热轧带钢氧化铁皮问题
- 格式:doc
- 大小:18.50 KB
- 文档页数:2
热轧带钢氧化铁皮控制技术要点摘要:氧化铁皮是钢坯在加工过程中所产生的一种物质,会对钢坯质量产生直接影响,所以必须明确氧化铁皮产生的具体原因,才能够制定科学的控制技术方案,将氧化铁皮产生的质量影响进行控制,是提高热轧带钢加工生产质量的有效方式。
因此,本文详细介绍了热轧带钢氧化铁皮的具体分类、形成机理以及组成,对氧化铁皮产生的影响因素进行全面分析,并阐明了氧化铁皮的控制技术要点,旨在进一步提高炼钢技术水平。
关键词:热轧带钢;氧化铁皮;控制技术;关键要点;发展我国钢铁行业发展受到很大阻碍,在国家政策的要求下,钢铁材料加工能耗不断提升,使得钢铁行业经济效益受到很大影响。
当前钢铁加工需要使用“减酸洗”甚至“免酸洗”的原材料产品,为了满足该需求,我国钢铁厂开始研发热轧免酸洗钢生产技术,其研究重点为发展氧化铁皮控制技术,在热轧过程中,氧化铁皮的压入是热轧带钢表面出现斑点等质量问题的主要原因,所以必须采用科学的控制技术,才能够降低氧化铁皮对钢材的质量影响,从而提高生产经济效益。
1热轧带钢氧化铁皮分类根据热轧带钢氧化铁皮产生的过程可以分为钢坯在加热炉内产生的一次氧化铁皮、进入精轧机组前生成的二次氧化铁皮以及精轧机组和冷却过程中产生的三次氧化铁皮。
在加热炉内产生的一次氧化铁皮厚度一般在1mm足有,随着加热时间的提高以及加热温度的提升,钢坯氧化铁皮的厚度也会不断增加,从而形成一层氧化铁皮覆盖在钢坯表面,通常会在除鳞箱内采用高压水将氧化铁皮去处;二次氧化铁皮通常在进入粗轧机前在除鳞箱和精轧机前采用高压水去除;三次氧化铁皮一般在轧制期间采用铁磷抑制剂、精轧温度控制以及卷取温度等方式对氧化铁皮的厚度进行控制,最后采用喷丸工艺将其去除[1]。
2热轧带钢氧化铁皮产生机理分析通常情况下,纯铁的氧化过程为铁→氧化亚铁(含氧量23.25%)→四氧化三铁(含氧量为27.64%)→氧化铁(含氧量30.04%)。
在对铁氧系热力学的分析中表明,铁在氧化过程中会形成许多独立物质,比如富氏体、铁内氧化物固溶体以及氧化固溶体等[2]。
热轧带钢氧化铁皮控制研究摘要:经过改革开放,我国经济得到了快速发展,尤其是钢铁生产工艺获得了比较快速的发展。
目前工业产业的快速发展,使得工艺制造企业的产品换代速度快速增加。
以前的冷轧钢生产技术在工业生产中应用相当普遍,随着工艺水平的提高,越来越多企业使用热轧钢替代冷轧钢。
但是热轧钢表面易出现氧化铁皮缺陷,因此如何提升热轧钢抗氧化能力已经成为了工艺生产的重点。
关键词:热轧带钢;氧化铁皮;控制技术;发展;氧化铁皮是一种带钢表面质量缺陷,热轧带钢表面氧化铁皮的控制,已成为衡量热轧产品质量的主要指标。
一、热轧带钢表面氧化铁皮的分类热轧带钢表面的氧化铁皮按热轧生产过程可以分成3种形态:(1)钢坯在加热炉内形成的一次氧化铁皮;(2)在进入精轧机组前形成的二次氧化铁皮;(3)在精轧机组和后续冷却过程中形成的三次氧化铁皮。
在加热炉内形成的氧化铁皮厚度一般在0.5-3.0 mm。
随着加热时间的延续和加热温度的升高,铸坯表面的氧化铁皮的厚度也逐渐增加,形成一层皮壳包裹在钢坯表面。
钢坯在加热炉内产生的一次氧化铁皮在轧制前,一般用轧机前的除鳞箱中的高压水将其去除。
二次氧化铁皮一般是由粗轧机前的高压水除鳞箱和精轧机前的高压水除鳞箱去除。
三次氧化铁皮可以通过在轧制过程中精轧机组投入铁鳞抑制水、控制精轧轧制温度和卷取温度等的措施来调整其氧化铁皮的厚度及与带钢基体结合的状态,在使用前再通过喷丸或酸洗等工序去除。
二、氧化铁皮生成的影响因素及控制措施1.影响一次氧化铁皮的生成和生长的重要因素有加热温度、加热时间、炉内气氛、钢种以及化学成分等。
