热轧钢板红色氧化铁皮的分析
- 格式:pdf
- 大小:75.50 KB
- 文档页数:3
热轧带钢表面红锈成因分析摘要:近年来,随着市场经济的发展,用户对产品质量的要求越来越高,钢铁行业也是如此。
热轧带钢表面的红鳞即红锈一直是影响产品表面质量的常见问题之一。
对这一问题及其解决方法的研究已引起轧钢工人的重视。
2001年,某企业对这一问题进行了专题研究。
目前已取得明显成效,但仍有一些不明确的问题需要进一步研究。
关键词:热轧带钢;红锈成因;问题;对策引言热轧卷表面通常为蓝灰色,光滑有光泽。
然而,由于不同钢材的化学成分和轧制工艺不同,钢板表面有时会出现红锈(俗称红锈),不仅影响产品的外观,而且加剧了轧辊的磨损,导致钢板表面质量受到氧化皮的影响。
在热轧过程中,FeO主要形成在钢板表面。
在较高的温度下,FeO带在工件下具有较高的塑性,不会随着基体的变形而断裂。
表1钢种的成分元素C Mn S P Si0.09 1.90.0050.0100.46含量,%但在低温轧制时,FeO会破碎,与空气接触的比表面积增大,然后继续氧化。
为Fe2O31试验结果缺陷部位的宏观形貌如图1所示,可以清楚地看到钢基体表面附着一层氧化铁。
图1缺陷部位宏观形貌用扫描电镜和能谱仪对缺陷和正常零件进行了分析,结果如图2和图3所示。
从图中可以看出,氧化皮中的硅含量明显高于正常部分,达到0.99%,而熔炼成分中的铁含量一般控制在0.25%左右。
对标本进行切割和抛光。
板表面和中心附近的显微组织为珠光体+铁素体,如图4和图5所示。
图2缺陷部位能谱分析图3正常部位能谱分析图4板面部位组织图5心部组织2原因分析2.1机理分析从图2和图3可以明显看出,缺陷部位的硅含量高于正常部位。
当硅含量大于0.25%时,热轧钢板易结垢,难以去除。
在高温加热过程中,硅和铁容易在氧化皮和钢基体之间形成层状的2FeO·SiO2,其凝固温度为1709℃。
在热轧除鳞过程中,界面温度使2FeO·SiO2由液相降低到固相。
熔融状态形成后,会侵入鳞片和钢基体,形成楔形,导致氧化鳞片剥落性能差。
热轧钢板表面红色氧化铁皮缺陷成因分析1 前言热轧板卷的表面通常呈蓝灰色,并且表面光滑,具有一定的光泽。
但是由于不同钢种的化学成分与轧制工艺不同,有时候钢板表面会出现红色氧化铁皮(俗称红锈),这既影响产品的外观,又会造成轧辊的磨损加重,导致钢板因铁皮的压入而影响表面质量,在热轧过程中,板带表面基本形成以FeO为主的氧化铁皮,FeO在较高温度条件下具有较高的塑性,可以随基体发生变形而不破碎。
但在低温轧制时,FeO会发生破碎,使接触空气的比表面积增大,从而被继续氧化成 Fe2O3 。
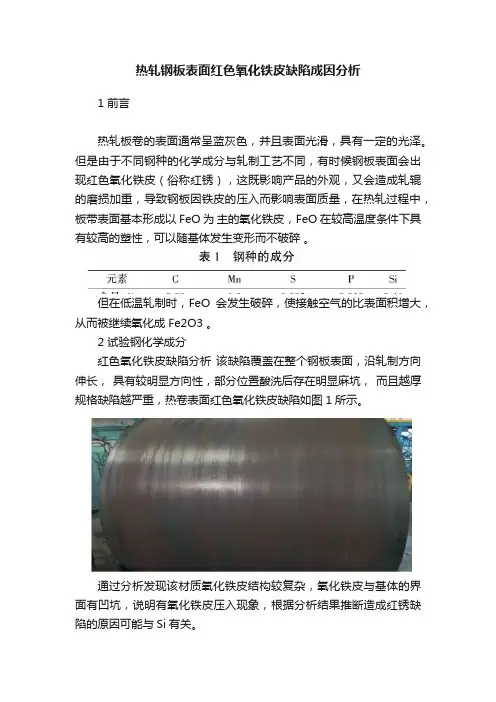
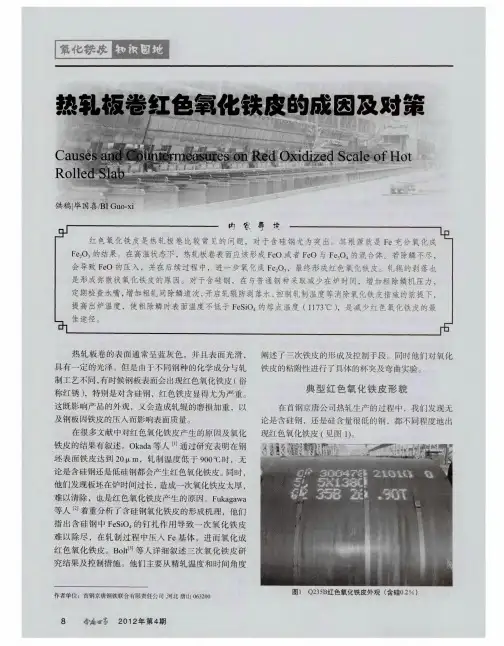
2 试验钢化学成分红色氧化铁皮缺陷分析该缺陷覆盖在整个钢板表面,沿轧制方向伸长,具有较明显方向性,部分位置酸洗后存在明显麻坑,而且越厚规格缺陷越严重,热卷表面红色氧化铁皮缺陷如图1所示。
通过分析发现该材质氧化铁皮结构较复杂,氧化铁皮与基体的界面有凹坑,说明有氧化铁皮压入现象,根据分析结果推断造成红锈缺陷的原因可能与Si有关。
