结晶器振动参数优化
- 格式:ppt
- 大小:571.50 KB
- 文档页数:74

涟钢科技与管理 2017年第3期・19・结晶器在线热调宽电机过载原因分析及优化210转炉厂 周 波摘 要涟钢210转炉厂1#连铸机结晶器在线热调宽系统自2009年投产以来,一直存在调宽或调窄过程电机过载报警,力矩100%的问题,无法完成在线热调宽要求,对生产造成很大影响。
本文主要介绍结晶器在线热调宽的原理及方法,通过大量测试和理论数据计算,分析出电机过载的原因,并制定出解决方案。
1 概述涟钢210转炉厂1#连铸机机械工艺设备由西安重型机械研究所设计,电控部分由北京达涅利设计,一机两流上装引锭杆的连续弧形铸机,生产铸坯的厚度规格: 210mm 、230mm 、250mm ,长度规格:4500~11000mm ,宽度规格900~2150mm 。
铸机设计时要求结晶器具备在线冷热调宽功能,但由于投产之后在线热调宽基本没用过。
直到2015年来品种钢大量增加,不同断面短浇次较多,对使用在线热调宽来提高连续浇铸以及降低生产成本的要求迫在眉睫。
但实际在线热调宽测试中发现,在调宽调锥过程中顶部底部电机几乎每次都过载,力矩100%,变频器多次跳闸,无法对铸坯宽度进行调整。
2 结晶器在线调宽设备及原理a. 涟钢1#连铸机结晶器为直角结晶器,机械部分由两个宽面及两个窄面组成,宽面采用碟簧夹紧,液压缸动态软压力打开方式;窄面采用西门子伺服电动机及减速机蜗轮蜗杆结构进行驱动。
电气控制部分由S7-400 PLC 进行控制顶部底部4台电机正反转,比例减压阀控制宽面液压缸的打开与夹紧,操作人员通过HMI 画面发送调宽及调锥目标数据到PLC ,然后PLC 通过Profibus 网络发指令给6ES70伺服变频器进行控制,最终通过安装在电机内的编码器进行位置反馈。
b. 在维护及准备模式调宽调锥时,结晶器宽面铜板全压打开,采用平行模式(窄面顶部及底部速度相同,保持锥度不变)控制。
在浇钢过程中对结晶器宽度及锥度自动调节时,结晶器宽面由比例减压阀打开,打开压力是动态自动调节,与断面宽成比例,不同的宽度对应不同地顶部底部打开压力。


第1章绪论第1章绪论1.1连续铸钢技术的发展钢水凝固成型有两种方法:传统的模铸法和连续铸钢法。
连续铸钢是把液态钢用连铸机浇注、冷凝、切割而直接得到铸坯的工艺。
是连接炼钢和轧钢的中间环节,是炼钢厂的重要组成部分[1]。
连铸的出现从根本上改变了一个世纪以来占统治地位的钢锭——初轧工艺,为炼钢生产向连续化、自动化方向的发展开辟了新的途径[2]。
1.1.1 连续铸钢技术的发展历程早在十九世纪中期美国人塞勒斯(1840年)、赖尼(1843年)和英国人贝塞麦(1846年)就曾提出过连续浇注液体金属的初步设想,并用于低熔点有色金属的浇铸;但类似现代连铸设备的建议是由美国人亚瑟(1886年)和德国人戴伦(1887年)提出来的。
他们的建议中包括有水冷的上下敞口的结晶器、二次冷却段、引锭杆、夹辊和铸坯切割装置等设备,当时用于铜和铝等有色金属的浇铸。
1933年德国人容汉斯建成第一台结晶器可以振动的连铸机,并用其浇铸黄铜获得成功,后又用于铝合金的工业生产。
结晶器振动的采用,不仅可以提高浇注速度,而且使钢液的连铸生产成为可能,容汉斯因此成为现代连铸技术的奠基人。
但连续铸钢步入工业生产阶段,应当归功于英国人哈里德提出的“负滑脱(Negative Strip)”概念。
在哈里德的负滑脱振动方式中,结晶器下振速度比拉坯速度快,铸坯与结晶器壁间产生了相对运动,真正有效的防止了铸坯与结晶器壁的粘结,使钢连续浇铸的关键性技术得以突破[3]。
1.1.2 连续铸钢的优越性连续铸钢与模铸的根本差别在于模铸是在间断的情况下,把一炉钢水浇注成多根钢锭,脱模之后经初轧机开坯得到钢坯;而连铸是把一炉钢水燕山大学工学硕士学位论文连续地注入结晶器,得到无限长的铸坯,经切割后直接生产铸坯。
基于这一根本差别,连铸和模铸比较,就具有许多明显的优越性[4-9]:(1)简化了钢坯生产的工艺流程,节省大量投资,省去了模铸工艺中脱模整模均热及初轧等工序,缩短了钢水到钢坯的周期时间。

小方坯连铸机结晶器振动偏摆标准量化分析摘要:本文采取两种方法,一是按仿弧振动,二是根据结构角度,来对固有偏摆值进行计算,且结合以往经验以及数据积累,获取相应的振动偏摆标准,在此基础上,针对结晶器振动偏摆,就能够判断其有没有合格,总之通过文章的探究,以期能为相关人员提供借鉴。