(1)加热温度,钢的表面氧化速度随着加热温度的升高而加快,当温度在700℃以下时,氧化速度较慢;当温度达到700℃以上时钢表面氧化速度明显加快;900~1 300℃时钢表面激烈氧化,设900℃时氧化速度为1,则1 000℃时氧化速度将为2,1100℃时氧化速度为3.5,到1 300℃时氧化速度将高达7;上述氧化速度可用公式(1)来描述:(1)式中,h,w,L———板坯厚度、宽度和长度;M———单位质量板坯氧化铁皮的损失质量;t———生成氧化铁皮的时间;T———板坯温度;ρ———板坯密度;a,b———与钢种和炉内气氛有关常数。
首钢热轧2250粗轧区对带钢氧化铁皮产生的控制措施王建功(首钢京唐钢铁联合有限责任公司热轧部,唐山曹妃甸 063200)摘要:本文介绍了氧化铁皮的分类和组成,并结合首钢热轧2250粗轧区采取的除鳞工艺技术阐述了对板坯在粗轧制过程中产生氧化铁皮的控制措施。
关键词:热轧粗轧;氧化铁皮;措施PREVENTION MEASURES OF SCALE FORMATION ON HOT ROLLED STRIP IN ROUGH ROLLING AREA OF 2250 HOT-ROLLING OF SHOUGANGWang Jian gong(Shou Gang Jing Tang Iron&Steel Co.,Ltd.,Hot Rolling Department)Abstract:The paper gives types and compositions of the scale. Besides, some suggestions are put forward to, referencing the descaling technology adopted the rough rolling area of 2250 hot-rolling of shougang, preventing scale formation in the rough rolling area.Key words:hot-rolling roughing;scale;measures1 引言随着国内热轧带钢轧制技术的飞速发展,热轧产品各方面的指标也在不断提高,因此越来越多的外观结构件也在使用热轧产品来制作,进而用户对热轧带钢的表面质量要求也越来越高,从而使影响带钢表面质量的氧化铁皮缺陷问题愈加突出。
板坯在粗轧区的轧制过程中会通过粗除鳞机和轧机上除鳞水将一次氧化铁皮和二次氧化铁皮除掉,但如果由于除鳞水压力波动、除鳞喷嘴堵塞及连续道次不除鳞等原因导致氧化铁皮在粗轧区除不净,会增加精轧机组除鳞困难,甚至严重影响带钢后续的表面质量进而给公司带来严重的经济损失。
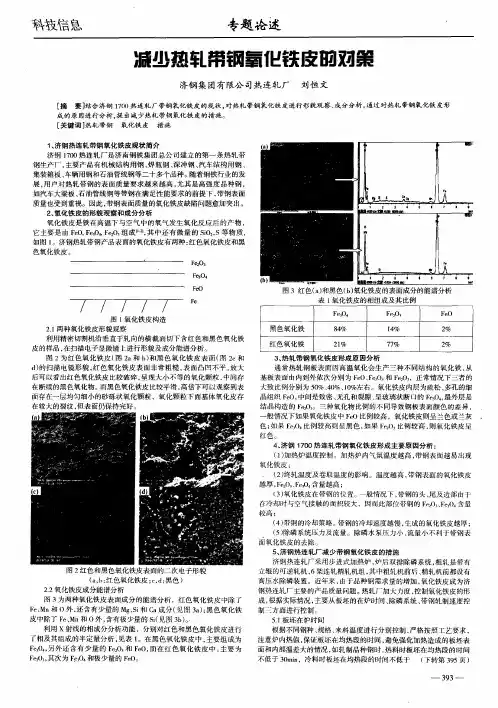
氧化铁皮的成因及消除方法氧化铁皮氧化铁皮的形成过程也是氧和铁两种元素的扩散过程,氧由表面向铁的内部扩散,而铁则向外部扩散。
外层氧的浓度大,铁的浓度小,生成铁的高价氧化物;内层铁的浓度大,而氧的浓度小,生成氧的低价氧化物。
所以氧化铁皮的结构是分层的。
一般氧化铁皮的层次有三层:最外一层为Fe2O3 ,约占整个氧化铁皮厚度的10%,其性质是:细腻有光泽、松脆、易脱落;并且有阻止内部继续剧烈氧化的作用;第二层是Fe2O3和FeO的混合体,通常写成Fe3O4,约占全部厚度的50%;与金属本体相连的第三层是FeO,约占氧化铁皮厚度的40% ,FeO的性质发粘,粘到钢料上不易除掉。
氧化铁皮的厚度可利用一下关系式计算:(3-6)式中:a—钢的表面烧损量,kg/m2;氧化铁皮可分为一次氧化铁皮、二次氧化铁皮、三次氧化铁皮和红色氧化铁皮。
