料斗式振动上料装置设计及应用
- 格式:pdf
- 大小:266.28 KB
- 文档页数:4
常州信息职业技术学院学生毕业设计(毕业论文)系别:机电工程学院专业:机电一体化班级:机电106班学生姓名:梁效学生学号: 1004053616 设计题目: SMA一贯机震动送料器研究指导教师:许志荣设计地点:常州银河电器有限公司起迄日期: 2012.11.20——2013.05.30毕业设计(论文)任务书专业机电一体化班级机电106班姓名梁效实践单位名称:常州银河电器有限公司实践岗位名称:设备维修岗位职责:2、对上级安排的维修工作要分清轻重缓急:应急维修,马上处理,一小时内答复;一般3、维修操作安全规范并作好维修记录,维修中发现人为故意损坏的公物要及时上报物业5、爱护设备、工具,维修备用材料、维修工具摆放有序,每月底上报维修用品申购单至岗位能力要求:一、课题名称: SMA一贯机震动送料器研究二、主要技术指标:1、电磁铁与衔铁的间距在0.5mm至1.2mm范围内;2、基座的质量要达30Kg以上;3、板弹簧的厚度h=1.5—5mm,支撑簧的有效长度L=80—140mm;4、支撑弹簧的宽度b=15—20mm;三、工作内容和要求:1、分析入料站的几何结构及其原理;2、绘制入料站的零件图并组装零件;3、绘制激振器的原理图;4、查阅相关一贯机的入料站的相关资料;四、主要参考文献:1、杨可桢.程光蕴.机械设计基础.(第4版)[M].北京:北京高等教育出版社,19992、徐灏.机械设计手册.(第2版)[M].北京:北京机械工业出版社,20003、SMA测试一贯机操作维修手册(无锡健鼎有限公司)4、震动送料器原理简介(手册)5、PFD-5XX系列操作方法(手册)5、史新民.刘进球.机械设计基础[M].南京:东南大学出版社,2007学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日毕业设计(论文)开题报告目录摘要 (7)1绪论 (7)1.1SMA一贯机震动送料器的背景及发展状况 (7)1.2一贯机震动送料器的原理及几何结构分析 (8)2激振器 (9)2.1激振器原理 (9)2.2激振器的几何结构 (10)2.3支承弹簧的结构 (10)2.4工件的受力分析 (10)2.5工件在料道上的运动状态分析 (11)2.6工件在料道上连续滑移的条件 (12)3导轨 (12)3.1直线导轨的安装尺寸要求 (12)4 基座和减振部件 (13)4.1基座的要求 (13)4.2减振部件 (14)5震动送料器的运用及主要技术参数 (15)5.1震动送料器的技术参数 (15)5.2震动送料器技术规范 (15)5.3震动送料器的安装注意事项 (15)6常见的故障分析及解决方法 (15)6.1送料器不震动的故障 (15)6.2输送速度达不到要求的故障 (15)6.3震动送料器发生扫膛故障 (16)6.4零件问题:超差、弯曲、含油等 (16)7振动给料器日常检查维护 (16)总结 (17)谢辞 (18)参考文献: (19)SMA一贯机震动送料器研究摘要:SMA一贯机是生产贴片式二极管必不可少的机械设备,它是一种能够自动组装二极管并对其进行相关外部处理的一种辅助设备,在运行过程中SMA一贯机通过其内置的振动盘能把各类型二极管有序的排列出来,并对二极管进行相关的检测、打印、包装等操作。

概括随着科学技术的不断发展,电子皮带秤配料系统已广泛应用于煤炭、化工、烟草、冶金、建材等行业。
目前,大多数皮带秤配料系统仍采用传统的PID控制算法,具有较高的灵敏度。
可以说,调整理论上可以做到无误差,或者说在误差小的地方确实有优势,但是问题很多。
当误差较大时,其动态特性不是很理想,超调量一般较大。
因此,本课题设计了一种更为合理、高效的电子皮带秤配料系统。
本设计主要针对皮带秤配料系统中的配料环节,采用模糊PID与传统PID控制相结合的方法。
同时采用PLC控制和组态软件,实现了皮带秤配料系统中配料的自动控制。
当误差很大时,超调也很大。
