CA6140拨叉831002课程设计工序卡
- 格式:doc
- 大小:1003.50 KB
- 文档页数:14
![CA6140车床拨叉[831002]机械加工工艺及精铣槽16H11夹具设计课程设计说明书](https://uimg.taocdn.com/7f815cc3102de2bd960588e6.webp)
题目:拨叉工艺(工装)设计目录任务书 (3)第1章. 零件分析 (5)1.1 零件的作用 (5)1.2 零件的工艺分析………………………………………5--61.3 零件的技术条件分析 (6)第2章. 选择毛坯、确定毛坯尺寸、设计毛坯图 (6)2.1 选择毛坯 (6)2.2 确定零件的加工余量 (6)2.3 设计毛坯图 (7)第3章. 机械加工工艺过程 (7)3.1 基准的选择 (7)3.2 表面加工方法的选择 (8)3.3 拟定机械加工工艺路线…............................................8--103.4 加工方案的比较与优化...................................10--11 第4章. 工序设计 (11)4.1 选择加工设备 (11)4.2 选择刀具、量具及夹具 (11)4.3 确定切削用量及基本工时………………………… ..11--134.4 确定工序尺寸...............................................13--14 第5章夹具设计.. (14)5.1 本工序的加工要求与应限制的自由度 (14)5.2 确定定位方案及定位误差的分析与计算……….14--155.3 夹紧方案确定及夹紧装置的选择设计…………15--185.4 确定夹具的对刀(或导向)装置………………18--195.5 夹具上其它装置的设计…………….……………19--215.6 夹具体的设计 (21)5.7 夹具技术条件的制定 (21)5.8 夹具的操作说明 (21)参考文献 (22)心得体会 (23)附录:1、机械加工工艺过程卡一套2、机械加工工序卡一张3、夹具总装图一张4、夹具体工作图一张课程设计任务书课程名称机械制造技术基础题目设计拨叉机械加工工艺工装第一章零件的分析1.1零件的作用题目所给的零件是CA6140车床的拨叉。
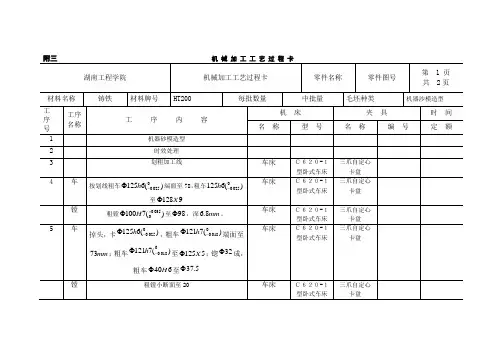
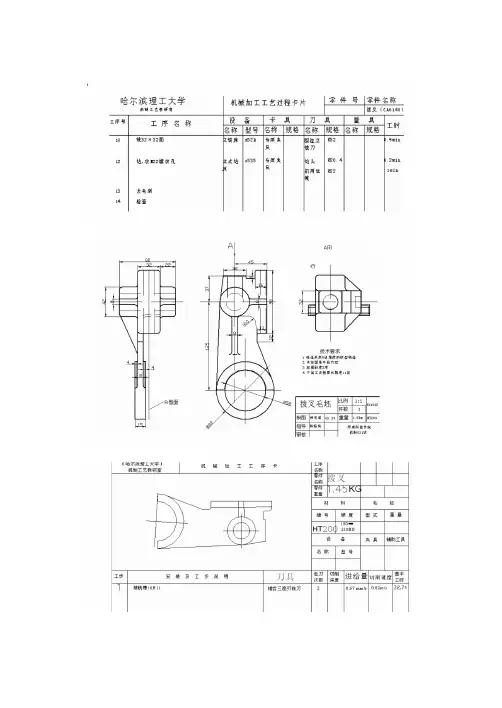
附三 机 械 加 工 工 艺 过 程 卡湖南工程学院机械加工工艺过程卡零件名称 零件图号第 1 页 共 2页材料名称 铸铁材料牌号HT200每批数量中批量毛坯种类机器沙模造型工 序 号 工序 名称 工 序 内 容机 床夹 具时 间 名 称型 号 名 称 编 号 定 额 1 机器砂模造型 2 时效处理3 划粗加工线车床 C620-1型卧式车床 三爪自定心卡盘 4车按划线粗车)(61250025.0-Φh 端面至78,粗车)(61250025.0-h 至9128X Φ车床C620-1型卧式车床 三爪自定心卡盘镗 粗镗)(7100035.00+ΦH 至98Φ,深mm 8.6。
车床 C620-1型卧式车床 三爪自定心卡盘 5车掉头,卡)(61250025.0-Φh ,粗车)(71210018.0-Φh 端面至mm 73;粗车)(71210018.0-Φh 至5125X Φ;锪32Φ成,粗车640H Φ至5.37Φ车床C620-1型卧式车床三爪自定心卡盘镗粗镗小断面至20车床C620-1型卧式车床 三爪自定心卡盘6 车掉头,卡)(71210018.0-Φh ,半精车)(61250025.0-Φh 端面至71mm ;半精车)(61250025.0-Φh 外圆至5.125ΦX9 车床C620-1型卧式车床 三爪自定心卡盘镗 半精镗)(7100035.00+ΦH 至5.99Φ,深mm 7。
