过程决定,钢坯内核质量由连铸过程结束后的二次冷却过程决定。
2.提高生产效率在保证上述铸坯质量的前提之上,尽可能的提高生产效率是各个钢铁企业的生产要求。
目前国内小方坯高拉速连铸技术已处于世界一流水平,但是对于板坯连铸机,由于提高拉速后造成的漏钢具有比小方坯高拉速连铸更大的负面影响,目前提高其生产效率的主要手段仍是提高作业率。

非线性振动技术的应用研究随着科技的不断发展,振动控制技术的研究成为了许多领域的重要课题。
其中,非线性振动技术应用在许多领域中有着广泛的应用。
本文将介绍非线性振动技术的基本概念、原理和应用。
一、非线性振动技术的基本概念非线性振动技术是一种新型的振动控制技术,它是研究物体振动的非线性特性,从而用于控制和改善物体振动的技术。
非线性振动主要表现在振动系统的非线性动力学特性上,其中包括振幅的依赖性、阻尼的非线性、系统失稳性和混沌现象等。
二、非线性振动技术的原理非线性振动技术主要依靠振动系统的非线性特性来进行控制。
其原理主要包括两方面,即非线性振动特性的研究和控制策略的设计。
在非线性振动特性的研究方面,主要是通过分析振动系统的非线性特性,如系统的非线性阻尼、系统的共振和失稳等,来确定系统振动的特点和规律。
在控制策略的设计方面,主要是通过选择合适的控制方法和参数,来改善振动系统的性能和稳定性。
三、非线性振动技术的应用非线性振动技术具有广泛的应用,特别是在工程和科学领域中。
其中,应用最为广泛的领域之一是试验力学领域,如地震工程、风振工程等。
通过非线性振动技术的应用,可以有效地降低地震和风的破坏力,保证建筑物和结构的安全性和稳定性。
此外,非线性振动技术还可以应用在信号处理、机械工程等领域中,如在噪声控制中的应用。
四、非线性振动技术在工程领域的应用案例1.地震工程非线性振动技术应用于地震工程中,可以通过减震和隔震等技术来控制地震对建筑物和结构的破坏力。
其中,隔震技术是一种有效的非线性振动控制技术,其原理是通过设置隔震层,降低地震对建筑物的冲击力。
2.风振工程非线性振动技术应用于风振工程中,可以通过风振控制设备和技术,来降低风对建筑物和结构的影响。
其中,风振控制技术主要包括被动控制和主动控制两种方式。
被动控制主要是通过设置减振器和风阻尼器等装置,来控制建筑物的振动;而主动控制则是通过控制设备和参数等,来控制建筑物的振动。

高拉速非正弦振动连铸结晶器内振痕的形成机理研究孟祥宁 朱苗勇 江中块 冷祥贵 程乃良(东北大学材料与冶金学院, 沈阳 110004) (上海梅山钢铁股份有限公司炼钢厂,南京 210039)摘 要: 通过分析振动周期内弯月面初凝坯壳的受力,阐述了连铸板坯表面振痕形成过程,解释了关于振痕生成位置的“附加液体容积”模型。
结果表明:弯月面初凝坯壳在钢水静压力、摩擦力和保护渣渣道压力作用下随凝固进程形成振痕,振痕生成位置主要取决于初凝坯壳固液混合区的固相分率。
关键词: 连铸结晶器,非正弦振动,高拉速,振痕形成Mechanism of the Formation of Oscillation Marks in Slab Continuous Casting Mold with Non-sinusoidal Oscillation and High Casting SpeedMENG Xiangning, ZHU Miaoyong, JIANG Zhongkuai 1), LENG Xianggui 1), CHENG Nailiang 1)School of Materials and Metallurgy ,Northeastern University ,Shenyang 1100041) Steelmaking Plant, Shanghai Meishan Iron and Steel Co., Ltd, Nanjing 210039Abstract Oscillation marks formation for slab continuous casting was expatiated through stress analyses of initial solidifying meniscus shell during an oscillation cycle, and the “Extra