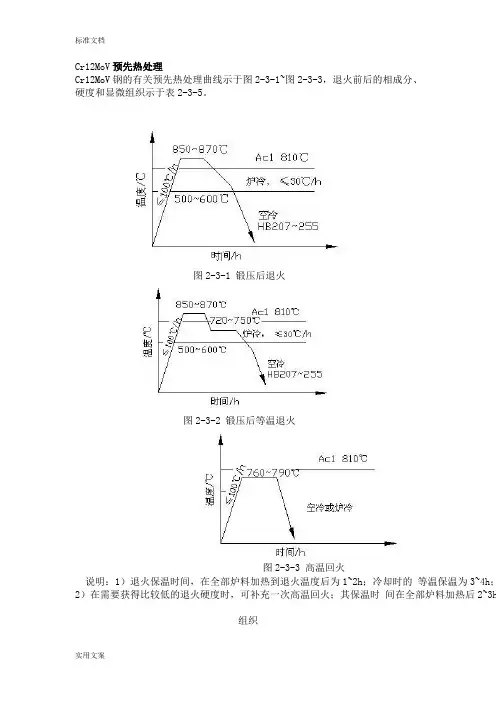
Cr12MoV真空热处理工艺规程
- 格式:xls
- 大小:1.04 MB
- 文档页数:1
吹风冷却
阶段名称 升温 时长 mim T1升 控制项目
回火 T1回 T1冷
升温 T2升
回火 T2回 T2冷
升温 T3升
回火 T3回 T3冷
时 间
作业要领及控制内容
生产准备 检查设备保证正常运转,检查工夹具是否完好,按生产指令在指定区域内备料。 注 意 事 项
追溯锻件是否进行大锻造比六面锻造。检查胚料(原材料)金相组织共晶碳化物不均匀
℃ 一次回火 T ℃
500 吹风冷却
T 间隔
T 间隔
三次回火 T ℃
520
有效厚度 ≤80
T1回 T2回 T3回 T 升 T 冷 T间隔 120 120 120 <150 30-90
90 120 150 160 170 180 190 200 240 260 280
240 240 240 <150 30-90
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 5 70 60 30 30 40 70 0 0 30
设备 ℃
气/油 淬火真空炉
820 600
小截面工件气淬, 大截面工件要油淬
阶段名称 预抽
真空度 pa 0.5
预热 升温 预热 升温 升温 (真空加热) 预热(对流加热) 分压加热 5 5 5 5 100
固溶细化处理。 清洁工件:添加3%脱脂清洗剂的100℃清洗液,保温清洁5-10min后空气中冷却 去油、去污 回火过程 回火保温时间长好,回火出炉后,空冷。 、防锈.用不锈钢料盘,竖立摆放工件,可叠加。不遮挡模腔受热就好 及监测
加热过程及 检查仪表显示和输入工艺曲线是否同步,真空炉冷却水畅通,高纯氮储气罐压力正常。 监 测 安全 提醒 建议再增加一道TD渗金属,大幅度提高模具寿命。
真空炉热处理淬火+回火 连续作业工艺卡
不需填写
产品名称 产品规格 产品材质
文件编号
页码
/
编制日期 硬化层深 回火力学 性能 气/油 淬火真空炉 设备类型 180 190 200 240 260 280
拉深模 Cr12MoV
1030
淬火硬度 金相 60-64 回火硬度 58-62 金相 允变形量 工艺流程 有效厚度 ≤80 90 120 150 160 170 参 考 时 间
回火冷却 吹空冷却,检验硬热 100
淬火 0.6MPa
分 min
时长 mim
T1 设备
T2
T3 井式炉
T4
T5
T6 需求硬度HRC 回火温度T℃ 回 火 次 数 二次回火 T ℃
520
T7
T8
500-520 3 敬告:仅供学习参考,生产实践因设备、环境、原料、工件等诸多因素影响,请在严 格遵守设备安全操作及生产安全管理前提下酌情慎用。 原创工艺文件禁止转载,添加工艺文件链接需注明: 来自金益中国热处理网
控制项目 作业要领及控制内容 淬火过程 及质量检 高纯氮质量要保证,气淬压力高,冷却均匀。小截面工件气淬,大截面工件要 洗 择工艺,要针对自己设备。
油淬。炉气压力从0.4-1.1MPa,冷却速度差异很大,1.1MPa冷速大于油冷速。选 不用清洗。
来料检查 度(按截面厚薄查表决定级别),网状二次碳化物级别小于2级。检查预处理是否进行过 清 装炉装料