车床 C620-1型卧式车床 三爪自定心卡盘 7车掉头,卡)(61250025.0-Φh ,半精车)(71210018.0-Φh 端面至69;半精车)(71210018.0-Φh 外圆至5.121ΦX5半精车640h Φ孔至5.39Φ。
车床C620-1型卧式车床三爪自定心卡盘镗 半精镗小断面至16车床 C620-1型卧式车床 三爪自定心卡盘 8 镗 精镗)(7100035.00+ΦH 成车床 C620-1型卧式车床三爪自定心卡盘9 钻 钻孔5.17Φmm ,钻孔mm 73Φ-钻床 Z3080×25摇臂钻床专用夹具 10钻钻孔,76mm Φ-钻螺纹底孔54M ⨯。
一、绪论 (7)二、机床夹具概述 (7)2.1夹具的现状几生产对其提出新的要求 (8)2.2现代夹具的发展发向 (9)2.3机床夹具及其功用 (10)2.3.1机床夹具 (10)2.3.2机床夹具的功能 (10)2.4机床夹具在机械加工中的作用 (11)2.5机床夹具组成和分类 (12)2.6机床夹具的分类 (12)1、按夹具的通用特性分类 (13)2、按夹具使用的机床分类 (14)2.7机床夹具设计特点 (15)2.8机床夹具的设计要求 (16)三、零件分析 (16)3、1 零件的作用和装配关系 (16)3、2 的材料、结构特点和主要工艺问题 (17)四、明确生产类型和工厂条件 (19)4.1:确定工艺的基本特征 (19)五、工艺方案的拟定 (19)5、1 制造方法和毛坯余量的确定 (19)5、2 基准选择 (20)5、3 工艺路线的制定 (20)六、机械加工余量、工序尺寸及毛皮尺寸的确定 (24)七、夹具设计 (42)7、1问题的提出 (42)7、2夹具设计 (42)7.3:切削力及夹紧力的计算 (43)7、4定位误差分析 (43)7、5夹具设计及简要操作说明 (40)总结 (46)致谢 (47)参考文献 (48)2.3机床夹具及其功用2.3.1机床夹具夹具是一种装夹工件的一种工艺装备,它广泛地应用于机械制造过程的切削加工,热处理装配,焊接和检测等工艺过程中。
在金属切削机床工件是使用的夹具称为机床夹具,在现代生产过程中,机床夹具是一种不可缺少的工艺装备,它直接影响着加工的精度,劳动生产率和产品的制造成本等,故机床夹具的设计在企业产品设计和制造以及生产技术装备中占有极其主要的地位。
机床夹具设计是一项重要的技术工件。
2.3.2机床夹具的功能在机床上应用夹具装夹工件时,其主要功能是使工件定位和夹紧。
1.机床夹具的主要功能机床夹具的主要功能是装夹工件,使工件装夹中的定位和夹紧。
(1)、定位确定工件在夹具中占有正确的位置的过程,定位是通过工件定位基准而与夹具定位元件的定位面接触成配合实现的正的定位可以保证加工面的尺寸和位置的精度要求。
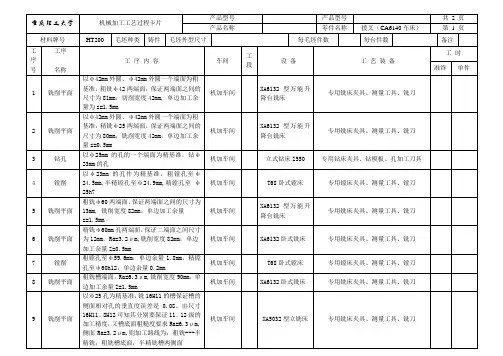
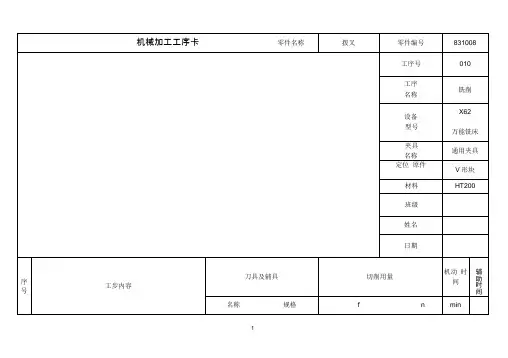
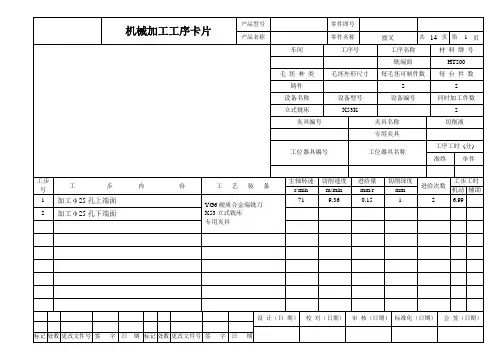
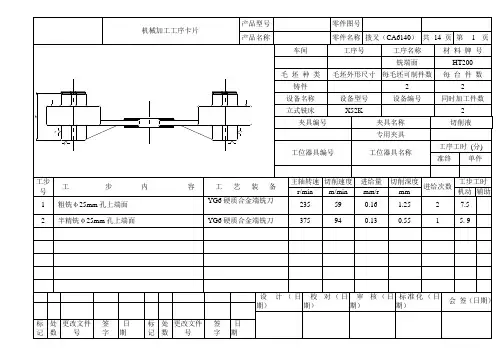