Liquid Volume ” model about position of oscillation marks formation was explained. The results show that ferrostatic pressure, friction force and flux channel pressure act on shell bring on oscillation marks along with solidification progress, and the marks position primarily lies on solidified mass fraction of solidifying shell mushy zone.Key Words continuous casting mold, non-sinusoidal oscillation, high casting speed, oscillation marks formation振痕是连铸坯特有的表面现象,作为表面裂纹、皮下夹渣和偏析等缺陷的主要发源地,严重影响连铸坯的表面质量[1]。
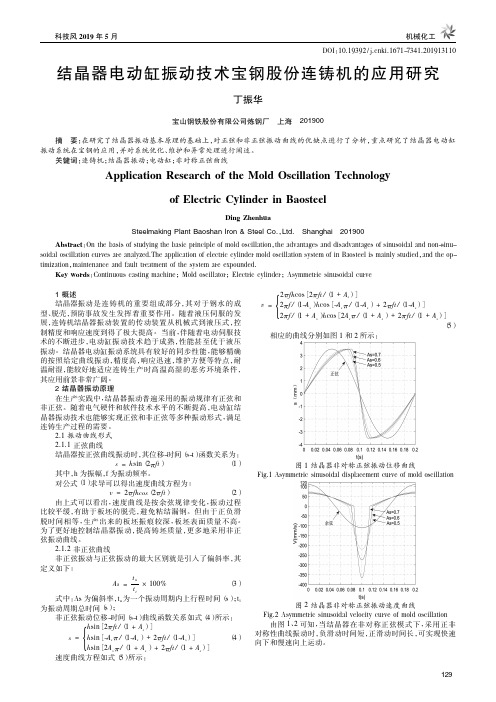
DOI:10.19392/j.cnki.1671-7341.201913110结晶器电动缸振动技术宝钢股份连铸机的应用研究丁振华宝山钢铁股份有限公司炼钢厂上海201900摘要:在研究了结晶器振动基本原理的基础上,对正弦和非正弦振动曲线的优缺点进行了分析,重点研究了结晶器电动缸振动系统在宝钢的应用,并对系统优化、维护和异常处理进行阐述。
关键词:连铸机;结晶器振动;电动缸;非对称正弦曲线ApplicationResearch of the Mold Oscillation Technologyof Electric Cylinder in BaosteelDing ZhenhuaSteelmaking Plant Baoshan Iron&Steel Co.,Ltd.Shanghai201900Abstract:On the basis of studying the basic principle of mold oscillation,the advantages and disadvantages of sinusoidal and non-sinu-soidal oscillation curves are analyzed.The application of electric cylinder mold oscillation system of in Baosteel is mainly studied,and the op-timization,maintenance and fault treatment of the system are expounded.Key words:Continuous casting machine;Mold oscillator;Electric cylinder;Asymmetric sinusoidal curve1概述结晶器振动是连铸机的重要组成部分,其对于钢水的成型、脱壳,预防事故发生发挥着重要作用。

非正弦振动在板坯连铸机上的应用
非正弦振动是一种利用脉冲宽度调制(PWDM)技术来改变几何形状的振动模式,它已被广泛地应用在铸造行业的连铸机上,以改善产品的性能。
应用:
1、改善振动。
通过非正弦振动,可以在连铸机上获得更好的振动性能。
该技术可以有效减少毛刺和裂纹,从而提高铸件的质量。
2、改善外观。
通过使用非正弦振动,可以显著改善铸件的外观,具有更平整、光滑、深层次表面结构。
3、减少拉伸和弯曲。
非正弦振动可以帮助机器在运行中减少拉伸和弯曲,降低机械磨损,降低噪声。
4、降低成本和提升效率。
通过使用非正弦振动,可以有效地提升加工效率,降低能耗,降低生产成本。
5、降低板坯重新回火时间。
非正弦振动可以有效改善板坯的结构和化学特性,从而显著缩短板坯重新回火的时间。
总的来说,非正弦振动在板坯连铸机上的应用,可以大大改善板坯的性能,保证铸件质量,同时也降低了能源消耗和生产成本,为铸造行业的可持续发展提供了重要的技术支持。