本课题主要包括皮带秤的原理和组成、系统的总体设计、结合系统分析的模糊控制算法、利用MATILAB进行模糊PID控制仿真。
论文首先阐述了现有皮带秤的现状及实际过程中遇到的困难,并给出了自己的设计方案。
在保证系统称重精度和控制精度的前提下,选择合理的软硬件配置。
为了完善系统的整体设计方案和基本组成;配料带秤的工作原理及总体控制方案;称重传感器和速度传感器的选择;电机调速方式的选择等;结合配料系统的实际工作情况,通过系统分析,给出了基于模糊控制技术理论的模糊控制结构框图。
根据模糊控制器的设计步骤,设计了一种与传统PID相结合的模糊PID控制器。
解决了皮带秤配料系统的控制和误差调整问题,从而提高了配料系统的配料速度和精度。
论文分两章介绍PLC控制和MATLAB仿真。
第四章介绍了系统电气部分的组成,使运煤现场的配料系统能够根据PLC控制的要求,自动完成卸料、称重、配料的全过程。
第五章利用MATLAB仿真软件中的Simulink图形工具平台,对配料秤仪表使用的模糊PID控制进行仿真。
从仿真波形可以看出,引入模糊控制后,当系统出现扰动和偏差时,调节效果非常好。
通过该系统的研究,有效解决了电子皮带秤的控制精度和配料速度问题。
大大提高了系统的计量精度和配料速度。
在很大程度上降低了工人的劳动强度,最终提高了生产率和产品质量。



2023年 7月下 世界有色金属211工业化生产金属粉末自动上料系统的应用刘开云(广东邦普循环科技有限公司,广东 佛山 528133)摘 要:本研究的目的在于提供一种适用于工业化生产的金属粉末自动上料系统,机械部分采用自卸车卸料,单斗提升机上料,空中转运车自动加料,系统控制上将智能卸车系统与自动转运系统和自动加料系统三者与中央控制系统整合在一起,从而整体上实现自动上料。
关键词:工业化生产;金属粉末;自动上料中图分类号:TQ325.12 文献标识码:A 文章编号:1002-5065(2023)14-0211-3Application of Automatic Feeding System for Industrial Production of Metal PowderLIU Kai-yun(Guangdong Bangpu Recycling Technology Co., Ltd., Foshan 528133,China)Abstract: The purpose of this study is to provide an automatic metal powder feeding system suitable for industrial production. The mechanical part adopts dump truck for unloading, single bucket elevator for loading, and air transport truck for automatic feeding. The system control integrates the intelligent unloading system, automatic transport system, and automatic feeding system with the central control system, so as to achieve automatic feeding on the whole.Keywords: industrial production; Metal powder; Automatic feeding收稿日期:2023-05作者简介:刘开云,男,生于1984年,汉族,湖南常德人,研究生,中级冶金工程师,研究方向:红土镍矿冶炼,废旧锂离子电池材料回收利用。
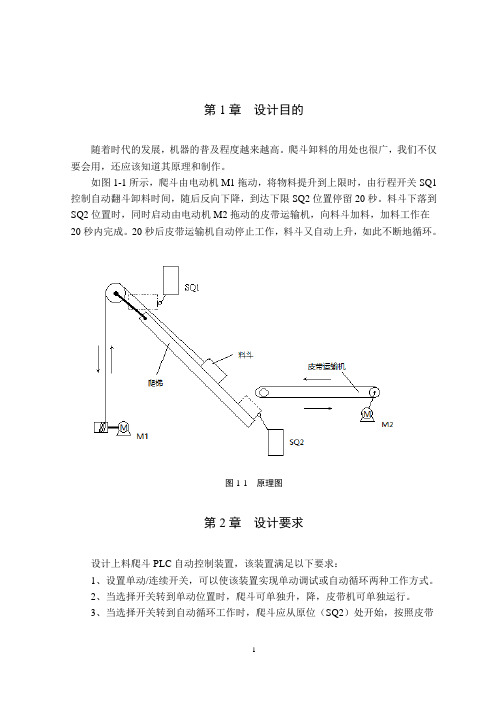
第1章设计目的随着时代的发展,机器的普及程度越来越高。
爬斗卸料的用处也很广,我们不仅要会用,还应该知道其原理和制作。