重庆理工大学机械加工工艺过程卡片产品型号产品型号共 2 页产品名称零件名称拨叉(CA6140车床)第 1 页材料牌号HT200 毛坯种类铸件毛坯外型尺寸每毛坯件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,粗铣φ42两端面,保证两端面之间的尺寸为81mm,切削宽度42mm, 单边加工余量为z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀2 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,精铣φ25两端面,保证两端面之间的尺寸为80mm,铣削宽度42mm,单边加工余量z=0.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀3 钻孔以φ25mm的孔的一个端面为精基准,钻φ23mm的孔机加车间立式钻床Z550 专用钻床夹具、钻模板、孔加工刀具4 镗削以φ23mm的孔作为精基准,粗镗孔至φ24.5mm,半精镗孔至φ24.9mm,精镗孔至φ25h7机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀5 铣削平面粗铣φ60两端面,保证两端面之间的尺寸为13mm, 铣削宽度82mm,单边加工余量z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀6 铣削平面精铣φ60mm孔两端面,保证二端面之间尺寸为12mm,Ra=3.2μm,铣削宽度82mm,单边加工余量Z=0.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀7 镗削粗镗孔至φ59.6mm,单边余量1.8mm,精镗孔至φ60h12,单边余量0.2mm机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀8 铣削平面粗铣槽端面,Ra=6.3μm,铣削宽度90mm,单边加工余量Z=1.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀9 铣削平面以φ25孔为精基准,铣16H11的槽保证槽的侧面相对孔的垂直度误差是0.08。
综合课程设计计算说明书设计题目:“CA6140车床拨叉”零件的机械加工工艺及工艺设备专业班级:学生姓名:指导老师:日期:目录一、工艺规程设计………………………………………………………1.计算生产纲领,确定生产类型…………………………………2.零件分析……………………………………………………………3.确定毛坯的制造方法………………………………………………4.拟定拨叉工艺路线…………………………………………………5.确定机械加工余量、工序尺寸及毛坯尺寸………………………6.确定切削用量及基本工时…………………………………………二、夹具的设计………………………………………………………………三、参考资料…………………………………………………………………四,设计小结…………………………………………………………………一:工艺规程设计设计题目:拨叉CA6140零件工艺规程及工装设计1、计算生产纲领,确定生产类型:该零件是CA6140车床上的拨叉,按照老师的要求,设计此零件为中批量生产。
2、零件分析:2.1、零件的作用:拨叉是一种辅助零件,通过拨叉控制滑套与旋转齿轮的接合。
滑套上面有凸块,滑套的凸块插入齿轮的凹位,把滑套与齿轮固连在一起,使齿轮带动滑套,滑套带动输出轴,将动力从输入轴传送至输出轴。
摆动拨叉可以控制滑套与不同齿轮的结合与分离,达到换档的目的。
分析这种动力联接方式可知,车换档时要减速,这样可以减少滑套与齿轮之间的冲击,延长零件的使用寿命。
2.2、零件的工艺分析根据零件图的尺寸及其精度要求,可以先加工A面及Φ22底孔,而后其它表面的加工以这两个表面为精基准进行。
3、确定毛坯的制造方法零件材料为HT200灰铸铁,考虑到零件需加工表面少,精度要求不高,有强肋,且工作条件不差,既无交变载荷,又属于间歇工作,故选用金属型铸件,以满足不加工表面的粗糙度要求及生产纲量要求。
零件形状简单,因此毛坯形状需与零件的形状尽量接近,又因内孔很小,不可铸出。