浇口设计ppt课件
- 格式:ppt
- 大小:1.92 MB
- 文档页数:69
注塑模具浇口的设计方法
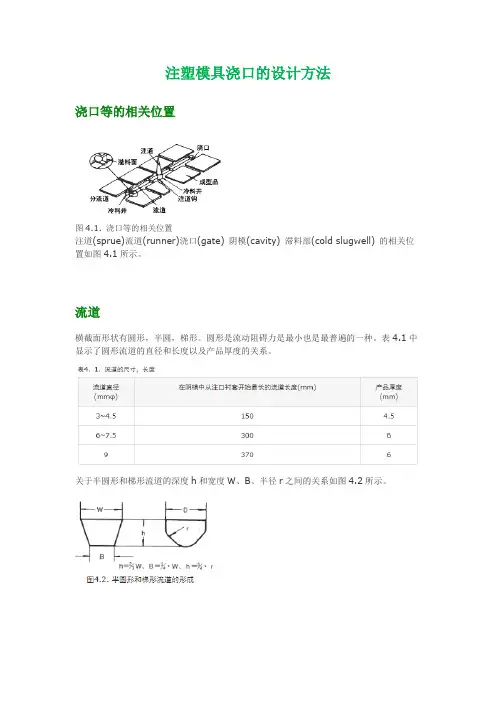
浇口等的相关位置
图4.1. 浇口等的相关位置
注道(sprue)流道(runner)浇口(gate) 阴模(cavity) 滞料部(cold slugwell) 的相关位置如图4.1所示。
流道
横截面形状有圆形,半圆,梯形。圆形是流动阻碍力是最小也是最普遍的一种。表4.1中显示了圆形流道的直径和长度以及产品厚度的关系。
关于半圆形和梯形流道的深度h和宽度W、B、半径r之间的关系如图4.2所示。
浇口种类
浇口横截面形状种类
图4.3. 浇口横截面形状种类
浇口位置的选择
Ⅰ. 根据产品性能
设计:外观上无浇口印迹,即使留有加工印迹也要在不明显的位置。
尺寸精度:加工齿轮,轴承等对圆形要求十分重视的成型品时,需要将成型材从中心注入。尺寸精度要求严格的部分不能装置浇口。
强度:推断熔接线产生的位置,评估强度如何。如若有问题就改变浇口位置。
Ⅱ. 根据模具数量
是单个还是多个组成
流道,阴模配置,聚合物的注塑压力所导致开模压力仍是否平衡等。如果开模压力过于集中,则会产生应变,模具会歪曲。
Ⅲ. 根据加工的所需的经济性
是否采用模具需要分成三部分的点浇口,还是采用不要加工的沉陷式浇口,还是进行普通浇口。
Ⅳ. 根据材料成型性
材料的流动性,耐热变色性,成型应变等来决定浇口的种类和浇口的位置。
浇口平衡性
熔融聚合物一般可以全部同时打到阴模上的浇口处,所以必须设计阴模能够同时被聚合物填满。浇口平衡性差的情况下,会发生留痕,凹痕等外观问题,且各成型品中会存在强度差异。
Ⅰ. 平衡阴模配置
如图4.4~图4.5所示,是流道均衡运行,全部的浇口需要同时到位。但是此时流道相对性太长,是一个不足之处。 图4.4 浇口平衡
图4.5. 浇口平衡 Ⅱ. 改变浇口很横截面积
采用一般流道的情况下,改变各浇口的横截面积,进行均匀填充取得浇口平衡。 各
浇口的横截面积可通过以下的公式得出。

内浇口设计
内浇口是浇注系统最终的一段,直接与型腔相通。它的作用是使横浇道输送的低速金属液变为高速输入型腔中,并使之形成理想的流态而顺序地填充至型腔。
内浇口的位置、形状和大小可以决定金属液的流速、流向和流态,对铸件质量有直接关系。薄的内浇口,金属液流速高,对填充薄壁和形状复杂零件有利,能获得外形清晰的铸件。但过薄会使金属液呈喷雾状高速流入型腔,与空气混合在一起,金属液滴与型腔接触后很快地凝固,在铸件表面形成麻点和气泡,并由于冲刷型面,容易和型腔产生黏附现象;内浇口增厚,金属液流入速度相对降低,有利于排除型腔中的气体及传递静压力,使铸件结晶致密,表面粗糙度低。但内浇口过厚会使流速过分降低,延长填充时间,金属液温度下降,使之与型腔接触表面形成硬皮,造成铸件轮廓不清晰,成型不良,并给切除浇注系统时增加困难。
1、内浇口断面积的计算。F内= Q/rvT F内为内浇口断面积(mm2)、Q为铸件质量(克)。r 为液态金属密度(g..cm-3).
V为内浇口金属液的流速,m/s。T为填充型腔时间(S)不同材料的铸件均不一样。
液态金属密度值
合金种类 铅合金 锡合金 锌合金 铝合金 镁合金 铜合金
r/ g..cm-3 8-10 6.6-7.3 6.4 2.4 1.65 7.5
不同情况下的流速值
比压 kg. cm-2 壁厚/mm
1-4 4-8 >8
流速v/m.s-1
<200 56 45 34
200-400 37.5 30 22.5
400-600 18.75 15 11.25
600-800 15 12
9
800-1000 11.25 9 6.75
>1000 7.5 6 4.5
不同情况下的填充时间值
合金种类 铸件壁厚
均匀 不均匀
时间T/S
铅合金、锡合金 0.072 0.108
锌合金 0.060 0.090
铝合金 0.054 0.081

澆注系統
会挽雕弓如满月 西北望 射天狼 - 1 - dengtao@
浇口的设计
浇口(Gate)是连接流道与型腔之间的一段细短通道,是一條橫切面面積細小的短槽,它是浇注系统的关键部分。當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料層流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持層的仍可流動.所以,在理想的情況下,澆口應設置在橫流道層位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.浇口的形状、位置和尺寸对制品的质量影响很大。浇口的主要作用有以下几点:
1、 熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流;
2、 熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模;
3、 易于切除浇口尾料,二次加工方便, 除水口完畢,僅留下少許痕跡;
4、 对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置;
5、 減少填料過多現象.
浇口的类型与位置
浇口亦称进料口,是连接分流道与型腔的熔体的通道.,也是注塑模进料系统的最后部分.浇口的设计与位置的选择恰当与否,直接关系到塑件能否完好的高质量地注射成型.其基本作用为:
1、 从流道来的熔融塑料以最快的速度进入充满型腔。
2、 型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。 澆注系統
会挽雕弓如满月 西北望 射天狼 - 2 - dengtao@ 浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关.但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求.

浇口的几种基本形式
上面的是潜伏浇口,根据塑料材质合理选择倾斜角度.另外要注意防止边缘棱角拉削现象.
上图是潜入顶杆进胶,是为了解决制品外观要求,浇口需要修剪.
上图是香蕉浇口,也是为了从合适位置进胶而采用.有时需要加设防冲击凸起和增加弹性的凸台. 目此主题相关图片如下:
此主题相关图片如下:
上图是爪形浇口,实现中心进胶,孔边缘进料.
上图是标准点浇口,外观较好,进料位置灵活.
目此主题相关图片如下:
上图是热流道,实现无废料,浇口外观更好,填充更好. 目此主题相关图片如下:
上图是标准侧浇口,模具结构简单
直接进胶,只能一模一件,并且浇口修理后痕迹大.设计时浇口对侧加分流包.改善流动.