如图1-1所示,爬斗由电动机M1拖动,将物料提升到上限时,由行程开关SQ1控制自动翻斗卸料时间,随后反向下降,到达下限SQ2位置停留20秒。
料斗下落到SQ2位置时,同时启动由电动机M2拖动的皮带运输机,向料斗加料,加料工作在20秒内完成。
20秒后皮带运输机自动停止工作,料斗又自动上升,如此不断地循环。
图1 原理图图1-1 原理图第2章设计要求设计上料爬斗PLC自动控制装置,该装置满足以下要求:1、设置单动/连续开关,可以使该装置实现单动调试或自动循环两种工作方式。
2、当选择开关转到单动位置时,爬斗可单独升,降,皮带机可单独运行。
3、当选择开关转到自动循环工作时,爬斗应从原位(SQ2)处开始,按照皮带运输机起动,工作20秒后爬斗上升,SQ1动作,自动翻斗动作,爬斗下降,SQ2动作,皮带运输机起动,顺序连续工作。
按下停止按钮时,料斗可以停在任意位置,启动时可以使料斗虽已从上升或下降开始运行。
4、操作面板上需设有PLC运行指示灯,指示上料爬斗工作在何种工作状态。
5、要具有必要的电气保护和互锁关联。
第3章I/O分配表和接线图3.1 PLC选型本实践选用的是FX型。
FX2N系列的PLC吸收了整体式和模块式可编程控制器的有点,它的基本单元、扩展单元和扩展模块的高度和宽度相同。
它们的相互连接不用基板,仅用扁平电缆连接,紧密拼接后组装一个整齐的长方体。
其体积小,很适于机电一体化产品中使用。
FX系列的外观基本相似,但是性能和价格上有些差别。
我们所使用的FX2N的功能最强可用于要求很高的系统,其I\O点数范围16~256,用户程序步数为内附8K 步RAM,功能指令298条,通信功能很强,指令执行时间比较短,而且有模拟量模块,基本指令达到27条,步进指令有两条。
3.2 I/O分配输入输出X0:启动按钮Y0:上升指示灯X1:停止按钮Y1:控制电动机M1正转接触器X2:连续开关Y2:控制电动机M1反转接触器X7:电动机单独反转开关Y3:控制电动机M2接触器X6:电动机单独正转开关Y4:料斗下降指示X3:上限行程开关Y5:皮带运输机运行指示X4: 下限行程开关X5:运输带单独运动开关图3-1 I/O接线表3.3 I/O接线图图3-2 I/O接线图第4章PLC设计梯形图4.1 梯形图设计图4-1 梯形图4.2 指令语句表0 LD M8002 26 52 LDI T31 SET S0 27 LD X001 53 AND Y0032 28 SET S0 54 ANI X0013 STL S0 29 55 ORB4 LD X000 30 STL S22 56 OUT Y0035 ANI X001 31 OUT T2 57 OUT Y0056 ANI X001 32 K100 58 OUT T37 SET S20 33 598 34 LD T2 609 STL S20 35 SET S23 61 LD X00010 OUT Y003 36 62 AND X00611 OUT Y005 37 LD X001 63 LDI X00312 OUT T1 38 SET S0 64 AND Y00113 K200 39 65 ANI X00114 40 STL S23 66 ORB15 LD T1 41 OUT Y002 67 OUT Y00116 SET S21 42 OUT Y004 68 OUT Y00017 43 LD X004 69 LD X00018 LD X001 44 SET S0 70 AND X00719 SET S0 45 71 LDI X00420 46 LD X001 72 AND Y00221 STL S21 47 SET S0 73 ANI X00122 OUT Y001 48 74 ORB23 OUT Y000 49 RET 75 OUT Y00224 LD X003 50 LD X000 76 OUT Y00425 SET S22 51 AND X005 77 END图4-2 指令表第5章设计总结通过这次设计实践,我学会了PLC基本的编成方法,对PLC的编程方法和原理也有了更深刻的理解。
