第七章 数控电火花线切割机床编程与操作
- 格式:ppt
- 大小:3.06 MB
- 文档页数:34
数控线切割机床的操作与编程一、数控线切割机床的操作步骤:1.加工准备:首先需要将待加工的金属材料放置在机床工作台上,确认工件的位置和夹紧方式,并确保刀具和工件之间没有碰撞的可能性。
2.系统开机:按照机床操作手册的要求,将电源开关打开,启动系统,并进行系统自检和初始化操作。
3.参考点归位:选择合适的参考点,将刀具移动到归位位置,确保机床的误差被消除。
常用的参考点有机床的零点、刀具的起始点等。
4.选择加工文件:根据加工任务的要求,选择合适的加工文件,可以通过数控编程软件进行选取。
5.设置加工参数:根据加工任务的要求,设置加工参数,如切割速度、切割厚度、切割深度等。
6.刀具切割路径设置:根据加工文件的要求,通过数控编程软件设置刀具的切割路径,包括直线运动路径、曲线运动路径和圆弧运动路径等。
7.开始加工:确认所有设置无误后,按下启动按钮,正式开始加工。
在加工过程中,需要监控机床的运行状态,确保加工质量和安全。
8.完成加工:加工结束后,检查加工结果,如果需要,可以再次校验加工尺寸,保证加工质量符合要求。
9.关闭机床:加工任务完成后,关闭数控系统,进行机床的清洁和维护工作,确保机床的正常运行。
二、数控线切割机床的编程步骤:1.绘制加工轮廓:在数控编程软件中,通过绘制加工轮廓来描述加工的形状和尺寸。
可以采用CAD软件,也可以直接在数控编程软件中进行绘制。
2.选择切割路径:根据绘制的加工轮廓,选择切割路径,包括直线、曲线和圆弧等不同的运动方式。
3.确定切割参数:根据加工任务的要求,确定切割参数,包括切割速度、切割厚度、切割深度等。
4.编写切割程序:根据选择的切割路径和切割参数,编写切割程序,通过数控编程语言进行描述。
常用的数控编程语言有G代码和M代码。
5.设置初始参数:在切割程序中,需要设置初始参数,包括刀具的起始位置、刀具的切削方向和切削方式等。
6.检查和修改程序:编写完切割程序后,需要进行检查和修改,确保程序的正确性和可靠性。
第七章数控电火花线切割加工工艺与编程【学习目标】通过本章的学习,了解数控电火花线切割加工的基本知识;了解影响数控电火花线切割加工工艺指标的因素和工艺参数的选择;掌握数控电火花线切割加工工艺的分析方法及工艺制订过程;熟练使用ISO格式和3B格式编写数控电火花线切割加工程序。
7.1数控电火花线切割加工原理、特点及应用电火花加工又称电蚀加工或放电加工,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除。
主要适用于切割淬火钢、硬质合金等金属材料,特别适用于一般金属切削机床难以加工的细缝槽或形状复杂的工件。
在精密加工和模具制造等方面应用广泛。
7.1.1数控电火花线切割加工原理电火花线切割加工技术简称线切割加工,是电火花加工技术的一种,加工原理就是利用工具电极与金属工件之间脉冲放电时产生的瞬时高温,对金属材料形成电腐蚀加工。
电火花线切割加工是用运动着的金属丝作电极,利用电极丝与工件在水平面内的相对运动切割出各种形状的工件。
若电极丝相对工件作有规律的倾斜运动,还可加工出带锥度的工件。
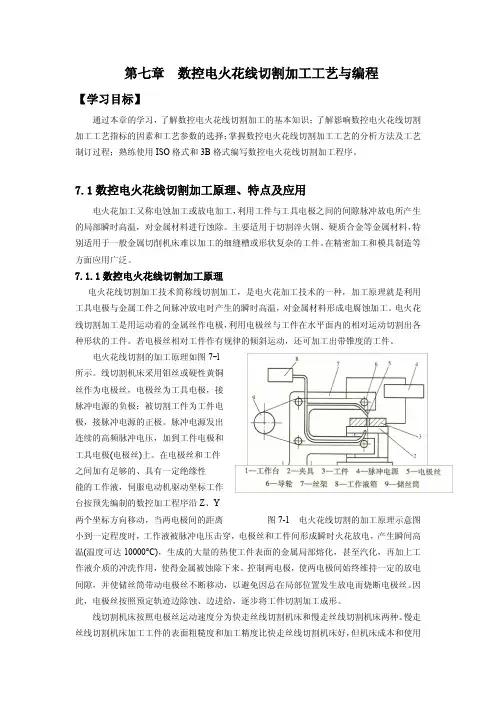
电火花线切割的加工原理如图7-l所示。