探讨方坯电动非正弦振动参数开发与优化1 概述由于方坯电动非正弦振动技术具有改善铸坯质量、提高拉速、可在线调整振动参数等显著优点,使得这一技术在国内得以较广泛应用。
在非正弦技术实际应用中,其振动参数的选择是改善铸坯质量的关键技术环节,为此,文章就非正弦振动的选择依据、方法进行了阐述,对每种参数的优缺点进行分析,通过不断优化最终得到适应于方坯铸机的最优非正弦振动参数。
2 振动参数选择的依据振痕深度实际上是由负滑脱时间的长短控制的,减小负滑动时间可减小振痕深度。
但负滑动时间也不能太短,以防止坯壳与结晶器发生粘结。
据国内外相关研究振动参数选择与确定的基本依据如下:负滑动时间tN:负滑动时间控制坯壳的粘结,可选择的范围为0.08~0.183s,与正弦参数一致。
负滑动超前量NSA:该参数为负滑动时间里结晶器相对铸坯的位移量,可选择范围为3.8~5.11mm。
正滑动时间tP:保护渣消耗量与tP成正比。
取较大值可以增加保护渣消耗量,起到改善润滑作用。
偏斜率a的选择:取值越大越有利。
但若a取值过大,则使结晶器向下振动的加速度变得很大,从而造成对设备的冲击和不平稳。
若取值太小,则非正弦振动的优越性又不能充分地发挥出来。
根据目前的使用经验,一般取a≤40%。
以上资料中给出的工艺参数取值,只是定性的选择,定量的确定需参考已有的非正弦振动操作实践及通过实践对比铸坯质量进行摸索。
3 非正弦参数摸索开发及优化实践R6m全弧形方坯铸机,铸机断面150×150mm,结晶器长度900mm,铸机正常拉速2.2~3.0m/min,参照非正弦参数选择依据并结合实践铸坯质量检验结果,振动参数开发及优化过程如下:3.1 试验非正弦参数(F=70V+50,振程S=8.4mm,偏斜率0.2)非正弦各项参数与应用情况:参照其他钢厂实践经验,选用以上非正弦参数,此振动参数采用固定振幅,随着拉速的变化,通过调整振动频率实现结晶器振动的匹配控制。
新型结晶器非正弦振动系统弹性振动响应的研究张立平;汪建晓;卢清华;李宪奎;李晓丹【期刊名称】《机械工程学报》【年(卷),期】2011(47)19【摘要】针对开发的逆平行四连杆驱动的串接式全板簧结晶器非正弦振动系统,利用集中参数法建立该系统扭振与线振相耦合的动力学模型,并推导其运动微分方程。
采用谐波平衡法求出系统的弹性振动响应,时域分析结果表明,在某些工作频率下结晶器运动规律产生畸变,系统发生剧烈弹性振动。
频域方面,由FFT分析得出系统发生共振是结晶器运动规律产生畸变的原因,其本质是弹性振动响应的频谱中谐波明显增多,谐波幅值大幅增加。
在此基础上分析系统各类激励对弹性振动的影响,结果表明,具有多频性的内激励是系统共振的决定因素,决定了共振的频率,而外激励只影响共振峰值的大小。
这些结论为该振动系统的进一步应用及结晶器非正弦振动系统的平稳性研究提供了理论依据。
【总页数】6页(P91-96)【关键词】连铸;结晶器;非正弦;动力学分析;频域响应【作者】张立平;汪建晓;卢清华;李宪奎;李晓丹【作者单位】佛山科学技术学院机械与电气工程学院;燕山大学机械工程学院;秦皇岛职业技术学院【正文语种】中文【中图分类】TF341【相关文献】1.连铸结晶器新型非正弦振动波形函数的开发 [J], 张兴中;方一鸣;王浩宇2.椭圆齿轮驱动的结晶器非正弦振动系统振动特性研究 [J], 杨红普;李宪奎;郑学然;杨拉道3.结晶器非正弦高频振动电液伺服控制系统的研究 [J], 吴晓明;韩晓娟;王益群;李宪奎4.基于模糊自整定PID控制策略的连铸结晶器非正弦振动系统仿真研究 [J], 强利刚;李宪奎;孟晓华5.连铸结晶器非正弦振动的液压伺服控制系统的设计研究 [J], 张德文;刘小康因版权原因,仅展示原文概要,查看原文内容请购买。
结晶器非正弦振动技术的发展
河北科技大学材料学院冶金071班刘双龙
摘要:本文通过列举结晶器非正弦振动波形、函数、驱动装置等详细的介绍了结晶器非正弦
振动的发展,同时指出结晶器非正弦振动的发展的热点。
关键词:结晶器,非正弦,振动,波形函数,驱动方式