为进一步确认该缺陷与板坯表面质量的对应关系,对板坯进行了跟踪,通过观察发现板坯过炉除鳞后表面存在黑色斑块缺陷(如图2所示)为分析加热炉板坯“黑斑”对氧化铁皮的影响,将过炉除鳞后板坯剔除,采用扫描电镜进行板坯表面氧化铁皮分析(如图3所示),为分析造成板坯表面缺陷的原因进行了扫描电镜分析。
通过分析确定氧化铁皮种类为FeO和FeSiO4,可知红色氧化铁皮缺陷与板坯表面“黑斑” 缺陷存在对应关系,为去除该缺陷需重点控制板坯表面的黑斑。
3红色氧化皮缺陷控制措施3.1 热轧氧化铁皮形成机理氧化铁皮的形成过程是由铁和氧两种元素的扩散过程,氧由表面向铁的内部扩散,而铁则向外部扩散。
氧化反应外层氧的浓度大,铁的浓度小,生成铁的高价氧化物,内层铁的浓度大,而氧的浓度小,生成氧的低价氧化物,O2与钢的反应:3.2加热温度对红色氧化铁皮的影响根据文献要消除或减轻铸坯表面的氧化铁皮缺陷最有效的办法是提高出炉温度,使得板坯在炉后除鳞时表面温度高于FeSiO4的熔点,使其呈液态。
本文摘自再生资源回收-变宝网()氧化铁皮的应用及分类变宝网8月31日讯氧化铁皮的结构是分层的,也是由氧和铁组成的,氧由表面向铁的内部扩散,而铁则向外部扩散,外层氧浓度大的形成高价氧化物,反之形成低价氧化物。
一、氧化铁皮的特征热轧钢板红色氧化铁皮(红锈)具有一定的普遍性。
其特征是红色氧化铁皮沿板宽分布比较均匀,一般靠边部100mm内稍重些,卷内部比外部轻一些,这种红色氧化铁皮比较薄,一般不易擦下色,钢板越厚红色越重。
二、氧化铁皮的应用1、化工行业氧化铁皮提供给化工厂可用来生产氧化铁红、氧化铁黄、三氯化铁、硫酸亚铁等。
其中,采用氧化铁皮为主要原料的液相沉淀法,可以生产从黄相红到紫相红各个色相的铁红。
2、制造硅铁合金冶炼硅铁合金的主要原料是钢屑,全国每年冶炼硅铁合金消耗的钢屑在200万t左右,用氧化铁皮替代钢屑冶炼硅铁合金的工艺已经成熟并得以应用。
以硅石、冶金焦炭粒、氧化铁皮为原料,在还原气氛下生成硅铁。
全国每年的氧化铁皮约1000万t左右。
可以提供充足的原料。
3、烧结原料氧化铁皮是烧结较好的辅料,一方面,氧化铁皮相对粒度较为粗大,可改善烧结料层的透气性,另一方面,氧化铁皮中FeO在燃烧氧化成Fe2O3的过程中会大量放热,可以降低固体燃料消耗,同时提高烧结生产率,经验表明,8%的氧化铁皮可增产约2%左右。
此外,氧化铁皮还可以用来制造海绵铁。
生产的海绵铁的w(Fe)高,含杂质量低且成分稳定,较矿石生产的海绵铁,不含脉石杂质,可作优质的废钢原料。
同时还可以粗还原法或者精还原法制造还原铁粉。
目前在国内,氧化铁皮做为烧结原料,已形成大规模工业生产。
用氧化铁皮生产硅铁合金,工艺简单也有规模化生产的趋势。
三、氧化铁皮的分类氧化铁皮可分为一次氧化铁皮、二次氧化铁皮、三次氧化铁皮和红色氧化铁皮。
一次氧化铁皮:钢在热轧前,往往要在1100~1300℃加热和保温。
在此温度下,钢表面于高温炉气接触发生氧化反应,生成1~3mm厚的一次鳞以及由粗轧侧压不充分、除鳞不彻底所致。
承钢1780红色氧化铁皮的成因及预防措施【摘要】分析了热轧带钢表面红色氧化铁皮生成的原因,影响因素及铁皮种类。