线切割机床采用钼丝或硬性黄铜丝作为电极丝,电极丝为工具电极,接脉冲电源的负极;被切割工件为工件电极,接脉冲电源的正极。
脉冲电源发出连续的高频脉冲电压,加到工件电极和工具电极(电极丝)上。
在电极丝和工件之间加有足够的、具有一定绝缘性能的工作液,伺服电动机驱动坐标工作台按预先编制的数控加工程序沿Z、Y两个坐标方向移动,当两电极间的距离图7-1电火花线切割的加工原理示意图小到一定程度时,工作液被脉冲电压击穿,电极丝和工件间形成瞬时火花放电,产生瞬间高温(温度可达10000°C),生成的大量的热使工件表面的金属局部熔化,甚至汽化,再加上工作液介质的冲洗作用,使得金属被蚀除下来。
控制两电极,使两电极间始终维持一定的放电间隙,并使储丝筒带动电极丝不断移动,以避免因总在局部位置发生放电而烧断电极丝。


数控线切割机床编程及其操作数控线切割机床是一种在工业领域中广泛使用的设备,用于在各种金属板材上进行切割、雕刻、刮削等加工操作。
它采用计算机编程控制,能够实现高精度、高速度的加工,提高生产效率和产品质量。
下面是数控线切割机床编程及其操作的详细介绍。
一、数控线切割机床编程1.机床控制系统设置:机床控制系统设置涉及到数控系统的调整、刀具选择、切割速度等操作。
根据切割材料的种类和厚度,合理选择切割速度和功率。
还需要根据加工需求调整机床控制系统参数,确保操作平稳和切割质量。
2.几何图形输入:3.切割路径设定:切割路径设定是数控线切割机床编程的重点。
根据几何图形的复杂程度和切割要求,通过数控系统设置切割路径。
常用的切割路径有直线切割、圆弧切割、曲线切割等。
编程人员需要根据几何图形的特点,使用相应的切割路径。
4.切割参数调整:切割参数调整是为了确保切割质量和加工效率。
包括切割速度、切割深度、切割角度等参数的调整。
需要根据材料的硬度和切割要求进行调整,以获得最佳的切割效果。
二、数控线切割机床操作1.机床开机:首先,需要对数控线切割机床进行开机操作。
按照机床操作手册上的步骤操作,确保机床处于正常工作状态。
2.程序加载:程序加载是指将编写好的切割程序导入数控系统。
通过外部存储设备(如USB)将程序加载到数控系统中。
3.自动加工:加载好程序后,进行自动加工操作。
根据切割路径和参数,机床会按照预设的路径进行切割操作。
操作人员只需确保机床正常运行,不需要手动干预。
4.切割质量检验:自动加工完成后,需要对切割质量进行检验。
使用测量工具对切割尺寸、角度等进行测量,与设计要求进行对比。
如果有误差,可以通过调整切割参数进行修正。
确保切割质量符合要求。
以上是数控线切割机床编程及其操作的基本步骤。
编程人员需要熟悉机床的操作规程,掌握切割路径的设定和切割参数的调整。
操作人员需要了解机床的使用方法和注意事项,确保机床的安全运行和切割质量的稳定。
数控电火花线切割机床的操作一、准备工作1.确保机床处在停止状态,将切割盘固定在机床工作台上。
2.检查切割丝是否安装正确,是否紧固。
3.检查电极是否安装稳固,电极间隙是否合适。
4.打开电火花线切割机床的电源,并关闭急停按钮。
5.确保各个控制开关处于正常工作状态。
二、操作程序设置1.打开数控电火花线切割机床的数控系统,并登录。
2.选择切割程序,点击打开。
3.根据需要进行相应的设置,如切割速度、电压、电流、脉冲时长等。
4.根据工件尺寸和切割要求,在数控系统上输入相应的切割路径。
