数控电火花线切割编程
- 格式:ppt
- 大小:789.50 KB
- 文档页数:129


教学手段:多媒体教学
教学方法:案例教学、演示
复 习:数控铣床和加工中心常用编程指令(5分钟)
引 入:零件的加工方法(5分钟)
正 课:电火花线切割机工作原理及加工工艺制定(90分钟)
知识点(85分钟):
第一节 概 述
电火花加工又称电蚀加工或放电加工,它采用金属丝导线作为工具电极切割工件,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除的一种加工方法。
一、电火花线切割机工作原理
电火花线切割机床的工作原理如图6-1所示。卷绕在丝筒上的电极丝(一般快走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。安装在坐标工作台上的工件接脉冲电源的正极。工作液由喷嘴以一定的压力喷向加工区。当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而蚀除工件。 序号 1 日期 班级
课题 电火花线切割机工作原理及加工工艺制定
重点与难点 重点:1、电火花线切割机工作原理
2、数控线切割加工工艺制订
3、切割部位、切割路线、切割起点和穿丝孔位置的选择
难点:1、工件装夹和位置确定方式
教研室主任 年 月 日 教师 年 月 日
二、电火花加工的极性效应
在电火花加工过程中,两极都会受到电腐蚀,但由于所接电源的极性不同,两极的蚀除量不同,这种现象称为极性效应。习惯上通常把工件接正极时的电火花加工称为正极性加工,把工件接负极时的电火花加工称为负极性加工。 从提高生产率和减少工具电极损耗的角度来看,极性效应愈显著愈好,采用短脉冲精加工时,应选用正极性加工;采用长脉冲粗加工时,应选用负极性加工。在实际生产中,极性的选择主要依靠机床参数表或通过试验确定。
三、电火花线切割机的主要加工对象
1.加工模具
电火花线切割机广泛用于加工硬质合金、淬火钢模具零件,调整不同间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模卸料板;挤压模、粉末冶金模、弯曲模、塑料模等带锥度的模具。以及形状复杂、带有尖角的窄缝形小型凹模,可采用整体结构淬火后线切割加工,既能保证模具精度,又可简化模具设计和制造。

