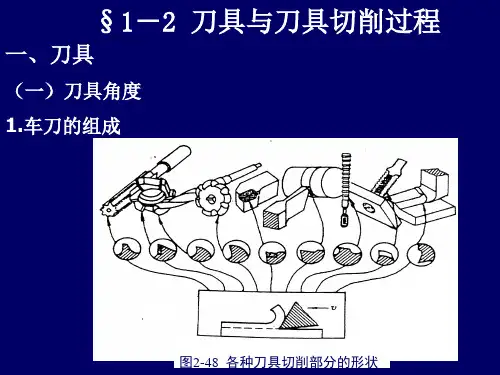
切削刀具的标注角度
- 格式:ppt
- 大小:577.50 KB
- 文档页数:16
名词解释
避免空走刀;或是车削完后把工件从原材料上切下来。(4.3)
表面质量:通过加工方法的控制,使零件获得不受损伤甚至有所增强的表面状态。包括表面的几何形状特征和表面的物理力学性能状态。
标注角度与工作角度刀具的标注角度是刀具制造和刃磨的依据,主要有:前角、后角、主偏角、副偏角和刃倾角。切削加工过程中,由于刀具安装位置的变化和进给运动的影响,使得参考平面坐标系的位置发生变化,从而导致了刀具实际角度与标注角度的不同。刀具在工作中的实际切削角度称为工作角度。
粗基准—— 未经过机械加工的定位基准称为粗基准。
常值系统误差当连续加工一批零件时,这类误差的大小和方向或是保持不变
刀具耐用度:是指刃磨后的刀具从开始切削至磨损量达到磨钝标准为止所用的切削时间
刀具标注后角:后刀面与切削平面之间的夹角
刀具标注前角:基面与前刀面的夹角
刀具寿命是指一把新刀具从开始投入使用直到报废为止的总切削时间
定位:使工件在机床或夹具中占有准确的位置。
定位基准在加工时,用以确定工件在机床上或夹具中正确位置所采用的基准
积屑瘤粘附到刀具的前刀面上靠近刀刃处,形成的一块很硬的楔状金属瘤,通常称为积屑瘤,也叫刀瘤,
机械加工工艺系统在机械加工中,由机床、刀具、夹具与被加工工件 一起构成了一个实现某种加工方法的整体系统,
机械加工工艺规程把工艺过程的有关内容,用工艺文件的形式写出来,称为机械加工工艺规程。
机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度
精基准: 用加工过的表面作定位基准,这种定位基准称为精基准。
基准:零件上用以确定其他点、线、面位置所依据的那些点、线、面。(2.2)
夹紧:在工件夹紧后用外力将其固定,使其在加工过程中保持定位位置不变的操作。
加工精度:零件加工后的实际几何参数和理想几何参数符合程度。加工误差:零件加工后的实际参数和理想几何参数的偏离程度。
金属的可焊性——指被焊金属在采用一定的焊接方法、焊接材料、工艺参数

刀轮角度的定义
刀轮角度通常指的是刀具在切削过程中的实际工作角度,这些角度对于切削效果和刀具寿命有着重要的影响。以下是一些常见的刀轮角度定义:
1. 前角:前角是刀具前刀面与工件基面之间的夹角。它决定了刀具的锋利程度,影响切削力的大小和铁屑的流动方向。
2. 后角:后角是刀具后刀面与切削平面之间的夹角。后角主要影响刀具与工件之间的摩擦以及刀具的强度。
3. 主偏角:主偏角是主切削刃与刀具进给方向之间的夹角。它影响刀具的强度和切削宽度,同时也影响背向力的大小。
4. 刃倾角:刃倾角是刀具主切削刃与工件表面之间的夹角。刃倾角可以改变切削刃的实际前角,从而影响切削过程。
5. 副偏角:副偏角是副切削刃与工件表面之间的夹角。副偏角影响副切削刃的切削性能和表面粗糙度。
6. 副后角:副后角是副后刀面与副切削平面之间的夹角。副后角同样影响刀具与工件之间的摩擦和刀具的强度。
总的来说,刀具的工作角度是在切削过程中实际发挥作用的角度,可能由于刀具安装位置的不同而与标注角度有所差异。在设计和使用刀具时,需要根据具体的加工要求和材料特性来选择合适的刀具角度,以达到最佳的切削效果和最长的刀具寿命。