结合现场实际,通过调整化学成份和改进工艺控制过程,有效地防止了红色氧化铁皮的产生,提高了热轧带钢表面质量。
【关键词】热轧带钢红色氧化铁皮工艺参数化学成分1.前言在热轧带钢中,红色氧化铁皮严重影响带钢表面质量。
随着用户对表面质量的要求越来越高,如何提高带钢表面质量成为各大钢厂致力研究的问题。
氧化铁皮在冷轧时严重影响了最终产品的表面质量和带钢表面的喷涂质量,因此,消除红色氧化铁皮十分必要。
本文分析了红色氧化铁皮的成因及影响因素,综合现场生产实际,提出消除红色氧化铁皮的方法。
从试验结果看,效果十分显著。
2.氧化铁皮的形成及种类2.1氧化铁皮的形成在热轧过程中, 热轧板坯的加工温度范围为800~1200℃,在高温氧化性介质中极易生成氧化铁皮。
氧化铁皮的形成是氧由表面向铁的内部扩散, 而铁向外部扩散的过程[1],随着温度、时间、氧化介质等工艺参数的差异, 导致部分类型的氧化铁皮极难去除。
其中一种颜色呈红色或红褐色,俗称“红锈”。
这种红色氧化铁皮与钢的基体结合较为紧密, 经酸洗后难以去除, 最后导致产品涂漆后出现表面斑点。
2.2 氧化铁皮种类连铸坯在加热炉加热和保温过程中,表面一般生成1~3mm厚的氧化铁皮,称为一次氧化铁皮,一次氧化铁皮经炉后除鳞(1#除鳞)去除;粗轧生成的氧化铁皮称为二次氧化铁皮(也称次生氧化铁皮),在粗轧除鳞(2#除鳞)去除;精轧生成的氧化铁皮称为三次氧化铁皮,在精轧除鳞(3#除鳞)去除。
正常情况下,氧化铁皮在经过除鳞箱后应该被除掉,但当氧化铁皮和基底铁粘附力增强或除鳞压力不够时,氧化铁皮仍会残留在带钢表面,严重影响了带钢表面质量。
钢的表面氧化铁皮主要由FeO、Fe3O4和Fe2O3所组成(如图1);最外层为Fe2O3,呈红色;中间为Fe3O4,呈黑色;最里层为FeO,呈蓝色5]-[2。
热轧板带钢氧化铁皮产生原因及控制分析摘要:随着我国综合国力的持续提升,各行业都得到了更好的发展,其中,汽车工业与家电行业都得到了很好的发展。
同时,对钢板表面质量也提出了更高的要求,IF钢冷压板是比较常见的一种,由于缺陷需要经过多道工序,因此最终表现形式也比较复杂,各个生产厂家,炼钢厂与轧钢厂之间,由于不清楚问题的主要原因,而出现了责任互相推卸的问题,有的企业还采取了盲目的方式,浪费了较多的人力物力与财力。
为此,本文着重分析了热轧板带钢表面氧化铁皮的成因,并在此基础上给出了相应的处理对策。
关键词:汽车工业;表面质量;热轧板;处理对策引言:经仔细分析和了解,带钢表面氧化铁皮的压入对质量会造成很大的影响,也是经常出现的问题,会造成带钢加工性能不断下降,甚至会加大材料失效问题发生的可能性与几率,因此,工作人员要对氧化铁皮缺陷产生的主要原因展开深入的分析,然后通过科学的方式,将问题得到有效的解决,从而提高产品的整体质量,节省更多的费用,为企业带来更多的经济效益。
在此基础上,本文主要对热轧板带钢氧化铁皮产生原因以及控制策略进行深入探讨。
1.炉生氧化铁皮与控制被投入到加热炉中产生的氧化铁皮被称为炉生氧化铁皮,也可以被称为一次氧化铁皮。
在大量的实验中,我们发现,氧化主要是由两种元素扩散产生的,因为它的内部含有更多的铁离子,氧很少,因此会形成更低的氧化物,而更多的是更高的氧化物。