前言结晶器振动是连铸技术的一个基本特征。连铸过程中,结晶器和坯壳间的相互作用影响着坯壳的生长和脱膜,其控制因素是结晶器的振动和润滑。连铸在采用固定结晶器浇注时,铸坯直接从结晶器向下拉出,由于缺乏润滑,易与结晶器发生粘结,从而导致出现拉不动或者拉漏事故,很难进行浇注。结晶器振动对于改善铸坯和结晶器界面间的润滑是非常有效的,振动结晶器的发明引进,工业上大规模应用连铸技术才得以实现。可以说,结晶器振动是浇注成功的先决条件,是连铸发展的一个重要里程碑。近年来,冶金工业的迅速发展,要求连铸提高拉速和增加连铸机的生产能力,人们对结晶器振动的认识也在不断深入和发展。一、结晶器振动技术的发展历史结晶器振动技术早期只应用于有色金属的浇注,由于没有弄清与结晶器润滑的关系,结晶器振动的概念也经历了各种变化。直到1949年,S·容汉斯和I·罗西第一次将其应用于钢的浇注,目的就是为了有效地改善铸坯和结晶器壁间的润滑条件。这一成果对于推动连铸技术的发展,使其从实验室走向工业化应用做出了开拓性的贡献。表1示出了连铸结晶器振动技术的发展演变情况。从表1结晶器振动技术的发展来看,结晶器振动经历了早期的非正弦振动方式到正弦振动方式,目前又发展到非正弦振动方式的过程。当然,现在所采用的非正弦振动与早期的非正弦振动虽然振动波形同为非正弦,但其目的和实现方式上二者有本质的区别。【1】二、结晶器非正弦振动的发展1、结晶器非正弦振动几种典型波形1.1索拉克波形法国索拉克公司弗洛朗日钢厂2号板坯连铸机采用的是三角形一非正弦振动波形,其位移曲线为三角形波,速度曲线为矩形波,其振动参数的分析如图1所示。【2】非常
明显,三角形波连续的速度曲线将导致机构
的“刚性冲击”,而突变的加速度曲线将造
成机构的“柔性冲击”。所以这种非正弦振
动波形的动力学特性差,对机构不利,更不
适合于高频振动。
1.2德马克波形
德马克公司给出的非正弦振动位移波
形函数【3】如下:S=hsin[2πft--Ssin(2πft)]德
马克波的位移、速度曲线光滑,工艺上其向
上振动速度低、且平稳,有利于降低坯壳和
结晶器之的摩擦力,减少连铸坯的拉裂和拉
漏;加速度曲线(图中略)光滑无突变,不会
造成“柔性冲击”,所以其动力学特性优于
索拉克非正弦波。
1.3分段波形
在此把非正弦振动视为正弦振动的演
变,其相对正弦振动的改变用分段波形偏斜
率系数a=4tm/T表示(见图3)。图4中非正弦
振动的速度曲线设定由水平直线段AB、余
弦曲线段BC、正弦曲线段CDE及EF、水
平直线段FG光滑连接(连接点处具有公切
线)而成。非正弦振动位移、速度波形如图5
所示。可以看出a越大,非正弦振动波形越
偏离正弦振动波形;同时,当a=0时,非正
弦振动波转化为正弦振动波形。
1.4整体波形
非正弦振动位移曲线向上达到峰值的
时间相对正弦振动位移曲线有一个时间滞
后,优化波形后构造出一个用整体函数表示
的非正弦振动波。其振动位移及速度曲线如
图6所示,可以看出△与a的效果类似,△
越大,非正弦振动波形越偏离正弦振动波
形,当△=0时,非正弦振动波形转化为正
弦振动波形【4】。
1.5复合波形
采用运动迭加原理构造了一个由两个
正弦波形迭加而成的非正弦振动波形函数
【5】
。位移函数:S=h[sin(2πft)+σsin(4πft+π)]速度函数:v=2πft[cos(2πft)+2σcos(4πft+π)]。给定h、f和σ后,非正弦振动波形就被确
定如图7,同样σ与a效果类似,σ越大,非
正弦振动波形越偏离正弦振动波形。当σ=0
时,非正弦振动波形同样转化为正弦振动波
形。
表1结晶器振动技术的发展过程
图8电液连铸结晶器非正弦振动系统液压控制原理
2、非正弦振动驱动方式的发展2.1电液伺服系统驱动电液连铸结晶器非正弦振动系统液压控制原理如图8所示,电液连铸结晶器非正弦振动系统具有精度高、功能齐全、操作方便、人-机界面友好等特点。它可提供正弦波、直线与圆弧组合的非正弦波供用户选择.采用直线、圆弧分段组合的非正弦振动波形具有较大的正滑脱时间、较小的负滑脱时间、足够大的负滑动量NSA,还可使振动转折处的速度变化较小,从而有效地减小振痕深度,提高坯表面质量,提高振动装置的使用寿命,减少维护等【6】。2.2机械系统驱动2.2.1连杆式机械驱动该装置不仅可以实现结晶器的非正弦振动,而且具有振动波形调整方便、易于实现各种不同振动波形的特点。与液压驱动的
结晶器振动装置相比,该装置还具有结构简
单、易于制造和维修,特别适用于原有连铸
机改造的特点【7】。以四偏心式结晶器振动结
