机械加工工艺工序卡_粗铣拨叉脚两端面
- 格式:doc
- 大小:74.00 KB
- 文档页数:1
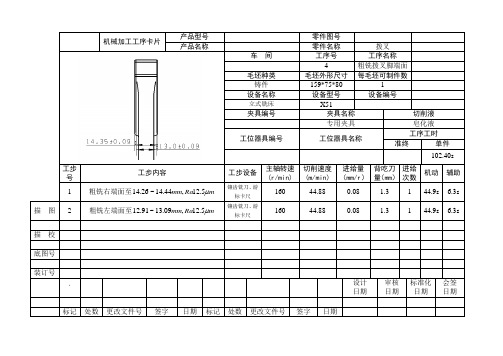

辽宁工程技术大学机械制造技术基础课程设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计班级:姓名:学号:指导教师:完成日期:任务书一、设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计二、原始资料(1) 被加工零件的零件图 1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图 1张2.毛坯图 1张3.编制机械加工工艺过程卡片 1套4.编制所设计夹具对应的那道工序的机械加工工序卡片 1套5.绘制夹具装配图(A0或A1) 1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。
(约5000-8000字) 1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天~21天,完成图纸和说明书的输出打印。
答辩五、指导教师评语该生设计的过程中表现,设计内容反映的基本概念及计算,设计方案,图纸表达,说明书撰写,答辩表现。
综合评定成绩:指导教师日期摘要机械制造技术基础课程设计是在完成生产实习的基础上,并且学完了机械制造技术和大部分专业课之后进行的又一个实践性教学环节。
也是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习。
这次设计的是拨叉,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
首先我们要熟悉零件和了解其作用,它主要用来改变其在齿轮轴上的位置进而改变速度。


机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
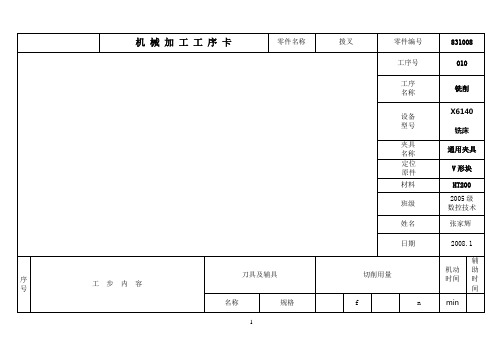
123456789101112机械制造工艺学制造工艺学课程设计课程设计说明书指导教师:设计者:机械制造工艺学课程设计任务书13题目: 设计”CA6140车床拨叉”零件的机械加工工艺规则及工艺装备内容: 1.零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1张4.结构设计装配图1张5.结构设计零件图1张6.课程设计说明书1份原始资料:拨叉零件图831008生产纲领10000件/年。
一零件的分析(一)零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ20021.0+孔与操纵机构相连,二下方的Φ54半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二)零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:⒈小头孔Φ20以及与此孔相通的8Φ的锥孔、M6螺纹孔14⒉以φ54为中心的加工表面这一组加工表面包括:φ540.46+的孔,以及其上下两个端面。
这两组表面有一定的位置度要求,即φ540.46+的孔上下两个端面与φ20021.0+的孔有垂直度要求。
⒊由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。
再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
二确定生产类型已知此拨叉零件的生产纲领为10000件/年,零件的质量是1.0Kg/个,查《机械制造工艺及设备设计指导手册》321页表15-2,可确定该拨叉生产类型为大批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。

机械加工工序卡片底图号装订号描校 描图晋中学院机械加工工艺卡片产品型号零部件图号产品名称零部件名称气门摇杆支座 共 页第 页车间 工序号 工序名 材料牌号 10 铣轴向槽 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可制件数每台件数铸件 1 1 设备名称 设备型号 设备编号同时加工件数卧式铣床X61321 夹具编号夹具名称 切削液 虎钳 工位器具编号工位器具名称工序工时准终单件1.96min工步号 工步内容 工艺装备主轴速度 r/min 切削速度m/min 进给量mm/r 背吃刀量mm 进给次数 工步工时 机动 辅助 1 铣3㎜轴向槽300 4.25 0.52 12 1设 计 (日期) 审核 (日期) 标准化(日期) 会签(日期)标记 处数 更改文件号签字 日期 标记 处数 更改文 件号 签字 日期机械加工工艺过程卡片描图描校底图号装订号晋中学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称调整臂外壳共1页第1页材料牌号KT350 毛坯种类铸件毛坯外形尺寸每毛坯可制件数1 每台件数 1 备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1粗铣凸台两端面粗铣两端面至34.031~33.969mm Ra12.5μmX51立式铣床高速钢套式面铣刀、游标卡尺、专用夹具35.88s 2半精铣凸台两端面半精铣两端面至32~31.83mmRa6.3μmX51立式铣床高速钢套式面铣刀、游标卡尺、专用夹具58.93s 3镗孔Ф62mmT716立式金刚镗床镗刀、游标卡尺、专用夹具62.1s4 铣槽26m+X51立式铣床铣刀、游标卡尺38.5s 5铣舌台两面粗铣、半精铣至12~11.76mmRa6.3μmXA613卧式铣床高速钢套式面铣刀、游标卡尺、专用夹具94.81s 6钻Ф12mm孔钻、粗铰孔至12.18~12.16mmRa6.3μmX525立式钻床复合麻花钻、铰刀内径千分尺16.56s 7钻孔5XФ4.3mm台式小钻床麻花钻31.87s 8钻Ф13mm孔并钻沉头孔钻孔至13.12~13mm Ra25μmX525立式钻床复合麻花钻33.12s 9钻孔Ф13.8mm钻孔至13.92~13.8mm Ra25μmX525立式钻床复合麻花钻23.01s 10钻M10螺纹底孔钻底孔X525立式钻复合麻花钻77.56s 11钻Rc1/8锥螺纹底孔钻底孔X525立式钻床复合麻花钻77.95s12 攻丝攻丝13 去毛刺钳工台14 清洗清洗机15 终检设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。