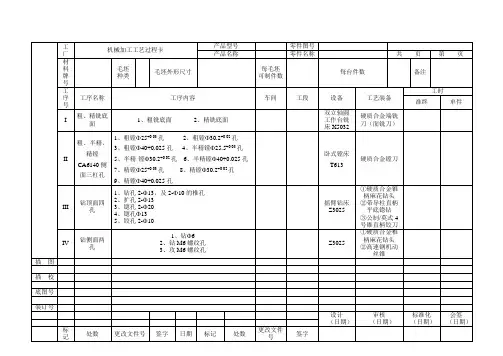
CA6140车床拨叉831008工序卡片
- 格式:doc
- 大小:656.50 KB
- 文档页数:12
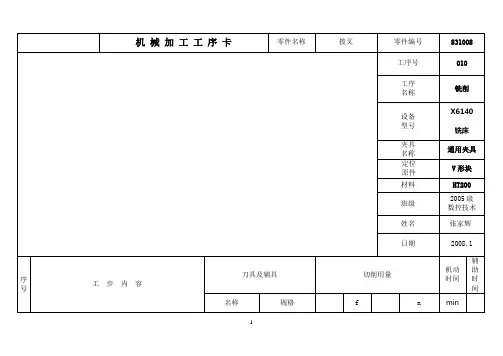
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 010 工序 名称 铣削
设备 型号
X6140
铣床 夹具 名称 通用夹具
定位 原件 V形块
材料 HT200 班级 2005级 数控技术
姓名 张家辉
日期 2008.1
序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 pa f cv n min
1 以φ32外圆为粗基准,粗铣φ20孔上端面,使其长度至39mm 端铣刀 W18Cr4V硬质合金钢YG6 1.5m0.16 119.3 475r/min 0.09 m mm/z m/min
2 以φ32外圆为粗基准,粗铣φ20孔下端面,使其长度至37mm,以及φ54的下端面 端铣刀 W18Cr4V硬质合金钢YG6
1.5mm 0.16
mm/z
119.3
m/min 475r/min 0.09
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008
工序号 020 工序 名称 铣削
设备 型号
X6140
铣床 夹具 名称 通用 夹具 定位 元件 V形块
材料 HT200 班级 2005级 数控技术
姓名 张家辉
日期 2008.1 序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 pa f cv n min
2 精铣φ20上表面,使其长度至36mm 端铣刀 W18Cr4V硬质合金钢YG6
1.0mm 0.16
mm/z
119.3
m/min 475r/min 0.09
3 精铣φ20下表面,使其长度至35mm 端铣刀 W18Cr4V硬质合金钢YG6 1.0mm 0.16 mm/z
119.3
m/min 475r/min 0.09
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件 编号 831008 工序号 030 工序 名称 铣削
设备 型号 钻床
夹具 名称 通用夹具
定位 元件 V形块
材料 HT200 班级 2005级 数控技术
姓名 张家辉 日期 2008.1
序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 0d f cv n min
1 以φ20孔的下端面为精基准,钻,扩,铰,精铰φ20孔,保证垂直精度达到IT7(扩钻) 麻花钻头 高速钢0d=19
2mm 0.48mm/r 15.4mm/r 272r/min 0.10
2 铰孔 铰刀 高速钢0d=20 0.5mm 0.48mm/r
15.4m
m/r 272r/min 0.10
3 精铰 铰刀 高速钢d0=20 IT7 0.48mm/z
15.4m
m/r 272r/min 0.10
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 040 工序 名称 铣削 设备 型号 钻床
夹具 名称 通用 夹具 定位 元件 一面两销、 压板
材料 HT200
班级 2005级 数控技术
姓名 张家辉 日期 2008.1
序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 0d f cv n min
1 以φ20内孔为精基准,钻,扩,铰,精铰,φ54的 孔,保证孔的精度达到IT13。(扩钻) 麻花钻头 高速钢φ=53mm 2mm 0.40 mm/r 19.5m/min 125r/min
2 铰孔 铰刀 高速钢φ=54 mm 0.5mm 0.40 mm/r 19.6m/min 125r/min
3 精铰 铰刀 高速钢φ=54mm IT7 0.40 mm/r 19.6m/min 125r/min 成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 050 工序 名称 铣削
设备 型号 组合 机床
夹具 名称 通用 夹具 定位 元件 V形 压板 材料 HT200
班级 数控技术
姓名 张家辉 日期 2008.1
序号 工 步 内 容 刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 0d f cv n min
1 铣断 圆盘铣刀 φ40mm、宽4mm 18mm 0.4mm/r 211m/min 475r/min 成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 060 工序 名称 铣削
设备 型号 XA5032卧式铣床 夹具 名称 通用 夹具 定位 元件 一销一面 一挡块 材料 HT200
班级 2005级 数控技术
姓名 张家辉
日期 2008.1 序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 0d f cv n min 1 以φ20孔的下端面为精基准,粗铣φ54孔的上表面 W18Cr4V硬质合金钢YG6 φ=40mm 2.5mm 0.10mm/r 117.8m/min 300r/min 0.216 成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 070 工序 名称 铣削
设备 型号 XA5032卧式铣床 夹具 名称 通用 夹具 定位 元件 一销一面 一挡块 材料 HT200
班级 2005级 数控技术
姓名 张家辉
日期 2008.1 序号 工 步 内 容 刀具及辅具 切削用量 机动时间 辅助时间 名称 规格 0d f cv n min 1 以φ20孔的下端面为精基准,精铣φ54孔的上下表面,保证端面相对孔的垂直度误差不超过0.07 W18Cr4V硬质合金钢YG6 φ=40mm 1.5mm 0.21mm/r 600.4mm/r 235r/min 0.216
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 080 工序 名称 铣削 设备 型号 钻床
夹具 名称 通用 夹具 定位 元件 一销一挡板 钻套 材料 HT200
班级 2005级 数控技术
姓名 张家辉 日期 2008.1 序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 f cv n min
1 以φ20孔的上端面为精基准,钻一个φ8的孔 麻花钻头 高速钢φ=4
0.22 mm/r 17.1
mm/r 1360r/min 0.02
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件 编号 831008 工序号 090 工序 名称 铣削
设备 型号
X6140
铣床 夹具 名称 通用 夹具 定位 元件 一销一挡板 钻套 材料 HT200
班级 2005级 数控技术
姓名 张家辉 日期 2008.1 序号 工 步 内 容
刀具及辅具 切削用量 机动时间 辅助时间
名称 规格 f cv n min
1 以φ20孔的上端面为精基准,钻一个φ4的孔 麻花钻头 高速钢φ=4 0.22mm/r 17.1mm/r 1360r/min
2 以φ20孔的上端面为精基准,攻M6的螺纹 丝锥 高速钢φ=4 1.5mm/r / 100 r/min
成都理工大学 机 械 加 工 工 序 卡 零件名称 拨叉 零件编号 831008 工序号 100 工序 名称 铣削
设备 型号
X6140
铣床 夹具 名称 通用 夹具 定位 元件 螺钉 压板 材料 HT200