数控电火花线切割编程
- 格式:ppt
- 大小:461.50 KB
- 文档页数:33


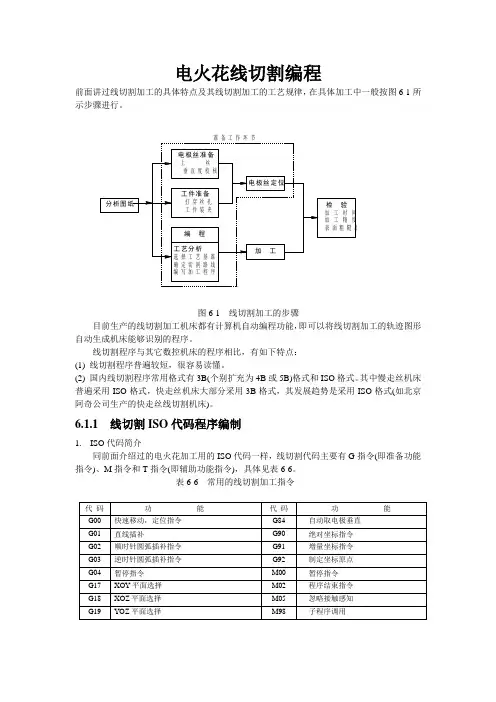
电火花线切割编程前面讲过线切割加工的具体特点及其线切割加工的工艺规律,在具体加工中一般按图6-1所示步骤进行。
准备工作环节图6-1 线切割加工的步骤目前生产的线切割加工机床都有计算机自动编程功能,即可以将线切割加工的轨迹图形自动生成机床能够识别的程序。
线切割程序与其它数控机床的程序相比,有如下特点:(1) 线切割程序普遍较短,很容易读懂。
(2) 国内线切割程序常用格式有3B(个别扩充为4B或5B)格式和ISO格式。
其中慢走丝机床普遍采用ISO格式,快走丝机床大部分采用3B格式,其发展趋势是采用ISO格式(如北京阿奇公司生产的快走丝线切割机床)。
6.1.1 线切割ISO代码程序编制1. ISO代码简介同前面介绍过的电火花加工用的ISO代码一样,线切割代码主要有G指令(即准备功能指令)、M指令和T指令(即辅助功能指令),具体见表6-6。
表6-6 常用的线切割加工指令对于以上代码,部分与数控铣床、车床的代码相同,下面通过实例来学习线切割加工中常用的ISO 代码。
例6.4 如图6-10(a)所示,ABCD 为矩形工件,矩形件中有一直径为30 mm 的圆孔,现由于某种需要欲将该孔扩大到35 mm 。
已知AB 、BC 边为设计、加工基准,电极丝直径为0.18 mm ,请写出相应操作过程及加工程序。
图6-10 零件加工示意图解 上面任务主要分两部分完成,首先将电极丝定位于圆孔的中心,然后写出加工程序。
电极丝定位于圆孔的中心有以下两种方法:方法一:首先电极丝碰AB 边,X 值清零,再碰BC 边,Y 值清零,然后解开电极丝到坐标值(40.09,28.09)。
具体过程如下:(1) 清理孔内部毛刺,将待加工零件装夹在线切割机床工作台上,利用千分表找正,尽可能使零件的设计基准AB 、AC 基面分别与机床工作台的进给方向X 、Y 轴保持平行。
(2) 用手控盒或操作面板等方法将电极丝移到AB 边的左边,大致保证电极丝与圆孔中心的Y 坐标相近(尽量消除工件ABCD 装夹不佳带来的影响,理想情况下工件的AB 边应与工作台的Y 轴完全平行,而实际很难做到)。

线切割iso编程实例
线切割iso编程实例:这是一个关于线切割编程的实例,使用ISO(国际标准化组织)编程语言进行编写。
线切割是指利用电火花线切割机对金属材料进行切割的一种加工方法。
ISO编程语言是一种通用的数控编程语言,用于描述工件加工过程中的各种参数和操作。
以下是一些线切割iso编程实例:
1.加工一个简单的矩形工件,包括切割、拐角处理等操作。
2.加工一个具有复杂轮廓的工件,需要使用多种切割参数和路径规划。
3.加工一个具有不同材料和厚度的工件,需要考虑切割速度、电流和电压等
参数的变化。
这些实例可以帮助初学者了解线切割编程的基本概念和方法,同时也为有经验的程序员提供了一些实用的编程技巧和参考。
最后总结:线切割iso编程实例具体内容是指使用ISO编程语言编写的线切割加工程序,包括简单的矩形工件、复杂轮廓的工件、不同材料和厚度的工件等实例,用于描述工件加工过程中的各种参数和操作。
这些实例可以帮助初学者和有经验的程序员更好地掌握线切割编程技巧和方法。
项目1数控电火花快走丝线切割加工工艺与编程操作一、教学目标1、了解快走丝线切割部分模具零件的加工工艺。
2、熟悉掌握快走丝线切割进行手工与自动编程。
3、熟悉掌握快走丝线切割机床对典型模具进行加工的方法。
二、课时分配本项目共七个任,安排14课时。
三、教学重点通过本项目的学习,让学生们了解到角度样板冲模凸模和定位卡板凸模的加工,熟悉并掌握其凸模的加工工艺和和编程方法。
掌握凹凸模和及进模凹模的加工工艺和编程方法。
掌握模具零件的二次装夹修割和凹模落料空的加工方法。
四、教学难点1、熟悉掌握快走丝线切割进行手工与自动编程。
2、熟悉掌握快走丝线切割机床对典型模具进行加工的方法。
五、教学内容任务一角度样板冲模凸模的加工(一)任务描述该任务为角度样板冲裁模当中的一个凸模零件加工,通过对快走丝线切割3B代码手工编程及部分机床操作的学习,完成下图零件的加工。
(二)知识储备1.工艺准备数控电火花线切割加工,一般是作为工件尤其是模具加工中的最后工序。
为避免模具零件应力变形,应尽可能采用穿丝孔。
为缩短开始切割时的切入长度,穿丝孔也可选在距离型孔边缘2〜5mm处,如(a)所示。