摘要斗式提升机具有输送量大,提升高度高,运行平稳可靠,寿命长显著优点,其主要性能及参数符合JB3926----85《垂直斗式提升机》(该标准等效参照了国际标准和国外先进标准),牵引圆环链符合MT36----80《矿用高强度圆环链》,本提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的料温度不超过250 ℃)。
一般输送高度最高可达4米.关键词:斗式提升机料斗卸料牵引构件目录绪论 (8)第一章斗式提升机的方案设计 (9)第二章斗式提升机的选择及计算 (10)§2-1 斗式提升机的选择 (10)§2-2 斗式提升机的计算 (12)第三章斗式提升机零件的选择计算 (15)§3-1 电动机的选择计算 (15)§3-2 减速器的选择确定 (15)§3-3 料斗的设计选择 (16)§3-4 牵引构件的设计选择 (17)§3-5 驱动装置的设计 (18)§3-6 罩壳的设计 (19)第四章斗式提升机装料与卸料方式 (20)第五章斗式提升机传动系统及零件参数的计算 (22)设计小结............................ .. (28)参考文献 (29)致谢 (30)绪论目前,我国生产的通用驱动链轮大都是槽型轮,靠摩擦带传动。
尤其原hl型提升机的传动链轮和拉紧链轮均为整体式,一旦链轮磨损整只链轮全部报废,不但维修时间长、费用高,而且造成很大浪费。
针对这些问题,我们对输送系统的驱动部分做了改进,将槽形轮改为带有单个可更换齿的链轮,相应的链条、料斗、连接件及张紧的尾轮也做了相应的改进,并在尾轮两侧安装了两个挡斗盘,这样提高了整个输送系统的抗磨性能,延长了使用寿命,改造后维修方便、管理容易,设备结构简单、经济、实用。
皮带式输送机具有输送量大、结构简单、维修方便、部件标准化等优点,广泛应用于矿山、冶金、煤炭等行业,用来输送松散物料或成件物品,根据输送工艺要求,可单台输送,也可多台组成或与其它输送设备组成水平或倾斜的输送系统,以满足不同布置型式的作业线需要,适用于输送堆积密度小于 1.67/吨/立方米,易于掏取的粉状、粒状、小块状的低磨琢性物料及袋装物料,如煤、碎石、砂、水泥、化肥、粮食等。
吨袋包装粉料输送至粉罐车的上料装置 李三霞 【摘 要】采用进料料斗中的锯齿破吨包,利用螺旋输送机将粉料输送至粉罐车,省去筒仓.同时配备旋风收尘器,减少粉尘污染.该设备结构紧凑,移动方便,运行稳定,在吨包物料转运过程中提高了工作效率.
【期刊名称】《水泥技术》 【年(卷),期】2016(000)006 【总页数】3页(P66-68) 【关键词】破吨包;输送机;收尘 【作 者】李三霞 【作者单位】上海卡耐尔化工有限公司,上海200127 【正文语种】中 文 【中图分类】TQ172.681 随着水泥、粉煤灰、矿渣粉、硅灰等胶凝材料的出口量加大,越来越多的企业采用吨袋包装,以适应集装箱运输的需要,同时较50kg的编织袋包装节约成本,且周转更为方便。吨袋包装的胶凝材料运输至目的地后,需要由吨袋物料储存库房运输至客户粉料储存筒仓,采用粉罐车运输可实现快速卸料。 目前,国内外一般采用吨袋拆包机与筒仓结合实现吨袋包装粉料输送至粉罐车的上料目的(图1)。但该方法投资较大,操作较复杂,占地面积也较大。 笔者设计了一套装置,可方便破包,而且移动方便,操作简单,粉尘污染小,具有较高的输送效率。 1.1 物料性质与包装 以粉煤灰为例设计,堆积密度0.9t/m3,安息角30°,螺旋输送系数能力W为0.9。吨包采用全新PP材料,无内衬,质量符合GB/T10454-2000标准,箱型尺寸1m× 1m×1.1m,无下料口,重量2.8kg,装量为1t/袋。 1.2 破袋装置与进料斗的设计 料斗的框内尺寸为1.2m×1.2m,在直筒底部设置拦网,网格100mm×100mm。设置十字排列锯齿置于拦网上方,锯齿高度90mm,锯条整体高度100mm,锯齿边缘做尖倒角(见图2、图3)。 