电火花线切割编程
前面讲过线切割加工的具体特点及其线切割加工的工艺规律,在具体加工中一般按图6-1所示步骤进行。
图6-1 线切割加工的步骤
目前生产的线切割加工机床都有计算机自动编程功能,即可以将线切割加工的轨迹图形自动生成机床能够识别的程序。
线切割程序与其它数控机床的程序相比,有如下特点:
(1) 线切割程序普遍较短,很容易读懂。
(2) 国内线切割程序常用格式有3B(个别扩充为4B或5B)格式和ISO格式。其中慢走丝机床普遍采用ISO格式,快走丝机床大部分采用3B格式,其发展趋势是采用ISO格式(如北京阿奇公司生产的快走丝线切割机床)。
6.1.1 线切割ISO代码程序编制
1. ISO代码简介
同前面介绍过的电火花加工用的ISO代码一样,线切割代码主要有G指令(即准备功能指令)、M指令和T指令(即辅助功能指令),具体见表6-6。
表6-6 常用的线切割加工指令
分析图纸电极丝准备上 丝垂直度校核工件准备打穿丝孔工件装夹编 程 工艺分析 选择工艺基准 确定切割路线 编写加工程序电极丝定位加 工检 验加 工 时 间加 工 精 度表面粗糙度准备工作环节代 码 功 能 代 码 功 能
G00 快速移动,定位指令 G84 自动取电极垂直
G01 直线插补 G90 绝对坐标指令
G02 顺时针圆弧插补指令 G91 增量坐标指令
G03 逆时针圆弧插补指令 G92 制定坐标原点
G04 暂停指令 M00 暂停指令
G17 XOY平面选择 M02 程序结束指令
G18 XOZ平面选择 M05 忽略接触感知
G19 YOZ平面选择 M98 子程序调用
对于以上代码,部分与数控铣床、车床的代码相同,下面通过实例来学习线切割加工中常用的ISO代码。
例6.4 如图6-10(a)所示,ABCD为矩形工件,矩形件中有一直径为30 mm的圆孔,现由于某种需要欲将该孔扩大到35 mm。已知AB、BC边为设计、加工基准,电极丝直径为0.18 mm,请写出相应操作过程及加工程序。
2012年第3期 SCIENCE&TECHNOLOGY INFORMATION 0 IT论坛0 科技信息
基于DXF文件的电火花线切割
数控自动编程系统的开发
高铭江
(北京邮电大学中国北京100876)
【摘要】作为传统的编程方式,手工编程具有效率低,出错率高等问题,本文提出以OpenGL为开发工具,以AutoCAD为图形平台,利用
VC对电火花线切割数控自动编程系统进行开发,实现图形工件的显示和自动编程,并实现多次加工的顺序和逆序G代码输出。
【关键词】实体段;openGL;G代码输出;多次加工
0引言
数控自动编程是利用计算机和相应的编程软件编制数控加工程
序的过程.本文中数控自动编程系统以WINDOWS编程工具为开发平
台.主要目标功能在于对CAD产生的二维图文件DXF格式文件为对
象进行信息读取和提取.按照一定的方式将其显示.并依照具体加工 工艺和加工要求,将其转换为G代码,实现数控系统的自动编程。此
外,还可实现不同路径多次切割的G代码输出。通过指定加工方向,
分别输出顺序和逆序路径的G代码
1 DXF格式文件简介
DXF格式文件是一种简单方便的绘图交换文件 由于Autocad是
当前最流行的CAD系统.因此DXF格式文件也被广泛应用.成为事 实上的标准。绝大多数CAD系统都能够读入或输出DXF格式文件。
鉴于数控自动编程专家系统功能的普遍性和方便性.这里选用DXF 文件作为二维图形及数据信息的来源.专家系统对其进行数据信息提
取、分析,利用以上环节获取的信息进行图形的显示。 DXF文件由标题段、表段、块段、实体段和文件结束段5部分组成
一个DXF文件由若干个组构成.每个组占两行.第一行为组的代 码,第二行为组值。组代码相当于数据类型的代码,它由CAD图形系
统所规定.而组值为具体的数值.二者结合起来表示一个数据的含义 和值
2实体信息的获取
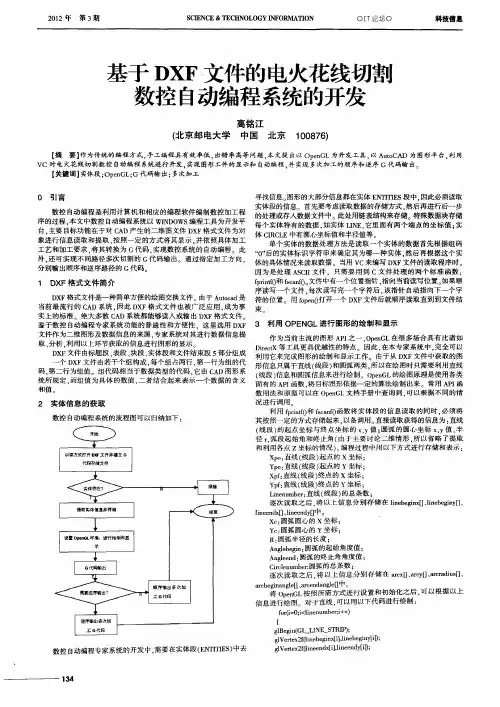
数控自动编程系统的流程图可以归纳如下
数控自动编程专家系统的开发中,需要在实体段(ENTI,rIEs)中去

线切割iso编程实例
线切割iso编程实例:这是一个关于线切割编程的实例,使用ISO(国际标准化组织)编程语言进行编写。
线切割是指利用电火花线切割机对金属材料进行切割的一种加工方法。ISO编程语言是一种通用的数控编程语言,用于描述工件加工过程中的各种参数和操作。
以下是一些线切割iso编程实例:
1. 加工一个简单的矩形工件,包括切割、拐角处理等操作。
2. 加工一个具有复杂轮廓的工件,需要使用多种切割参数和路径规划。
3. 加工一个具有不同材料和厚度的工件,需要考虑切割速度、电流和电压等参数的变化。
这些实例可以帮助初学者了解线切割编程的基本概念和方法,同时也为有经验的程序员提供了一些实用的编程技巧和参考。
最后总结:线切割iso编程实例具体内容是指使用ISO编程语言编写的线切割加工程序,包括简单的矩形工件、复杂轮廓的工件、不同材料和厚度的工件等实例,用于描述工件加工过程中的各种参数和操作。这些实例可以帮助初学者和有经验的程序员更好地掌握线切割编程技巧和方法。