构为例。图9所示为四偏心式振动机械的机
构筒图。
2.2.2椭圆齿轮驱动
椭圆齿轮驱动的四连杆式结晶器非正
弦振动系统的工作原理如图10所示。椭圆
齿轮副将主动齿轮的匀速转动变为从动齿
轮的变角速转动,通过偏心轴在推杆下端点
A处产生非正弦运动规律【8】。
2.3伺服电机直接驱动
该系统采用独特的结构形式:采用4个
数字伺服电动缸(图11),分别安装在内外
弧两侧,作为动力去动员,直接同步驱动振
动台振动,位置精确、反应快。电动缸由上
下支撑轴固定,下支承轴是固定在振动台的固定架上,电动缸只能绕磁轴转动;上支撑轴固定在振动台的振动架上,可以沿着给定的振动轨迹做弧线运动。内外弧的电动缸由于所在位置的运动弧半径不同,运动幅度不同,丹内外弧的振动频率和相位相同,即同步上下运动。由于采用伺服电机,控制电机的同步,运动轨迹都易实现。故采用此种安装方式有电机直接驱动振动台能实现全弧振动。优点是:①不需要长距离的传动装置,比如四连杆机构;②只需要连接电缆,不需要液压站,液压泵等液压设备,维护简单;③可在线快速调节振幅、频率、振动模式(偏斜率);④可在线检测振动状态【9】。三、结晶器非正弦振动的研究热点1、影响结晶器振动波形曲线的因素影响结晶器振动波形曲线的因素主要是指结晶器振动的频率、振幅、振动模式(偏斜率)以及钢液与结晶器壁的摩擦阻力等。2、构造简单合理的曲线函数
无论是索马克波形、德马克波形分段波
形、整体波形还是复合波形,其构造函数均
不是完全简单合理的,故此如何获得更好的
波形函数始终是连铸工作者的研究重点。
3、开发经济简便的驱动装置
当前我国在结晶器非正弦振动的驱动
装置方面虽然取得很大的成果,但距离普及
仍然有很长的一段路要走。
四、结论
早在上世纪80年代日本就成熟的应用
该技术,随后法国SOLLIC公司、德国
DEMAG公司、奥地利的VAI公司等也相继
开发并将该技术很快应用到实际生产中【10】。
我国在结晶器非正弦振动的研究上起步晚
(上世纪90年代末),故此如何早日将此项
技术成熟的运用到我国钢铁行业是一项具
有重大意义的研究课题。
图9四偏心式振动机械的机构筒图
图10椭圆齿轮驱动的四连杆式结晶器非正弦振动系统的工
作原理
图11伺服电机直接驱动示意图
参考文献【1】曹悦霞、杨晓江,结晶器振动技术的发展,《河北冶金》,2002第6期,
p7-8;
【2】DarleT,MouchetteA,NadifM,eta1.HydraulicOscillationoftheCCSlabMouldatSoleacFlorangejFirstIndustrialRe-suits,FutureDevelopment[A].IronandSteelSoceds.SteebmakingConferenceProc[c].Warrendale,PA:IronandSteelSoc,1993.209—218.;【3】GerhardBoher,UweHoffmann,Schmidt0A,eta1.板坯连铸用液压驱动共振结晶器的操作实践[J].冶金与设备,1997,10(2):38—46;【4】于敏之、李宪奎、郑学然,基于电液驱动结晶器非正弦振动波形的分析,《钢铁研究学报》,2006年7月第18卷第7期,p17-18;【5】李宪奎、张兴中、许志强,复合正弦波振动规律的探索[A].中国金属学会冶金部科技司。全国连铸技术研讨会[c]。上海:中国金属学会冶金部科技司,1994.326—329;【6】江小霞,电液连铸结晶器非正弦振
动系统,《机电设备》,2004年第5
期,p4-6;
【7】许志强、盛义平、乔长锁,连杆式
机械传动的结晶器非正弦振动装
置,《钢铁》,2000年8月第35卷第
8期,p24-25;
【8】杨红普、李宪奎、郑学然、杨拉道,
椭圆齿轮驱动的结晶器非正弦振动
系统振动特性研究,中国机械工程
第18卷第15期2007年8月上半月,
p1790-1791;
【9】田志恒、田立、周永辉、谢俊华、
谢爱国、陈海云、周礼荣、王雅萍、
罗燕,结晶器非正弦振动系统的开
发与应用,《钢铁》2004年9月第
39卷增刊,p623-624;
【10】许晓东、胡大伟、岳修华、宋健,
结晶器非正弦振动技术及其在首
钢的开发应用,《首钢科技》1999
年10月,p31。