三、工件固定1.将待加工的工件放置在切割盘上,并用夹具将其固定住。
2.使用卡尺或其他测量工具,对工件进行尺寸测量,确保切割位置准确。
四、手动操作1.打开机床油泵开关,进行液压油回油操作。
2.打开切割电源开关,使电火花线切割机床进入工作状态。
3.手动将切割头移至工件上方,并通过控制开关调整位置。
4.调整切割丝与工件的间隙,使其达到最佳的切割效果。
5.手动操作控制切割头下降,将切割丝与工件接触。
6.按下启动按钮,开始切割。
五、自动操作1.将切割模式切换为自动模式。
2.通过数控系统设置好相应参数,如速度、脉冲等。
3.启动自动程序,机床将按照预设的路径进行切割。
六、监控和调整1.在切割过程中,监控切割状态和切割效果。
2.如发现切割偏差或不良效果,可以通过数控系统进行调整。
3.如需要更换切割丝或电极,停止切割,进行更换操作。
4.检查切割丝的磨损情况,及时更换。
七、结束操作1.切割完成后,关闭切割电源开关,使机床停止工作。
2.关闭数控系统,退出登录。
3.清理工作台,将机床归位。
4.关闭电火花线切割机床的电源,并启动急停按钮。
以上是数控电火花线切割机床的操作步骤,根据具体的机型和切割要求,还可能会有一些差异。
在操作中,要注意安全措施,避免发生意外伤害。
另外,了解并熟练使用数控系统,对于提高切割质量和效率也非常重要。
数控电火花线切割加工工艺与编程数控电火花线切割加工工艺与编程是一种现代先进的加工方式,它能够实现对工件高精度、高效率的加工,成为了如今工业加工领域的主流工艺之一。
在本文中,我们将详细介绍数控电火花线切割的加工工艺与编程。
一、数控电火花线切割加工工艺数控电火花线切割加工,又称为电脉冲线切割加工,它是用由高频电脉冲控制的电极在工件表面切割出所需形状的一种加工方式。
以下是数控电火花线切割加工的主要步骤:1、CAD绘图首先,必须进行CAD绘图,用手工绘制的图形或者扫描图像都需要导入CAD软件中,再进行CAD的操作,制作技术图纸,包括切割点、切割路径、加工次序、切割参数等,这些操作都是为了实现工件的精度和精密度。
2、CAM处理在CAD绘图完成后,需要进行CAM处理,即将CAD格式转化为CAM格式。
CAM软件是数控电火花线切割加工的重要工具,它能够将CAD中的图像或物体转化为数控程序。
CAM软件的主要功能是三维模拟、筛选出适合切割的刀具以及设计加工程序,并能够对加工过程进行数字化控制。
3、设定电极在进行数控电火花线切割加工前,需要先安装电极,这要求电极必须具备一定的特殊性能,例如强耐用性、切削能力等特点。
电极直接影响到最终加工效果和使用寿命。
4、机器高速定位加工接下来,进行加工过程,它需要机器、电极和工件同时协同工作,对工件进行精密切割。
由于数控电火花线切割加工是一种非传统机加工方法,其速度和加工精度都更高。
当机器接收到CAM软件发送的数控程序后,机器将根据程序指令,通过高速运转进行高精度的切割。
5、去毛刺和质检加工完成后,还需进行去毛刺、抛光和质检等有关工序,这些工序确保了工件的表面质量和精度。
二、数控电火花线切割加工编程1、G代码G代码是数控编程的重要组成部分,它描述了数控机床的机动和位置变化。
G代码是一种被物理数值所替代的命令,通过G代码可以实现数控加工机床逐点移动的控制。
例如,G02和G03表示向左转和向右转,其数值定义了一个方向向量,以实现机床对加工件进行切割。