1.3 国内外粉罐车结构与尺寸 吨包粉体出口目的地粉罐车,依据当地《Regula⁃ tions pertaining to the operation of trucks and trailers》的规定,粉罐车结构类同QC/T 560-2010《散装水泥车技术条件及性能试验方法》,外形尺寸类同GB1589-2004《道路车辆外廓尺寸、轴荷及质量限值》,限高4m,限宽2.5m。典型结构及尺寸如图4所示。 1.4 输送设备的选型[1] 输送的物料为胶凝材料,具有磨琢性,因而选用连续叶片螺旋输送机。原理为:在封闭的圆形壳体内,借助于回转的螺旋体连续输送。该输送机为LSY型,体积小,重量轻,密封性好,倾斜角度为45°。通过CAD图可知运输长度约7m。 由于采用叉车提袋换袋,预算每袋物料所用时间为2~3min,计算上料量Q如下: Q=60min/h/2min×1m3=30m3/h Q=60min/h/3min×1m3=20m3/h 即上料量为20~30t/h。 依据LSY型螺旋输送机规格表选型,拟定型号为LSY250,核算上料量Q如下: 式中: D——螺旋直径,m。取值0.250 n——螺旋轴转速,r/min。取值207 t——螺距,m。取值0.260 ϕ——物料填充系数,取值0.4 ρ——物料密度,kg。为0.9 C——输送机倾角系数,45°。根据设备厂家经验,取值0.55 由上式可得,Q=47×0.2502×207×0.260×0.4×0.9× 0.55=31.3(m3/h),符合设计要求。 由于物料磨琢性较大,选用耐磨叶片,冷轧16Mn钢板,厚度5mm。中间轴承座用铜套结构,其他参数如下。 机壳:外壳材质Q235A,壁厚5mm,钢管ϕ273mm× 6mm 螺旋轴:无缝管ϕ76mm×8mm,中间吊轴 电机:低压三相鼠笼型异步电动机,11kW 减速机:专用型JLS273-5 1.5 收尘器选型 为减少出料口自由下落时的扬尘污染,改善操作工的工作环境,降低职业病风险,为本套上料装置设置单机旋风布袋除尘器(见图5)。主要包括:套筒(见图6)、旋风筒、过滤袋、集灰斗及风机等部件。 根据设备厂家推荐,选用收尘器参数如下。 滤袋: 材质:聚酯针刺毡 直径:20cm 长度:150cm 换袋方式:人工换袋 离心风机: 风量:1 209m3/h 电机功率:2.2kW 转速:2 900r/min 全压:3 648Pa 1.6 电气控制系统设计 电控柜设置于料斗下方(见图7),设置控制柜以防尘。接线图见图8。 1.7 整体设计 整体设计为可移动式螺旋上料机(见图9)[2]。采用工字钢作为底座支架,支架底端靠罐车侧设置4个万向轮,料斗侧设置2个定向锁轮,方便移动,而且在工作中能保持稳定。将破包料斗、螺旋输送机及收尘器均置于支架上。料斗与螺旋输送机采用法兰连接,螺旋输送机出口端连接软管伸入粉体罐,软管外设同心套筒,套筒连接至收尘器。 2.1 试用情况 取三包吨袋装粉煤灰,利用吊车将吨包吊起,置于料斗上方,缓慢放下,料斗中的锯齿将吨包划开,物料迅速流出,通过螺旋输送机输送至出料端,装入空吨袋。从吨包物料接触锯齿至装满第一包吨袋共计用时2分 25秒(见图10)。符合设计要求。 2.2 实际使用 当粉罐车开至吨包物料堆场,将上料机推至欲出货物堆存区域。粉罐车开至上料机下方,移动上料机使出料口对准粉罐车上人孔。打开人孔盖,将出料套筒放入粉罐车中(图11)。 检测设备各部件是否正常,压下定向轮刹车。开启收尘器及螺旋输送机。 用叉车将堆积的吨袋挑出,运至料斗上方,放下后叉车退回,重新挑新的吨包货物。及时用撑杆将吨袋四个提手挂于料斗边的挂钩上,待物料流出,用撑杆将空吨袋取下。叉车重复放货,至核定装车量。 利用该装置,可节省人力,减轻工人劳动强度,提高工效。 该装置采用进料料斗中的锯齿破包,直接使用螺旋输送机将粉料输送至粉罐车,不仅省去了筒仓,提高了设备的利用率,而且移动方便,操作简单,省时省力。同时配备旋风收尘器,减少了粉尘污染,降低了职业病风险。