1.1炉生氧化体的影响因素分析分析后发现,产生氧化铁的原因有四个。
钢的氧化并不是一成不变的,它会随时间的流逝,温度的上升而加速,表面的温度越高,氧化的程度就越重,实际的氧化铁的厚度就越厚。
第二,在炉中形成。
在这种高温环境下,钢铁在炉子里呆的时间越久,生成的氧化铁就越多。
第三种,则是炉中的气体影响。
根据炉膛气氛对铸坯氧化度的影响,按从重到轻的顺序排列。
炉膛中的氧化性气体有:氧,二氧化碳,水,二氧化硫等。
还原气包括一氧化碳,氢气等。
通过有效地控制空气和燃料的比例,保证了容器处于微弱的还原状态,从而有效地控制了氧化反应。
甘肃冶金 2001年12月第4期热轧钢板红色氧化铁皮形成原因分析Ξ宋 涛 闵宏刚(本溪钢铁集团有限责任公司 辽宁省 本溪市 117000)摘 要 通过调查、统计与对比试验,分析了热轧钢板表面红色氧化铁皮的成因及影响因素,指出降低硅含量是改善热轧钢板表面红色氧化铁皮的有效途径。
关键词 热轧钢板 红色氧化铁皮 硅1 前言轧制态热轧钢板表面通常呈兰灰色。
本钢在用连铸坯生产出口SS400花纹板时,表面出现较重的红色氧化铁皮(现场称红锈),影响了花纹板的外观。
通过比较16个牌号、107炉表面呈兰灰、红色钢板的化学成分、连轧工艺等方面的异同,剖析了红色氧化铁皮的形成机理,找出了相应的解决措施,为改善板卷外观质量提供了参考依据,同时对全连铸后采用什么钢种代替沸腾钢生产花纹板,以及如何改善其他钢种的红色氧化铁皮具有指导意义。
2 红色氧化铁皮的特征SS400花纹板红色氧化铁皮分两种:一种在板宽方向非均匀分布,主要分布在中间,偏向操作侧,红色与兰色处有明显水印,在钢板长度方向上也不均匀,个别部位稍轻些。
这种红色氧化铁皮较厚,矫直时可崩起,可用高压风吹去,残余红色很易擦下色,此红色氧化铁皮称红锈较贴切。
上述红锈的产生主要因层冷水过多造成。
出口的花纹板对钢种和强度均有要求。
一般情况下花纹板的强度低于平板,为了保强度,层冷给水量偏大;同时花纹使水不易甩出,卷取时被带入钢板,在水侵蚀下钢板形成较重红锈,通过减少层冷给水量,此问题基本得到解决。
另一种红色氧化铁皮沿板宽分布比较均匀,一般靠边部100mm内稍重些,卷外部比内部重些。
这种红色氧化铁皮较薄,不易擦下色,钢板越厚红色越重。
这种红色氧化铁皮其他一些钢种也存在,具有一定的普遍性,以下分析的红色氧化铁皮均指这一种。
3 氧化铁皮表现为红色的原因钢的氧化反应一般为[1]:O2与钢的反应:2Fe+O2=2FeO3Fe+2O2=Fe3O42Fe3O4+1/2O2=3Fe2O3H2O与钢的反应:Fe+H2O=FeO+H23Fe+4H2O=Fe3O4+4H2Ξ收稿日期:20012022263FeO+H2O=Fe3O4+H2由上述反应可知:钢表面氧化铁皮主要由FeO、Fe3O4和Fe2O3组成。
热轧后退火氧化铁皮的变化热轧后退火氧化铁皮的变化,你如果不懂这几个词,可能会觉得有点高深。
但说白了,它就是铁在经过一系列高温处理后,表面形成的那层“铁锈”。
这层铁锈不是真的坏事,反倒是一种自然现象,就像人晒太阳后皮肤变黑一样,铁的表面也会和空气中的氧气“亲密接触”,慢慢产生一层氧化物。