3.2.1一次氧化铁皮钢在热轧前,往往要在1100~1300℃加热和保温。
在此温度下,钢表面于高温炉气接触发生氧化反应,生成1~3mm厚的一次鳞以及由粗轧侧压不充分、除鳞不彻底所致。
该一次鳞也称为一次氧化铁皮。
一次鳞的内部存在有较大的空穴,一次氧化铁皮为灰黑色鳞层,呈片状覆盖在钢板表面。
鳞层主要成分由磁铁矿(Fe3O4)组成。
3.2.2二次氧化铁皮热轧钢坯从加热炉出来后,经高压水除去一次鳞后,即表面氧化铁皮脱落,进行粗轧。
在短时间的粗轧过程中钢坯表面与水和空气接触,钢坯表面产生了二次鳞,也称为一次氧化铁皮。
二次鳞受水平轧制的影响厚度较薄,钢坯与鳞的界面应力小,所以剥离性差。
如果喷射高压水不能完全除去二次鳞,鳞残留在钢板表面的情况下进行精轧,产品表面就会出现缺陷。
二次氧化铁皮为红色鳞层,呈明显的长条、压入状,沿轧制方向带状分布,鳞层主要成分由方铁矿(FeO)、赤铁矿(Fe2O3)等微粒组成。
3.2.3三次氧化铁皮热轧精轧过程中,带钢进入每架轧机时都将产生表面氧化铁皮层。
轧制后通过最终的除鳞或在每架轧机之间时还将再次产生氧化铁皮。
浅析热轧带钢氧化铁皮的控制措施刘岩松摘要:氧化铁皮是影响热轧带钢表面质量的重要因素之一,国内各研究机构和钢厂都进行分析研究,本文结合本钢1700mm热轧生产线状况,分析产生的原因并实施有效的调控措施,减少氧化铁皮产生的数量,提高产品表面质量。
关键词:氧化铁皮;表面质量;负荷分配;加热工艺0.引言长久以来,热轧带钢的氧化铁皮缺陷一直是热轧产品最主要也是最难以控制的表面质量缺陷。
国内各条热轧生产的工程技术人员、产品研发人员结合自身产线的特点一直并长期进行着研究。
其中,本钢1700线由于设备超期服役,部分设备设计老旧、能力弱等原因,带钢表面氧化铁皮缺陷更为突出。
氧化铁皮缺陷会导致热轧商品带钢表面喷漆后出现色差,冷轧或车轮钢等酸洗后会留下麻点、麻坑或色差,对产品的表面质量影响较大,严重影响本钢热轧产品的产品形象[1]。
每个月带钢表面氧化铁皮缺陷造成的质量返修品和降级品,以及由于非计划换辊和在线工艺调整的停机时间,对生产连续性和运行成本造成较大影响。
并且,1700mm生产线钢卷头部下表面50m内铁皮是困扰一热分厂产品质量的顽疾。
为此,对本钢1700mm热轧生产线氧化铁皮产生的原因进行了研究分析,锁定主要原因,实施有效措施,提高产品质量,降低生产成本。
1.氧化铁皮产生的原因及控制措施1.1 温度系氧化铁皮原因及措施1.1.1 产生原因板坯在加热炉内加热过程中,炉内氧化气氛的影响特别是在均热段炉门处吸入空气后增加炉内含氧量,造成板坯表面形成生成约2mm厚的氧化铁皮,称为一次氧化铁皮或一次鳞,正常情况下此类氧化铁皮可以通过粗轧前高压水除鳞装置正产清除掉。
但加热温度过高或均热段“急火”烧钢导致的一次氧化铁皮缺陷,在高压除鳞中难以除掉,而冷却后的氧化铁皮的硬度大于热坯硬度[2],导致氧化铁皮压入。
加热温度过高会造成铁皮压入缺陷,同样板坯出炉温度过低,在轧制的过程中会由于轧机负荷过大或轧机震荡,造成轧辊氧化膜脱落附着在钢板表面形成氧化铁皮缺陷(辊生氧化铁皮)。
热轧带钢表面质量缺陷原因分析
热轧带钢表面质量缺陷是生产过程中常见的问题之一,严重影响了带钢的质量和使用价值。
本文将从原材料、轧制工艺和设备、操作和管理等方面分析热轧带钢表面质量缺陷的原因。
一、原材料原因
1. 原材料表面氧化:在钢材表面形成一层氧化层后,热轧过程中氧化物会被热压入钢材表面,形成氧化皮等表面缺陷。
2. 原材料不洁:原材料表面存在包括铁锈、油污、尘埃等杂质,这些杂质会贴附在钢材表面,导致轧制过程中产生磨损、划痕等表面缺陷。
