发动机缸体消失模铸造
- 格式:pdf
- 大小:199.71 KB
- 文档页数:2


铸造常用的造型方法“哎呀,这东西坏了,得重新做一个呀!”我不禁嘟囔着。
铸造,这可是一门相当有意思的工艺呢。
铸造常用的造型方法有好几种,且听我慢慢道来。
首先就是砂型铸造啦。
这就像是搭积木一样,先准备好型砂,然后把模样放在砂箱里,用型砂把模样埋起来,再把模样取出来,就留下了一个型腔。
步骤听起来简单,可做起来得特别细心呢!在这个过程中,要注意型砂的湿度和紧实度,太湿了或者太松了都不行,那可就容易出问题啦。
砂型铸造的应用场景那可多了去了,像一些大型的铸件,比如机床的底座啊,就经常用砂型铸造。
它的优势就是成本相对较低,而且能铸造出各种形状复杂的零件。
我记得有一次,我们要做一个发动机的缸体,就是用砂型铸造的方法。
大家齐心协力,先仔细地调配型砂,然后小心翼翼地把模样放进去,再一点一点地填砂、紧实。
当最后把铸件取出来的时候,哇,那种成就感简直爆棚!虽然过程中也遇到了一些小麻烦,比如有个地方型砂没填好出现了缺陷,但通过大家的努力都一一解决了。
还有金属型铸造呢。
这个就像是做蛋糕用的模具,把金属液倒进模具里,等冷却了就成型啦。
操作的时候要注意模具的预热和涂料的涂刷,这可关系到铸件的质量呢。
金属型铸造适用于大批量生产,它的优点是铸件的精度高、表面质量好。
就像上次我们做一批小零件,用的就是金属型铸造。
大家分工明确,有人负责预热模具,有人负责涂刷涂料,有人负责浇注金属液。
当看到那一个个亮晶晶的小零件从模具里出来的时候,大家都兴奋得不行。
另外,消失模铸造也很有趣呢。
先做好一个泡沫模样,然后把它埋在型砂里,浇注的时候泡沫模样就会消失,金属液就会占据原来泡沫模样的位置。
这个方法特别适合做一些形状特别复杂的铸件。
在操作的时候要注意泡沫模样的制作精度和型砂的透气性。
我曾经参与过一个工艺品的铸造,用的就是消失模铸造。
看着那个精美的泡沫模样,我心里还真有点舍不得呢,不过一想到它会变成一个更漂亮的金属工艺品,又充满了期待。
当最后看到那个栩栩如生的工艺品出现在眼前时,那种惊喜真是难以言表。

铸造工艺简介一、关键信息1、铸造工艺的定义2、铸造工艺的分类3、铸造工艺的流程4、铸造工艺的优缺点5、铸造工艺的应用领域6、铸造工艺的发展趋势二、铸造工艺的定义铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了制作时间。
三、铸造工艺的分类1、砂型铸造砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
2、熔模铸造熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。
失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。
泥模晾干后,放入热水中将内部蜡模熔化。
将熔化完蜡模的泥模取出再焙烧成陶模。
一经焙烧。
一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
3、压力铸造压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
4、金属型铸造金属型铸造又称硬模铸造,它是将液体金属浇入金属铸型,以获得铸件的一种铸造方法。
铸型是用金属制成,可以反复使用多次(几百次到几千次)。
5、离心铸造离心铸造是将液体金属注入高速旋转的铸型内,使金属液在离心力的作用下充填铸型和凝固形成铸件的一种铸造方法。
6、消失模铸造消失模铸造是把与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
四、铸造工艺的流程1、模具准备根据铸件的形状和尺寸要求,制作相应的模具。
模具的质量和精度直接影响到铸件的质量和尺寸精度。