简单来说,它是一种“皮肤”,在高温下形成的,名字叫氧化铁皮。
你想想啊,咱们看到的那些钢铁建筑、铁轨、锅炉,最初可不都是金属光泽的。
但经过热轧这个过程,铁就被加热到很高的温度,然后轧成薄薄的一层。
这时候,铁的表面就开始变得粗糙,氧气也开始和它发生反应,慢慢地,氧化铁皮就“出来了”。
就像是刚出生的小孩,刚从温暖的妈妈肚子里出来,皮肤还没太适应,表面就有点红扑扑的,给人一种“刚刚锻炼过”的感觉。
对,这层氧化铁皮,虽然看着有点“掉链子”,但它其实是钢铁表面的一层保护膜,保护了铁不被进一步氧化。
就像是铁的“保护衣”,它的作用可大着呢。
但这层铁皮,不是永远都不变的。
它可有它的脾气,热轧后退火的温度和时间会影响它的表现。
你想啊,温度稍微高一点,氧化铁皮就会长得厚实一些,颜色也会从暗红色变成黄色、棕色、甚至黑色。
你可能会想,为什么这层铁皮有时变色有时不变色?这和退火的工艺关系大着呢。
退火,听起来像是一个高深的词,但其实它就是把热轧后的铁块放进炉子里,加热到一定的温度,再让它慢慢冷下来。
这个过程,会让铁的内部结构发生变化,使得它更有韧性、抗压能力也更强。
这时候,铁皮的变化也是个“渐进式”的过程,有的可能会变得更薄,有的则可能继续加厚,甚至出现裂纹,最后让整个铁表面看起来像是“磨砂效果”的皮肤,嗯,挺有个性的。
说到这,你可能会想,这层氧化铁皮到底对钢铁有多重要?好家伙,它可不是个摆设!氧化铁皮不仅是铁表面的“护身符”,还能防止钢铁继续生锈,起到一种“防腐蚀”的作用。
就像你穿上了防水衣,去下雨也不怕。
这个氧化铁皮就好比钢铁的“防晒霜”,把铁和外界的氧气、湿气隔离开来,不让它继续“遭殃”。
热轧氧化铁皮的成因及去除方法摘要:氧化铁皮是热轧窄带钢比较常见的问题。
其根源就是Fe充分氧化成Fe2O3的结果。
本文就主要对热轧氧化铁皮的成因和去除方法进行详细探讨。
关键词:普碳轧制窄带钢;氧化铁皮;因素;去除措施热轧板卷的表面通常呈蓝灰色,并且表面光滑,具有一定的光泽。
但是由于不同钢种的化学成分与轧制工艺不同,有时候钢板表面会出现红色氧化铁皮(俗称红锈),特别是对含硅钢,红色铁皮显得尤为严重[1]。
这既影响产品的外观,又会造成轧辊的磨损加重,以及钢板因铁皮的压入而影响表面质量。
1热轧氧化铁皮的成因高温状态下,钢中Si元素含量越高,其产生的氧化铁皮黏性就越大,并越难以去除,因此氧化铁皮的产生与除鱗后铁皮能否彻底清除有直接关系。
热乳过程中,一次除鱗后钢板表面氧化铁皮主要为FeO。
高温度状态下FeO塑性强、不易破碎;但在低温状态排制时,FeO塑性急剧降低易发生破碎,破碎的FeO与空气接触面积增加氧化从而生成Fe2O3。
钢板卷取结束后并没有停止与氧气的氧化反应,进一步使氧化产物中的Fe2O3含量增加,最终表面的氧化铁皮变为红色。
根据热轧工艺过程,可以将板卷表面氧化铁皮可分为三类:一次氧化铁皮,二次氧化铁皮,以及三次氧化铁皮。
一次氧化铁皮为炉生氧化铁皮,即板坯在加热炉加热过程中产生的。
二次氧化铁皮是在粗除鳞后,粗轧过程中产生的。
顾名思义,三次氧化铁皮即在精除鳞后,精轧与层流冷却过程中产生。
本文介绍的是普碳轧制窄带钢的氧化铁皮,此处只考虑一次和二次氧化铁皮。
