NBT47016承压设备产品焊接试件的力学性能检验 (1)
- 格式:pdf
- 大小:771.94 KB
- 文档页数:23

承压设备焊接相关标准研讨NB/T47014-2019《承压设备焊接工艺评定》NB/T47018-2019《承压设备用焊接材料订货技术条件》NB/T47015-2019《压力容器焊接规程》NB/T47016-2019《承压设备产品焊接试件的力学性能检验》第 1 页承压设备焊接相关标准研讨一.概述(一)承压设备焊接系列标准修订概况1.国务院颁发的《特种设备安全监察条例》第十条规定特种设备生产单位,应当依照本条例规定以及国务院特种设备安全监督管理部门制订并公布的安全技术规范(以下简称安全技术规范)的要求,进行生产活动。
目前承压设备生产相关的安全技术规范尚未全部制订完毕,现已颁布实施的安全技术监察规程仅有:《固定式压力容器安全技术监察规程》TSG R0004-2009;《超高压容器安全技术监察规程》TSG R0002-2019《简单压力容器安全技术监察规程》TSG R0003-2019《车用气瓶安全技术监察规程》TSG R0009-2009《气瓶附件安全技术监察规程》TSG RF001-2009《压力管道安全技术监察规程工业管道》TSG D0001-2009《安全阀安全技术监察规程》TSG Z6001-2019其余部分仍使用原有行政技术法规,如:《蒸汽锅炉安全技术监察规程》》等。
第 2 页我国现行的《固定式压力容器安全技术监察规程》TSG R0004-2009明确规定:压力容器的设计、制造(含现场组焊)、安装、改造、维修、使用、检验检测,均应当严格执行本规程的规定。
国家质检总局和各地质量技术监督部门负责压力容器安全监察工作,监督本规程的执行。
2.我国承压设备行业的设计、制造、安装、检验和使用标准大多参照ASME《锅炉压力容器规范》,对欧盟发布的97/23/EC《承压设备指令》以及EN 13445《非火焰接触压力容器》则处于刚刚开始认识阶段。
因此承压设备焊接系列标准修订过程中,在考虑标准内容与国际接轨方面,主要是从中国实际情况出发参照ASME标准进行的,这里所讲的“中国实际情况”包括:① 相关法律、法规、安全技术规范、标准;② 承压设备的设计、制造(安装)、维修、检验和监督;③ 国产金属材料(管、板、带、丝)、锻件、铸件和焊材;④ 质量管理与工艺实施;⑤ 与承压设备生产相关人员的理解与接受状况。

关于实施NB/T47014等标准的注意事项根据国家特设局质检特函〔2011〕102号文件和NB/T47014等标准宣贯的要求,NB/T47014-2011《承压设备焊接工艺评定》、NB/T47015-2011《压力容器焊接规程》、NB/T47016-2011《承压设备产品焊接试件的力学性能检验》三份新标准,各压力容器制造企业应着手开始执行。
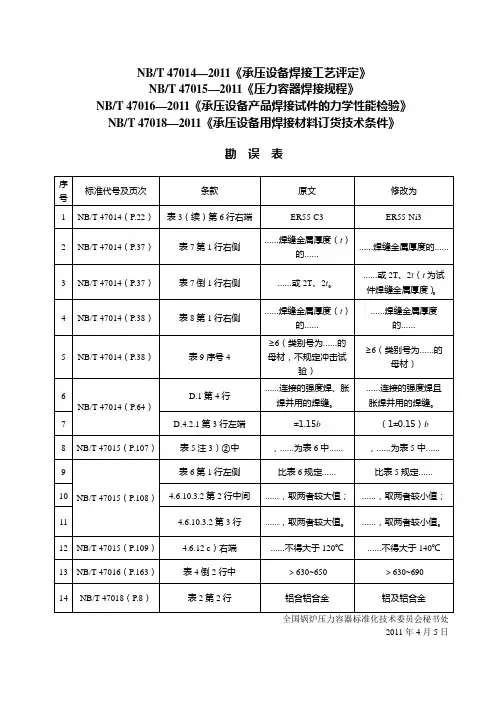
具体要求如下:一、对NB/T47014-2011《承压设备焊接工艺评定》,各制造单位的焊接责任人应根据此标准的条款,逐步整理以前的老焊接工艺评定报告PQR,主要是对其中的“焊接工艺评定指导书”进行更改,更改内容为:①母材的类别号和组别号;②焊接厚度范围;③焊缝金属厚度范围;④焊接位置;⑤焊后热处理的温度范围和保温时间(如不符合NB/T47015的要求,应重新做)。