关键词:结晶器;偏摆标准;结构角度;仿弧振动引言:对于结晶器振动装置来讲,常常被用来支撑结晶器,同时让其根据振动规律,进一步来上下振动。
针对振动偏摆数据,如果其超过标准,将对产品质量造成影响,有的时候,还会造成一系列事故,例如漏钢。
现如今在国内大部分钢厂中,都开展产品质量升级,人们更加注重振动偏摆。
理想情况下,对于结晶器振动来讲,是做仿弧振动的。
不过因为一系列因素,比如设置结构以及安装方法等,难以彻底做仿弧振动,发生偏摆的现象。
在这样的情况下,会对产品质量造成影响,如果情况严重的话,会引起漏钢。
如今大多数企业选择了振动偏摆测试仪,可以对偏摆数据进行测量。
该测试仪有着较多的构成成分,比如振动传感器,数量为2,信息采集系统等。
通常情况下,将传感器置于法兰,由此开展测量。
能够同时测量多个方向的测量信号,也就是X方向、Y方向以及Z方向(即垂直方向)。
不过现如今国内不存在统一的振动偏摆标准,判定数据有没有超过标准。
文章将某小方坯连铸机当作例子,对偏摆标准进行计算。
1.X方向振动偏摆标准理想情况下,该方向偏摆数据应是零,存在较多的因素,可能对偏摆值造成影响,一般体现于以下几点。
第一,测量误差,当放置传感器时,不可以和中心线彻底平行,不然的话,会致使测量误差。
第二,铰接点间隙,游隙形成的偏摆误差。
第三个常见因素是:振动台结构刚度[1]。
结合以往经验与数据积累,用X 来表示这一方向的偏摆标准,数值不超过200微米。
2.Y方向振动偏摆标准由于传感器置于法兰,来开展测量,会让该方向形成固有偏摆值。
也就是理想状况下,该方向偏摆数据,存在固有偏摆值。
板坯连铸结晶器振动装置设计优化汤录成;王季肖【摘要】针对新余钢铁公司板坯连铸结晶器振动装置技改课题,采用现场测绘法、文献资料法、设计优化法等研究方法,重点介绍结晶器振动参数选取计算且达到了设计优化效果,对连铸设备结晶器振动装置设计与制造具有一定的指导价值.【期刊名称】《现代制造技术与装备》【年(卷),期】2016(000)010【总页数】2页(P38-39)【关键词】板坯连铸;结晶器振动装置;设计优化【作者】汤录成;王季肖【作者单位】陕西省机械研究院,咸阳 712000;中钢集团西安重机有限公司,西安710201;中钢集团西安重机有限公司,西安 710201【正文语种】中文随着钢铁行业新一轮技改推进,新余钢铁公司抓住这一发展战略机遇,做大做强板材,形成精品坯制造中心。
为此,近年来,新余钢铁公司对连铸设备进行了大规模技术改造升级。
连铸机械设备一般包括浇钢设备、连铸本体设备、切割区域设备、引锭杆装置、出坯设备和后部精整设备、中间罐及连铸本体机械维修设备。
其中,连铸本体主要设备有结晶器、振动装置、二冷扇形段、基础框架。
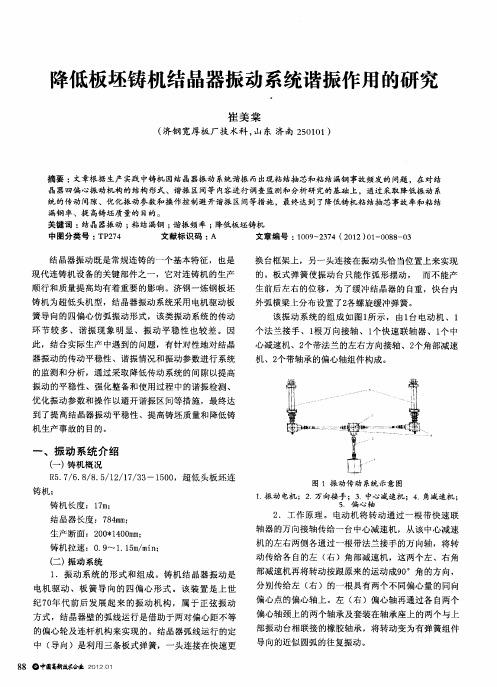
结晶器振动装置是由结晶器振动装置基础框架、支承框架装配、传动装置、导向装置、缓冲弹簧装配、振动台前后缘配管装配、上、下耳轴装配、支承框架固定装置等构成。
结晶器振动装置位于结晶器与支撑导向段之间,是浇注过程中按给定的振动模型(振幅、频率、波形、拉速之间的相互作用)使结晶器沿连铸机外弧线做周期性上下运动的装置。
它按振动曲线,周期性地改变钢液面与结晶器壁的相对位置,目的是利于结晶器脱模。
2.1 振动装置设计规格新余钢铁公司板坯连铸结晶器振动装置设计规格,见表1。
2.2 振动装置设计性能参数3.1 原振动装置存在问题新余钢铁公司板坯连铸结晶器原振动装置结构形式为刚性四连杆机构,如图1所示。
该系统存在如下问题:振动臂强度低,易产生塑性变形,使振动台下沉顶着箱底,振动波形出现“削底”现象;振动台五个铰接点的球面关节轴承润滑不良,使销轴磨损严重,影响结晶器仿弧运动轨迹;由于关节轴承敞开及振动台间隙过小等原因,经常因卡渣球而产生偏振现象;采用偏心轮机构,无变频,振幅、振频不可调,致使振动参数不合理,铸坯表面质量差,经常出现深振痕及表面横裂纹;振动台的平均寿命只有2.5个月,设备故障率高达10%,严重影响铸机作业率。
