机加工质量控制计划范例-HT
- 格式:xls
- 大小:138.50 KB
- 文档页数:4
Date
(
Orig.)
日期(原订):Date(Rev.)
日期( 修订):
Core Team:
核心小组
First Inspection
首检Process
Inspection
过程检查Final
inspection
最终检查
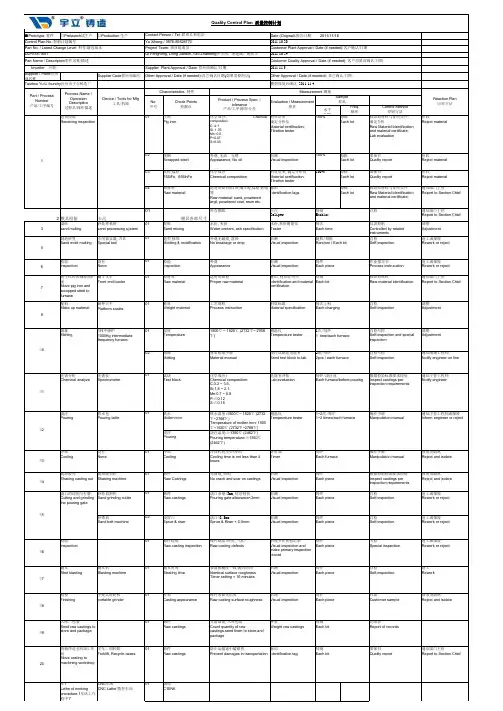
Material type
材质American code:AISI 12151.Check the material certification
2.Third party test one time two years
1.检查材质证明书
2.每年一次第三方检测1份/BatchIncoming inspection report
进料检验报告(编号:LCN-
8F041D)Close off /Return to supplier
隔离 / 退货
Outer diameter
外径Ф28 -0.03Micrometer 千分尺(0~25mm)45138483Incoming inspection report
进料检验报告(编号:LCN-
8F041D)Close off / Return to supplier
隔离 / 退货
Striagtness
直线度Striagtness than
0.5mm/1000mm
弯曲程度1000mm范围内小
于0.5mmInspection in the designated area welter
the material
在指定区域内滚动检查Incoming inspection report
进料检验报告(编号:LCN-
8F041D)Close off / Rework /Sort
隔离 / 返工/ 全检
Surface defects
表面缺陷No Scratch, Rust...
无拉伤、无锈斑……Visual check 目视Incoming inspection report
进料检验报告(编号:LCN-
8F041D)Close off / Return to supplier
隔离 / 退回供应商
Send out material
发料Send wrong material
发错料Color mark
颜色标识Green mark
绿色标识The operator and warehouse
keeper check each other
操作员人员和仓库管理员互相检
验Return to warehouse / close off
退回仓库 / 隔离
20Turning 车削加工L-35
Revolution 转数Make program 编程A01-
002Program checking程序确认Program checking report 程序确
认报告(报告编号:LCN-6F050)Corrected the program 修改程序
Clamp tooling刀具夹头紧
固No disentangle 要求夹紧无
松开动Check tooling and device用工具检查有
无松动Tooling Sheet 刀具清单
(编号:LCN-7F106)Check by technic manager 技术经理审核
1.Turning Facing
光平面Turning tool 车刀 Turning Facing
光平面Rev转速3000rad/min
F进刀量=0.03mm/rTechnice Size
工艺尺寸Reset-up
重新调整
2.Drilling hole
钻孔Drilling tool 钻头
Center hole
中心孔Rev转速2500rad/min
F进刀量=0.03mm/rΦ5.0Technice Size
工艺尺寸Reset-up
重新调整
3.Brilling Hole
镗孔Boring tool 镗刀
20Hole diameter 孔径Rev 转速3000rad/min
F进刀量=0.02mm/rΦ5.6 +0.2Ping gauge 塞规(UGZ-***-0001/UGZ-
***-0001)3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
42Angle 角度20°Contracer轮廓仪(DD-0009)3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
19Hole diameter 孔径Φ5.9±0.1Projector 投影仪(490127)3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
16Radius 圆角17.5 +0.02/-0.03Height Tester0~30mm(01194)高度规3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
15Angle 角度14.5+0.2Projector 投影仪(490127)3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
Reamering tool 铰刀32Angle 角度Rev 转速1000rad/min
F进刀量=0.02mm/r20°Contracer轮廓仪(DD-0009)3pcs/ Machine start up or
Change tool1pcs/3HAQL1.5 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工
21Hole diameter 孔径Φ5.5 +0.02/-0.005Ping gauge 塞规(UGZ-***-0001/UGZ-
***-0001)3pcs/ Machine start up or
Change tool3pcs/3HAQL1.0 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework / Scrap
隔离 / 返工 / 报废
5.Dilling hole
钻孔Drilling tool 钻头Hole diameter 孔径Rev 转速2500rad/min
F进刀量=0.03mm/rΦ10Process technice size
过程工艺尺寸Reset-up
重新调整
6.Boring hole 镗孔
Boring tool 镗刀18Hole diameter 孔径Rev 转速3000rad/min
F进刀量=0.02mm/rΦ12.2+0.04/0Ping gauge 塞规(UGZ-***-0001/UGZ-
***-0001)3pcs/ Machine start up or
Change tool3pcs/3HAQL1.0 C=01.Inspection report (PIR A01-
002)
2.SPC control
1.检验报告(报告编号:A01-002)
2.SPC控制Close off / Rework /Sort
隔离 / 返工 /全检
37Jumpness全跳动Concentricity Gage同轴度仪
(19753-A-10P)3pcs/ Machine start up or
Change tool3pcs/3HAQL1.0 C=0Inspection report (PIR A01-002)
检验报告(报告编号:A01-002)Close off / Rework
隔离 / 返工key window/Phone :
主要联系人/电话:Customer Engineering Approval/Date (If Required)
顾客工程批准/日期(如需要): Control Plan
控 制 计 划***-CP-******
Key window/Phone :
主要联系人/电话:
Customer Part No./ Rev.
客户零件编号/版本:
Part/Process
No.
零件/过程
编号Customer Quality Approval/Date (If Required)
顾客质量批准/日期(如需要):
Other Approval/Date (If Required)
其它批准(如需要)
4 .Reamering hole
铰孔10Incoming Inspection
进料检验Other Approval/Date (If Required)
其它批准(如需要):Part Name/Description
零件名称/描述 :
10PCS/Batch
10PCS/BatchSupplier:
供方:
Process Name
/Operation
Description
过程名称/操作描述Machine, Device,
Jig, Tools For Mfg.
机器、装置、夹具、
工装Characteristics特性
No.
编号Product
产品Process
过程Product
Characteristi
c Class
产品特性分
类Evaluation Measurement Tech.
评价/测量技术Process
Characteristi
c Class
过程特性分
类Reaction Plan
反应计划Methods方法
Product/Process/Spec./Tole
rance
产品/过程/规格/公差Control Method
控制方法Sample样件
10PCS/BatchSample
样件Trial Run
试生产Production
生产