整理完毕后,在报告的封面上签上或盖上:“本焊接工艺评定报告已符合NB/T47014-2011的要求”等字样。
二、NB/T47015-2011《压力容器焊接规程》和NB/T47016-2011《承压设备产品焊接试件的力学性能检验》二份新标准,各制造单位应立即开始执行。
三、实施上述新标准的注意事项:1、NB/T47014的注意事项①新的焊接工艺评定须按NB/T47014的要求进行。
②过去是焊接工艺指导书,现在是预焊接工艺规程,推荐格式见附录F表F·1(P71)。
③焊接试件的试验位置用:1G、2G、3G、4G、5G、5GX、6G、6GX;1F、2F、3F、4F等来表示。
④焊接方法改变,需要重新进行焊接工艺评定。
⑤母材主评定规则:a、类别的评定规则:除下列以外类别号、组别号改变要重新评定(螺柱焊、摩擦焊除外),对于SMAW、SAW、GMAW、GTAW、PAW的填丝工艺,Fe-1~Fe-5A高类别号母材相焊的评定,适用于该类别号母材与低类别号母材相焊。
b、组别评定规则,除下列外需要重新进行评定:同类别同组别;在同类别号中,高组别号母材评定适用于该高组号母材与低组别号母材相焊;组别号为Fe-1-2的母材评定,适用于组别号为Fe-1-1的母材。
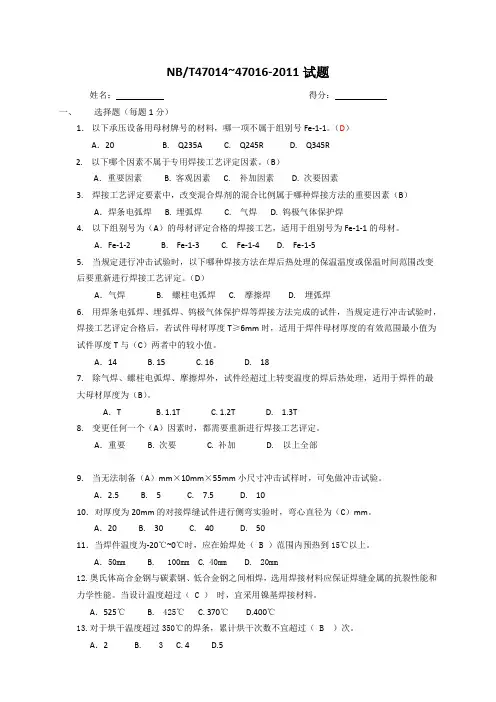
NB/T47014~47016-2011试题姓名:得分:一、选择题(每题1分)1.以下承压设备用母材牌号的材料,哪一项不属于组别号Fe-1-1。
(D)A.20 B. Q235A C. Q245R D. Q345R2. 以下哪个因素不属于专用焊接工艺评定因素。
(B)A.重要因素 B. 客观因素 C. 补加因素 D. 次要因素3. 焊接工艺评定要素中,改变混合焊剂的混合比例属于哪种焊接方法的重要因素(B)A.焊条电弧焊 B. 埋弧焊 C. 气焊 D. 钨极气体保护焊4. 以下组别号为(A)的母材评定合格的焊接工艺,适用于组别号为Fe-1-1的母材。
A.Fe-1-2 B. Fe-1-3 C. Fe-1-4 D. Fe-1-55. 当规定进行冲击试验时,以下哪种焊接方法在焊后热处理的保温温度或保温时间范围改变后要重新进行焊接工艺评定。
(D)A.气焊 B. 螺柱电弧焊 C. 摩擦焊 D. 埋弧焊6. 用焊条电弧焊、埋弧焊、钨极气体保护焊等焊接方法完成的试件,当规定进行冲击试验时,焊接工艺评定合格后,若试件母材厚度T≥6mm时,适用于焊件母材厚度的有效范围最小值为试件厚度T与(C)两者中的较小值。
A.14 B. 15 C. 16 D. 187. 除气焊、螺柱电弧焊、摩擦焊外,试件经超过上转变温度的焊后热处理,适用于焊件的最大母材厚度为(B)。
A.T B. 1.1T C. 1.2T D. 1.3T8. 变更任何一个(A)因素时,都需要重新进行焊接工艺评定。
A.重要 B. 次要 C. 补加 D. 以上全部9. 当无法制备(A)mm×10mm×55mm小尺寸冲击试样时,可免做冲击试验。
A.2.5 B. 5 C. 7.5 D. 1010.对厚度为20mm的对接焊缝试件进行侧弯实验时,弯心直径为(C)mm。
A.20 B. 30 C. 40 D. 5011.当焊件温度为-20℃~0℃时,应在始焊处( B )范围内预热到15℃以上。