实验一 车刀几何角度测量实验
一、实验目的和要求
1、熟悉车刀切削部分的构成要素,掌握车刀标注角度的参考平面、参考系及车刀标注角度的定义;
2、了解车刀量角台的结构,学会使用量角台测量车刀标准角度;
3、绘制车刀标注角度图,并标注出测量得到的各角度数值。
二、实验装置
1、回转工作台式车刀量角台;
2、外圆车刀、90º偏刀或切断刀若干。
三、实验原理
车刀的标注角度可以用车刀量角台进行测量。测量的基本原理是:按照车刀标注角度的定义,在切削刃选定点上,用量角台的指针平面(或侧面或底面),与构成被测角度的面或线紧密贴合(或相平行、或相垂直),把要测量的角度测量出来。
图1-1 量角台的构造 图1-2 测量片
车刀量角台结构如图1-1所示。量角台主要由底盘1、平台3、立柱7、测量片5、扇形盘6、10等组成。底盘1为圆盘形,在零度线左右方向各有1000角度,用于测量车刀的主偏角和副偏角,通过底盘指针2读出角度值;平台3可绕底盘中心在零刻线左右1000范围内转动; 定位块4可在平台上平行滑动,作为车刀的基准;测量片5,如图1-2所示,有主平面(大平面)、底平面、侧平面三个成正交的平面组成,在测量过程中,根据不同的情况可分别用以代表主剖面、基面、切削平面等。大扇形刻度盘6上有正副450的刻度,用于测量前角、后角、刃倾角,通过测量片5的指针指出角度值;立柱7上制有螺纹,旋转升降螺母8就可以调整测量片相对车刀的位置。
四、实验内容
1、利用车刀量角台分别测量所给车刀的几何角度,要求测量:κr、κr'、λs、γo、αo 、αoˊ等角度;
2、记录测得的数据,并计算出刀尖角εr和楔角βo ;
五、实验步骤
(一)调整车刀量角台至原始位置
用车刀量角台测量车刀标注角度之前,必须先调整量角台使工作台、大扇形刻度盘和小扇形刻度盘指针全部指零,使定位块侧面与测量片的大平面垂直,这样就可以认为:测量片的大平面垂直于平台平面,且垂直于平台对称线(即零度线);测量片的底平面平行于平台平面;测量片的侧平面垂直于平台平面,且平行于平台平面对称线(零度线)。

百度文库 - 让每个人平等地提升自我
1 实验一 刀具几何角度的测量
一、实验目的
1.熟悉几种常用车刀(外圆车刀、端面车刀、切断刀)的几何形状,分别指出其前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖;
2.掌握车刀标注角度的参考平面,静止坐标系及车刀标注角度的定义;
3.掌握量角台的使用方法;
4.通过车刀角度的具体测量,进一步掌握车刀角度的概念,为学习其他刀具打好基础。
二、实验设备
1.刀具:外圆车刀,端面车刀,切断刀等。
2.刀具角度测量仪器:量角台等。
三、实验内容
用量角台测量几种常用车刀(外圆车刀、端面车刀、切断刀)的主偏角、副偏角、前角、后角、副后角、刃倾角等。
四、实验步骤
按照车刀实物,观察、研究其结构,辩明切削部分各面及几何角度。量角台的结构如图1.1所示。
百度文库 - 让每个人平等地提升自我
2 图1.1 量角台实物及其示意图
1-定位板;2-台面;3-螺钉;4-指针;5-螺帽;6-旋钮;
7-刻度盘;8-弯板;9-小指针;10-小刻度盘;11-立柱
刻度盘7可籍螺帽5在立柱11上移动,指针4可用螺钉3固定在刻度盘上,可以绕螺钉中心移动,指针的“A”和“B”两个测量面互相垂直,当指针对准刻度盘上的零线时,“A”面与量角台的台面垂直,“B”面平行于量角台的后面。测量时,车刀安放在定位板1上,台面刻度盘用来测量主、副偏角。小刻度盘10用于测量法向角度。
图1.2 主偏角的测量 图1.3 刃倾角的测量
测量主偏角时(图1.2),按照安装位置将车刀放在定位板上,转动定位板,使指针平面与主切削刃选定点相切,此时台面刻度盘上指示的转动度数即为主偏角的数值。同理可测出副偏角。
测量刃倾角时(图1.3),使指针平面与切削刃在同一方向内,将测量面“B”与主切削刃相重合,即可读出的数值。
测量前角时(图1.4),转动定位板,使刻度盘位于车刀主剖面上,转动指针测量面“B”与车刀的前刀面重合,此时指针在刻度盘上指示的度数,即为前角的数值。测量后角时(图1.5),使车刀保持在测量前角时的位置上,只需转动指针,将指针测量面“A”与车刀的后刀面重合,即可读出的值。同理可测出副后角的数值。 百度文库 - 让每个人平等地提升自我