汽车发动机缸体模具设计及低压铸造工艺摘要:目前,对于汽车铝合金发动机缸体采用压力铸造的方法较为广泛。
因此,压铸造工艺在汽车发动机缸体铸造中的应用过程,通过缸体模型合理的设计,调整与优化相关工艺参数,可以达到提高合格率的目的。
关键词:汽车发动机;模具设计;低压铸造工艺引言下缸体是汽车发动机上的重要零件,其上部与气缸体、下部与油底壳相连;气缸体与下缸体之间安装有曲轴。
下缸体在发动机工作过程中的特点是:处于高温状态下工作,承受较大的热冲击作用和承受较大的力,工作条件较为恶劣。
下缸体对气密性要求较高。
另外,此铸件在缸体的螺栓孔处及水泵孔凸台处较为厚大,极易产生铸造缺陷。
选择低压铸造工艺方法,采用合理的工艺参数、模具结构及局部快冷生产此铸件,不仅能解决铸件上厚大部位铸造缺陷的问题,同时也能满足此铸件组织致密性的要求。
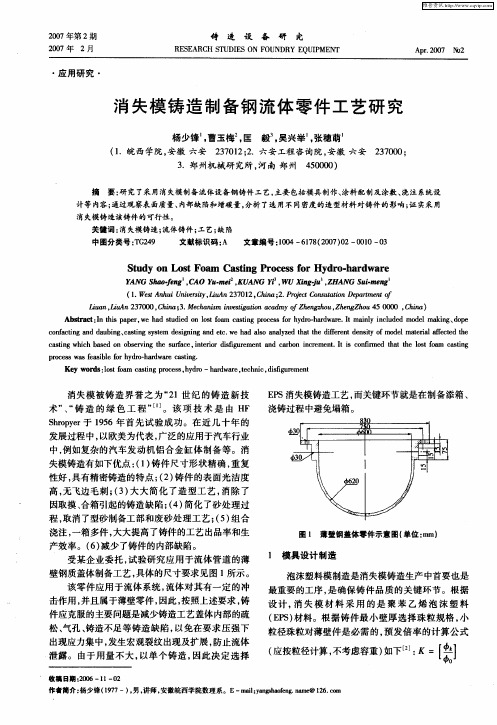
1汽车发动机缸体结构本次研究以GM-L850发动机下缸体为例,铸件重为10.3 kg,轮廓尺寸为471 mm,371 mm和91mm,壁厚平均为4.0 mm。
材质是铝合金,这种材料具有力学性能好以及铸造工艺性能好的特点,因此,在汽车发动机铸造中应用比较广泛。
为了满足具体的工艺条件,在结构设计中进行的主要措施有两个:①在曲轴孔半圆处对工艺余量增加,以能够在下部形成一个厚大部位;②为了能够对模具结构简化,可以不铸出产品机械加工斜孔。
发动机铸件结构如图1。
2发动机缸体铸造模具设计铸造模具设计中所采用的是UG软件CAD模块,依照具体的工艺和产品毛坯三维模型,实施分型拆模,从而得到模具型芯、型腔、滑块以及镶块等,之后将这些模具分型与标准或者是非标准零件结合实施装配,经过一系列干涉检查、成型分析等流程之后,也就能够获取模具。
在进行模具三维设计中,重点是要表而形成分模成型特征,其他特征则较易实现。
汽车发动机缸体模具工作流程如图2.3模具设计3.1模具结构形式为了顺利开模,模具分型要采用多分型面,模具有6个方向开模,分别是:底模、顶模、右模、左模、前模及后模(具体模具结构见图3)。
德国宝马公司缸盖消失模铸造车间简介
李峰;曹红范
【期刊名称】《中国铸造装备与技术》
【年(卷),期】2007(000)003
【摘要】2005年12月初,笔者一行去德国BMW公司缸盖消失模铸造车间进行了参观。
公司车间的生产工艺、高度自动化的运输及车间的环保情况让人印象深刻。
下面对其主要情况作一简单介绍。
【总页数】2页(P45-46)
【作者】李峰;曹红范
【作者单位】机械工业第四设计研究院,河南洛阳市,471039;机械工业第四设计研
究院,河南洛阳市,471039
【正文语种】中文
【中图分类】TG249.6
【相关文献】
1.消失模铸造生产技术第二讲:汽车发动机缸体缸盖消失模铸造技术的研究与应用[J], 王新节
2.铝合金消失模铸造车间的环境治理措施 [J], 周恩俊;方异锋;周军
3.大型机床件消失模铸造车间设计 [J], 苏见波;姜宗营;刘建
4.柴油机铸件消失模铸造车间设计 [J], 宣洪良;方伊;马鑫
5.德国汽车业中的一匹“宝马”——评德国宝马公司兼并英国罗弗公司 [J], 章敏
因版权原因,仅展示原文概要,查看原文内容请购买。