连铸机结晶器振动液压系统优化刘俊杰【摘要】结合板坯连铸机结晶器振动液压系统的工作原理及常见故障,分析了不同厂家性能相近的伺服阀参数及使用环境,对液压系统中的伺服元件进行优化选型,并对其控制系统进行优化设计.研究结果已用于现场,设备运行状况显示出液压系统优化的可靠性.【期刊名称】《流体传动与控制》【年(卷),期】2016(000)005【总页数】3页(P49-51)【关键词】连铸机;结晶器;振动液压系统;电液伺服阀;控制系统【作者】刘俊杰【作者单位】首钢水钢规划发展部贵州六盘水 553028【正文语种】中文【中图分类】TH137目前,冶金行业连铸机结晶器主要采用电液伺服振动装置,它可以方便地实现非正弦波形等多种振动规律、自动化程度高,是连铸生产中提高板坯表面和内在质量关键。
某钢厂宽板坯结晶器采用电液伺服控制非正弦振动,引进的是意大利技术。
结晶器液压振动系统的电控部分安装在电控室,工作环境较好,故障率低,但其核心控制元件—电液伺服阀,在系统设计时,采用了美国MOOG公司的非标件,该阀采用内置放大器,安装在结晶器下部振动液压缸附近,现场恶劣的工作环境导致该伺服系统故障频繁,性能不稳定,备件紧张,影响了非正弦振动控制方式的实施,对板坯质量的提升起到很大的制约作用。
结晶器非正弦振动方式在液压控制系统中主要依靠伺服阀驱动带位移传感器的振动液压缸来实现。
液压振动结构示意图如图1所示。
伺服阀的控制信号来自于曲线生成器,主控室内的计算机通过PLC控制曲线生成器设定振动曲线(振幅和频率)。
曲线生成器通过液压缸反馈的压力和位置信号来修正振幅和频率。
经过修正的振动曲线信号转换成电信号来控制伺服阀。
如果改变振动波形、频率和振幅,只要改变曲线生成器输入信号波形、频率和振幅可在线任意设定,设定好的振动曲线信号输入给伺服阀,伺服阀即可控制振动液压缸按设定的曲线振动。
在实际的液压系统中,板坯连铸结晶器振动由两个液压缸(元件1)同时驱动,同步精度要求较高,每个液压缸由两台内置放大器的三级电反馈伺服阀(元件7)并联控制,一台在线,一台备用。
探讨方坯电动非正弦振动参数开发与优化1 概述由于方坯电动非正弦振动技术具有改善铸坯质量、提高拉速、可在线调整振动参数等显著优点,使得这一技术在国内得以较广泛应用。
在非正弦技术实际应用中,其振动参数的选择是改善铸坯质量的关键技术环节,为此,文章就非正弦振动的选择依据、方法进行了阐述,对每种参数的优缺点进行分析,通过不断优化最终得到适应于方坯铸机的最优非正弦振动参数。
2 振动参数选择的依据振痕深度实际上是由负滑脱时间的长短控制的,减小负滑动时间可减小振痕深度。
但负滑动时间也不能太短,以防止坯壳与结晶器发生粘结。
据国内外相关研究振动参数选择与确定的基本依据如下:负滑动时间tN:负滑动时间控制坯壳的粘结,可选择的范围为0.08~0.183s,与正弦参数一致。
负滑动超前量NSA:该参数为负滑动时间里结晶器相对铸坯的位移量,可选择范围为3.8~5.11mm。
正滑动时间tP:保护渣消耗量与tP成正比。
取较大值可以增加保护渣消耗量,起到改善润滑作用。
偏斜率a的选择:取值越大越有利。
但若a取值过大,则使结晶器向下振动的加速度变得很大,从而造成对设备的冲击和不平稳。
若取值太小,则非正弦振动的优越性又不能充分地发挥出来。
根据目前的使用经验,一般取a≤40%。
以上资料中给出的工艺参数取值,只是定性的选择,定量的确定需参考已有的非正弦振动操作实践及通过实践对比铸坯质量进行摸索。
3 非正弦参数摸索开发及优化实践R6m全弧形方坯铸机,铸机断面150×150mm,结晶器长度900mm,铸机正常拉速2.2~3.0m/min,参照非正弦参数选择依据并结合实践铸坯质量检验结果,振动参数开发及优化过程如下:3.1 试验非正弦参数(F=70V+50,振程S=8.4mm,偏斜率0.2)非正弦各项参数与应用情况:参照其他钢厂实践经验,选用以上非正弦参数,此振动参数采用固定振幅,随着拉速的变化,通过调整振动频率实现结晶器振动的匹配控制。
摘要结晶器是连铸机的心脏部件。
它的主要作用就是对结晶器中的钢水提供快速而且均匀的冷却环境,促使坯壳的快速均匀生长,以形成质量良好的坯壳,保证连铸过程正常而稳定的进行。
在浇注钢水时,若结晶器静止不动,坯壳容易与结晶器内壁产生粘结,这就增大了拉坯时的阻力,导致出现坯壳“拉不动”或者钢水被拉漏事故发生,很难进行浇注。
而当结晶器以一定的规律振动时,这就能使其内壁获得比较良好的润滑条件,从而减少了摩擦阻力又能防止钢水和结晶器内壁的粘结,同时还可以改善铸坯的表面质量,因此结晶器振动装置具有重要的作用。
本文通过对连铸发展历史,以及结晶器振动技术的发展和结晶器振动方式的改进进行了阐述,提出了电液伺服装置驱动,并对其振动规律及工作原理做出了分析。