下面按照热轧的工艺过程,阐述氧化铁皮的成因及对策。
1.1一次氧化铁皮的成因普碳轧制窄带钢在热轧前,往往要在1100~1300℃加热和保温。
在此温度下,钢表面与高温炉气接触发生氧化反应,生成1~3mm厚的一次鳞[3]。
该一次鳞也称为一次氧化铁皮。
一次鳞的内部存在有较大的空穴,一次氧化铁皮为灰黑色鳞层,呈片状覆盖在钢板表面。
鳞层主要成分由磁铁矿(Fe3O4)组成。
本文摘自再生资源回收-变宝网()影响氧化铁皮颜色的关键因素有哪些经大量调查,热轧钢板铁皮呈红色的钢种Si含量较高,Si>0.2%时红锈相对重一些,呈蓝灰色的钢种Si含量较低。
以相同热轧工艺进行轧制试验,其结果与上述调查结论相符。
Si≤0.07%红色氧化色可基本消除,对于厚规格Si还要更低些(Si≤0.05%)。
由此,降低Si含量是解决红锈问题较有效的办法。
(1)含Si量较高的钢,由于铁皮中气孔直径大,空冷时的裂纹容易在氧化铁皮厚度中间停止,除鳞时裂纹与基底金属相平等传播,导致基底金属侧的氧化铁皮易残留下来,所以氧化铁皮剥离性不好。
由于氧化铁皮易残留,导致随后的氧化过程中,Fe2O3比例高,使氧化铁皮呈红色。
含Si0.2%以上的钢,由于加热时在氧化铁皮与基底金属界面产生层状的Fe2SiO4,界面温度在Fe2SiO4的凝固温度1170℃以下时,铁皮对基底的着力增强,剥离性更差,导致红色更重。
(2)对于Si≤0.05%的C-Mn钢,氧化铁皮中气孔小,分布比较均匀,由空冷引起的热应力使氧化铁皮产生裂纹,低Si钢氧化铁皮中由于气孔小,应力松弛缓小,裂纹就沿气孔扩展到基底金属界面。
除鳞时,热应力就在氧化铁皮和基底金属界面作为剪切力起作用,使氧化铁皮从基义金属上剥离开。
由于高温时铁皮剥离性好,在随后的氧化过程中导致铁皮中FeO比例较高,使铁皮呈蓝灰色。
对于边部100mm以内红色相对重一些是由于板坯出炉后边部冷速较快,造成边部温度比中部低,导致除鳞时FeO比中部残留多,所以边部红色相对中部重一些。
卷取前钢板表面覆盖一层冷却水,阻止空气中O2与钢板接触,有利于防止出现红色氧化色。
卷取后钢卷冷却慢(或钢板厚)红色氧化色较重。
由于较厚的钢板,层冷时表面与芯部存在温度梯度,卷取后钢板表面温度回升,钢卷冷速较慢,与O2反应充分,Fe2O3比例更大,所以红色相对重一些。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;变宝网官网:/?cj买卖废品废料,再生料就上变宝网,什么废料都有!。
热轧产品红色氧化铁皮成因及消除方法的研究热轧产品红色氧化铁皮是由于钢材表面在高温下与氧气发生氧化反应
而形成的一种氧化物。
这种氧化物主要由铁氧化物和铁酸盐组成,其颜色
为红色或棕红色。
红色氧化铁皮的存在会影响钢材的表面质量和使用寿命,因此需要采取措施进行消除。
消除红色氧化铁皮的方法主要有以下几种:1.酸洗法:将钢材浸泡在酸性溶液中,通过化学反应将氧化铁皮溶解掉。
这种方法可以有效地消除氧化铁皮,但会对钢材表面产生腐蚀,需要进行
后续的处理。
2.机械除皮法:通过机械切割、打磨等方式将氧化铁皮去除。
这种方法可以保持钢材表面的光洁度,但需要消耗大量的能源和人力。
3.