3. 原材料品种不同:不同品种的钢材具有不同的化学成分和组织结构,可能会导致热轧过程中表面缺陷的产生。
二、轧制工艺和设备原因
1. 轧辊磨损:轧辊表面磨损严重会导致带钢表面产生凸起、凹陷、毛边等缺陷,影响其表面平整度。
2. 轧制工艺参数不合理:如轧制温度过高或过低、轧制过程中冷却方式不当等都会导致带钢表面质量缺陷的产生。
3. 设备故障:如备料、切头机、冷却设备等故障都会导致带钢表面质量缺陷的产生。
三、操作和管理原因
1. 操作不规范:包括操作人员操作不当、操作流程不规范、轧制速度过快等都会导致带钢表面质量缺陷的产生。
2. 维护不及时:设备、工具的保养和维护不及时,会加速设备磨损和老化,导致质量缺陷的产生。
3. 质量控制不严格:生产过程中缺乏严格的质量控制和检测,导致质量缺陷的产生无法及时发现和纠正。
热轧带钢氧化铁皮问题
一、 氧化铁皮的形成:氧化铁皮是钢坯在加热或热轧状态进行加工
时形成的附着在表面上的金属氧化物。这层氧化物可能是致密的
四氧化三铁,也可能是疏松的氧化亚铁。氧化铁皮约5-15微米厚,
最外层是三氧化二铁占1%,中间层是四氧化三铁占4%,最内层为
氧化亚铁占95%。高温下氧化铁皮形成激烈,当温度低于570℃时
氧化铁皮基本停止形成。
二、 氧化铁皮厚度及结构的影响因素:
1) 终轧温度及卷取温度:一般控制轧制温度在850℃左右,温度
越高,带钢上的氧化皮越厚,且氧化铁皮中难容的三氧化二铁
和四氧化三铁含量较高。
2) 带钢规格:带钢厚度越厚,表面铁皮越厚。窄带钢表面的氧化
铁皮是典型的三层结构。
3) 氧化铁皮在钢卷中位置:带钢头、尾及边部在冷却时与空气接
触大,氧化铁皮结构中的三氧化二铁和四氧化三铁含量相对较
高。
4) 冷却方式:带钢冷却速度越慢,生产的氧化铁皮越厚,且氧化
铁皮中难溶的三氧化二铁和四氧化三铁含量较高。
三、氧化铁皮的性质:
1) 紧密度:氧化铁皮内层是疏松而多孔的细结晶组织,主要由氧
化亚铁组成;中间层是致密、无孔和裂缝、成玻璃状断口的磁
性氧化铁(四氧化三铁);外层是结晶结构的氧化铁(三氧化二
铁)。
2) 内应力:内应力小于氧化铁的强度时,氧化铁皮便产生裂缝;
当内应力大于氧化铁皮同金属表面的附着力时,氧化铁皮就会
从金属表面上脱落下来。基本铁表面越粗糙,内应力越大,氧
化铁皮破碎和脱落的可能性就越大。
3) 附着力:附着力一般用破坏应力来衡量,附着力越大,破坏应
力越大;附着力越小,破坏应力越小。最外层三氧化二铁占破
坏应力约为10MPa,中间层四氧化三铁破坏应力约为40MPa,最
内层氧化亚铁破坏应力约为0.4MPa。
四、减少氧化铁皮的措施:
1) 通过降低加热温度、减少在炉时间、调节炉内气氛为偏还原性
气氛,抑制炉生氧化铁皮生成。
2) 通过提高除鳞水压力,调整优化水嘴高度、角度,提高立辊侧
压能力减少粗轧氧化铁皮。
3) 降低辊生氧化铁皮措施:采用抗热裂性好的轧辊材质,采用合
理的磨削制度,及时彻底的去除轧辊表面残余裂纹;采用润滑
轧制,提高轧辊表面质量,降低机架单位轧制力,防止因单位
轧制力过大导致轧辊表面裂纹扩展而产生辊生氧化铁皮;轧辊
冷却水机架入口水量小于出口水量,加大中间机架轧辊冷却水
量,保证轧辊迅速冷却;进精轧温度≤1030℃,降低精轧上游
机架辊温。
4) 精轧机架侧喷水投入,可减少氧化铁皮压入。
5) 提高保护渣质量,减少保护渣卷入,保证钢坯除鳞效果可减少
保护渣铁皮。
6) 优化钢坯的化学成分,不影响力学性能和其他性能的基础上,
尽量减少C、Si元素含量,提高Mn、AL含量,对热轧厂减少氧
化铁皮更为切实有效。