然后绘制了机械简图,并对其工艺参数和运动参数进行了分析计算,最终完成了本次设计。
本文主要的设计内容包括:1.结晶器振动正弦参数的确定通过负滑脱量、频率和周期、结晶器运动的速度和加速度以及负滑脱时间的计算,来确定铸坯的工艺参数。
2.结晶器振动装置机械计算设计校核了双摇杆机构的主要部分,并根据经验推出机架结构。
3.结晶器振动装置伺服系统的设计计算由系统所需动力选择恰当的液压缸及液压泵。
并对系统的辅助原件进行了计算和选择,同时提出了同步回路电液伺服系统。
4.结晶器振动装置的三维设计关键词:连铸;结晶器;振动装置;振动规律;电液伺服装置AbstractThe mould is the heart part of continuous casting machine. Its main role is to mould the steel in providing rapid and uniform cooling environment, promote the rapid and uniform shell growth, to form a good quality of billet shell, guarantee the normal and stable for continuous casting process. In pouring molten steel in crystallizer, motionless, shell and the mold wall to produce a cohesive, which increases the casting the resistance, led to the emergence of billet shell" sticks" or molten steel is breakout occurs, it is difficult to cast. When the mould in regular vibration, which can make the inner wall is obtained in comparison with good lubrication condition, thereby reducing the friction resistance and can prevent the molten steel and the inner wall of the crystallizer is bonded, but also can improve the surface quality of billet crystallizer vibration device, therefore has an important role.Based on the history and development of continuous casting crystallizer vibration technique, development and improvement of crystallizer vibration mode undertook elaborating, put forward to the electro-hydraulic servo device driver, and the vibration regularity and working principle are analyzed. Then draw the mechanical model, and the process parameters and motion parameters are analyzed and calculated, the final completion of the design.The main design content includes:1.crystallizer vibration sinusoidal parametersThrough the negative slip quantity, frequency and cycle, mold movement velocity and acceleration and negative strip time calculation, to determine the process parameters of casting billet.2.The