第五章挤出成型第一节挤出成型原理和设备
- 格式:pdf
- 大小:180.71 KB
- 文档页数:13
第五章面食品成型机食品成型机械广泛应用于各种面食、糕点和糖果的制作以及颗粒饲料的加工。
其种类繁多、功能各异。
根据成型原理,食品成型主要有如下六种方法:(1)包馅成型如豆包、馅饼;饺子、馄饨和春卷等的制作。
其加工设备有豆包机、饺子机、馅饼机、馄钝机和春卷机等,统称为包馅机械。
(2)挤压成型如膨化食品、某些颗粒状食品以及颗粒饲料等的加工。
所用设备有通心粉机、挤压膨化机、环模式压粒机;平模压粒机等,统称挤压成型机。
(3)卷绕成型如蛋卷和其他卷筒糕点的制作。
其加工设备有卷筒式糕点成型机等。
(4)辊压切割成型如饼干坯料压片,面条、方便面和软料糕点的加工等。
其成型设备有面片辊压机和面条机、软料糕点钢丝切割成型机等。
(5)冲印和辊印成型如饼干和桃酥的加工。
所用设备有冲印式饼干成型机、辊印式饼干成型机和辊切式饼干成型机等。
(6)搓圆成型如面包、馒头和元宵等的制作,其成型设备有面包面团搓圆机、馒头机和元宵机等。
第一节包馅机包馅机械是专门用于生产各种带馅的食品。
包馅食品一般由外皮和内馅组成。
外皮由面粉或米粉与水、油脂、糖及蛋液等揉成的面团压制而成。
内馅有菜、肉糜、豆沙或果酱等。
由于充填的物料不同以及外皮制作和成型的方法各异,包馅机械的种类甚多。
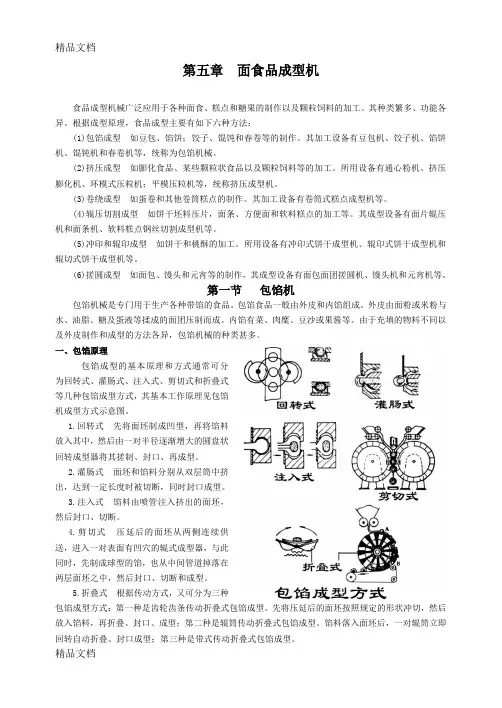
一、包馅原理包馅成型的基本原理和方式通常可分为回转式、灌肠式、注入式、剪切式和折叠式等几种包馅成型方式,其基本工作原理见包馅机成型方式示意图。
1.回转式先将面坯制成凹型,再将馅料放入其中,然后由一对半径逐渐增大的圆盘状回转成型器将其搓制、封口、再成型。
2.灌肠式面坯和馅料分别从双层筒中挤出,达到一定长度时被切断,同时封口成型。
3.注入式馅料由喷管注入挤出的面坯,然后封口、切断。
4.剪切式压延后的面坯从两侧连续供送,进入一对表面有凹穴的辊式成型器,与此同时,先制成球型的馅,也从中间管道掉落在两层面坯之中,然后封口、切断和成型。
5.折叠式根据传动方式,又可分为三种包馅成型方式:第一种是齿轮齿条传动折叠式包馅成型。

挤出成型原理及工艺挤出成型是一种广泛应用于塑料成型的方法,适用于热塑性塑料和部分热固性塑料。
它可以用于制造各种塑料管材、棒材、板材、电线电缆和异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出模具是保证塑件成型质量的决定性因素,主要由机头和定型装置两部分组成。
挤出成型的原理是将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。
在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置),从而获得截面形状一定的塑料型材。
挤出成型的特点是生产过程连续,可以挤出任意长度的塑件,生产效率高;模具结构简单,制造维修方便,投资少、收效快;塑件内部组织均衡紧密,尺寸比较稳定准确;适应性强,除氟塑料外,所有的热塑性塑料都可采用挤出成型,部分热固性塑料也可采用挤出成型。
热塑性塑料的挤出成型工艺过程可分为三个阶段。
第一阶段是塑料原料的塑化,塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。
第二阶段是成型,粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。
第三阶段是定型,通过适当的处理方法,如定径处理、冷却处理等,使已挤出的塑料连续型材固化为塑件。
挤出成型是一种常见的制造塑料制品的方法。
在这个过程中,粒状塑料是主要使用的原料,而粉状塑料则很少使用。
这是因为粉状塑料含有较多的水分,会影响成型的顺利进行,同时也会影响塑件的质量,例如出现气泡、表面灰暗无光、皱纹、流浪等问题。
因此,在成型之前需要进行干燥处理,将原料的水分控制在0.5%以下。
同时,还要尽可能除去塑料中存在的杂质。
在挤出成型过程中,需要将挤出机预热到规定温度后,启动电机带动螺杆旋转输送物料,并向料筒中加入塑料。
![挤出成型:单螺杆挤出机的基本结构、成型原理、工艺与流程[专业参考]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/9f17c9dd804d2b160b4ec0c7.webp)