(a)位置选择加工凸模时,为减小变形,电极丝切割时的运动轨迹与边缘的距离应大于5mm,如(b)所示。
(b)位置选择在选择起切点位置时应注意以下几点:①把起切点尽可能选择在几何图形的拐角点处,有多个拐角点时,优先选择直线与直线相交的拐角点,其次选择直线与圆弧、圆弧与圆弧相交的拐角点。
②把起切点尽可能选择在工件表面粗糙度要求不高的一侧。
③把起切点尽可能选择在工件切割后容易修磨的表面上。
④ 可在穿丝点与起切点(终止点)间加入一导引入(导引出)切割轨迹,以改善切割痕迹。
2.工件材料及毛坯3.工件的装夹4.电极丝的选择5.电极丝位置的调整6.工作液的选配7.程序准备电火花线切割编程格式主要为ISO (也称为G代码编程)、3B、4B、EIA,目前,快走丝主要以3B代码程序的使用为主。
数控电火花线切割机床的操作一、准备工作1.确保机床处在停止状态,将切割盘固定在机床工作台上。
2.检查切割丝是否安装正确,是否紧固。
3.检查电极是否安装稳固,电极间隙是否合适。
4.打开电火花线切割机床的电源,并关闭急停按钮。
5.确保各个控制开关处于正常工作状态。
二、操作程序设置1.打开数控电火花线切割机床的数控系统,并登录。
2.选择切割程序,点击打开。
3.根据需要进行相应的设置,如切割速度、电压、电流、脉冲时长等。
4.根据工件尺寸和切割要求,在数控系统上输入相应的切割路径。
三、工件固定1.将待加工的工件放置在切割盘上,并用夹具将其固定住。
2.使用卡尺或其他测量工具,对工件进行尺寸测量,确保切割位置准确。
四、手动操作1.打开机床油泵开关,进行液压油回油操作。
2.打开切割电源开关,使电火花线切割机床进入工作状态。
3.手动将切割头移至工件上方,并通过控制开关调整位置。
4.调整切割丝与工件的间隙,使其达到最佳的切割效果。
5.手动操作控制切割头下降,将切割丝与工件接触。
6.按下启动按钮,开始切割。
五、自动操作1.将切割模式切换为自动模式。
2.通过数控系统设置好相应参数,如速度、脉冲等。
3.启动自动程序,机床将按照预设的路径进行切割。
六、监控和调整1.在切割过程中,监控切割状态和切割效果。
2.如发现切割偏差或不良效果,可以通过数控系统进行调整。
3.如需要更换切割丝或电极,停止切割,进行更换操作。
4.检查切割丝的磨损情况,及时更换。
七、结束操作1.切割完成后,关闭切割电源开关,使机床停止工作。
2.关闭数控系统,退出登录。
3.清理工作台,将机床归位。
4.关闭电火花线切割机床的电源,并启动急停按钮。
以上是数控电火花线切割机床的操作步骤,根据具体的机型和切割要求,还可能会有一些差异。
在操作中,要注意安全措施,避免发生意外伤害。
另外,了解并熟练使用数控系统,对于提高切割质量和效率也非常重要。
电火花数控线切割机床(jīchuáng)操作规程1.打开电脑及显示器,按HY编程操作要求(yāoqiú),输入加工程序。
2.打开驱动(qū dònɡ)电源开关,用鼠标点击“模拟(mónǐ)”键,机床(jīchuáng)X、Y、U、V四轴应按规定方向联动。
3.装夹好待切割工件,启动运丝按钮。
运丝电机转动加油润滑贮丝桶拖板导轨及贮丝桶齿轮组。
启动水泵按钮,线架下喷水嘴应有切削液喷出,切削液必须顺钼丝流动。
4.根据切割工件厚度计光洁度,速度要求,调节好高频电源参数,打开高频电源开关。
5.用鼠标点击“加工”按键。
机床系统进入加工状态。
6.先用较慢的速度进给,待钼丝进入工件后,对高频参数再次微调,直至加工电流、电压稳定为止。
7.工件加工完毕后,系统报警自动关机。
(切断机床电源)。
注意事项:1.开机前检查切削液液位、软管连接是否牢固。
摇动工件台纵横手轮是否灵活摇动贮丝桶是否灵活。
2.开启运丝检查换向是否可靠。
3.应及经常检查导轮、进电块、轴承是否磨损出沟槽等缺陷,如影响到加工稳定性和加工精度,应及时更换。
4.加工开始后半小时,时刻观察切削液是否偏离钼丝,如出现偏离现象须及时调整。
5.装夹工件必须在四周留有余地,避免运行过程中工作台与线架发生碰撞。
6.内容总结7.8.(1)电火花数控线切割机床操作规程9.打开电脑及显示器,按HY编程操作要求,输入加工程序10.(2)运丝电机转动加油润滑贮丝桶拖板导轨及贮丝桶齿轮组11.(3)启动水泵按钮,线架下喷水嘴应有切削液喷出,切削液必须顺钼丝流动12.(4)根据切割工件厚度计光洁度,速度要求,调节好高频电源参数,打开高频电源开关13.(5)先用较慢的速度进给,待钼丝进入工件后,对高频参数再次微调,直至加工电流、电压稳定为止14.。