热处理法:将钢材加热到一定温度,使氧化铁皮发生还原反应,转化为黑
色氧化铁皮。
这种方法可以保持钢材表面的光洁度,但需要控制加热温度
和时间,否则会对钢材的性能产生影响。
4.化学还原法:在钢材表面涂覆
还原剂,通过化学反应将氧化铁皮还原为铁。
这种方法可以保持钢材表面
的光洁度,但需要选择合适的还原剂和涂覆工艺。
总之,消除红色氧化铁
皮需要根据具体情况选择合适的方法,以保证钢材表面质量和使用寿命。
第41卷 增刊(2) 钢 铁 V ol. 41,Supplement (2) 2006年12月 IRON AND STEEL De cember 2006________________________________杨峰,男,博士研究生,高级工程师,yangfeng@热轧产品红色氧化铁皮成因及消除方法的研究杨峰,欧鹏(宝山钢铁股份有限公司 宝钢分公司制造管理部,上海,201900)摘 要:综合分析了热轧产品红色氧化铁皮成因及消除方法。
运用统计学方法提出了改进方案,对WEL-TEN590RE 产品的实施结果表明,降低Si 含量并提高Mn 含量可以有效消除该缺陷,并可确保改进前后力学性能不发生明显变化。
关键词:红色氧化铁皮,微合金钢,力学性能,除鳞,温度A Study on the Cause of Red Scale Formation and Eliminating Methods for Hot Rolled ProductsYANG Feng ,OU Peng(Baoshan Iron & Steel Co., LTD Manufacturing Management Department, Shanghai 201900,China )Abstract :The forming reasons of red scale defect and eliminating methods were summarized and analyzed for hot rolled products. Using statistics methods the improved scheme was put forward, which was proved having marked effects for eliminating red scale, furthermore, the mechanics properties were kept the same level than before. Key words : red scle ,micro-alloyed steel ,mechanic properties ,descaling ,temperature1 前言红色氧化铁皮是热轧产品表面缺陷之一。
热轧产品红色氧化铁皮成因及消除方法的研究红色氧化铁皮的成因主要有以下几点:
1.材料原因:钢材本身的化学成分和冶炼工艺会影响红色氧化铁皮的
生成。
高硫、高磷、高铜等元素的含量会加速氧化铁的形成,从而导致红
色氧化铁皮的产生。
2.热处理条件:热轧产品在加热和冷却过程中,温度和时间的控制不
当会促使红色氧化铁皮的生成。
过高的加热温度和长时间的停留时间会加
速氧化反应,从而生成红色氧化铁皮。
3.表面处理:热轧产品在工艺过程中,若未进行适当的表面处理,如
酸洗、除皮等,会使得产品表面存在着化学和物理不均匀的区域。
这些不
均匀性会加速氧化反应,进而产生红色氧化铁皮。
针对红色氧化铁皮的成因,可以采取以下方法进行消除:
1.控制材料成分:通过合理控制钢材中硫、磷、铜等元素的含量,以
降低红色氧化铁皮的生成倾向。
2.优化热处理:加热和冷却的温度和时间是影响红色氧化铁皮生成的
重要因素。
合理控制热处理条件,避免加热温度过高、停留时间过长,有
助于减少红色氧化铁皮的产生。
3.表面处理:在热轧产品工艺过程中,进行适当的表面处理,如酸洗、除皮等,可以减少表面化学和物理不均匀性,降低红色氧化铁皮的生成。
4.精细工艺管理:加强对热轧工艺的管理和改进,优化生产过程中的
加热、冷却、控温等环节,提高产品表面质量的一致性和可控性。
红色氧化铁皮的成因及消除方法的研究对提高热轧产品表面质量具有积极的意义。
通过合理控制材料成分、优化热处理条件、进行适当的表面处理以及精细工艺管理,可以减少红色氧化铁皮的生成,提高产品表面的光洁度和可视度,从而增强产品的市场竞争力。