device of vibration of crystallizer mechanical calculationDesign of the double rocker mechanism the main part, and according to the experience introduction of frame structure.3.The device of vibration of crystallizer of servo system designBy the system the power required by the proper selection of hydraulic cylinder and hydraulic pump. And the system of auxiliary components were calculated and selected, simultaneously proposed synchronous electro-hydraulic servo system.4.dimensional design of crystallizer vibration deviceKey words: continuous casting ;crystallizer ;vibration device; vibration; electro-hydraulic servo device目录摘要 (I)Abstract (II)第一章绪论 (1)1.1什么是连铸 (1)1.2国内连铸的重要性 (1)1.3中国连铸发展的主要成就 (2)1.4世界连铸技术的发展及我国存在的差距 (3)1.5连铸机振动系统应注意的部分问题 (4)第二章结晶器振动技术 (6)2.1结晶器振动技术发展的历史 (6)2.2连铸机结晶器振动简介 (6)2.3结晶器振动规律的演变 (7)2.4结晶器振动和润滑的关系 (10)第三章结晶器振动方案的选择 (14)3.1本课题研究的目的 (14)3.2课题研究内容 (14)3.3设备发展状况 (15)3.4周边设备简介 (15)3.5技术方案介绍 (15)3.6 振动机构的选择 (19)第四章结晶器正弦振动的参数分析 (22)4.1负滑脱量计算 (22)4.2频率与周期 (22)4.3结晶器的运动速度和加速度 (23)4.4负滑脱时间的确定 (24)第五章结晶器振动装置机械设计 (26)5.1受力分析 (26)5.2强度校核 (27)5.2.1轴Ⅰ的校核 (27)5.2.2轴Ⅱ的校核 (30)5.3轴承校核 (34)第六章结晶器振动装置伺服系统的设计 (35)6.1控制方案 (35)6.2设计计算 (36)6.3液压缸设计计算 (36)6.3.1油缸的设计原则 (36)6.3.2油缸的设计 (37)6.3.3油缸参数计算 (37)6.4泵的选择计算 (39)6.4.1泵的选择计算原则 (39)6.4.2系统流量计算 (39)6.4.3流量计算 (39)6.4.4泵的参数计算 (40)6.5阀的选择计算 (40)6.6辅助元件的选择计算 (42)6.6.1管路 (42)6.6.2蓄能器的选择 (44)6.7油箱的设计计算 (45)6.7.1油箱设计原则 (45)6.7.2油箱参数设计计算 (45)6.7.3油箱容量的计算 (46)6.7.4油箱内工作介质体积估算 (46)6.8系统发热功率计算 (46)6.8.1液压泵的功率损失 (46)6.8.2阀的损失功率 (46)6.8.3管路以及其它功率损失 (47)6.9过滤器的选择 (47)6.10液压工作介质的选取 (48)第七章三维建模 (49)7.1零部件三维设计 (49)7.1.1结晶器振动装置固定台 (49)7.1.2结晶器振动装置活动台 (49)7.1.3连杆1 (50)7.1.4连杆2 (50)7.1.5心轴 (51)7.1.6轴承 (51)7.1.7挡圈 (51)7.1.8轴承端盖 (52)7.1.9阻尼器气囊 (52)7.1.10进水管 (52)7.1.11阻尼器进气管道 (53)7.1.12环状活塞杆头 (53)7.1.13阻尼器支架 (54)7.1.14液压缸 (54)7.2总装配图 (55)总结 (56)致谢 (57)参考文献 (58)第一章绪论1.1什么是连铸连铸即为连续铸钢(英文,Continuous Steel Casting)的简称。