C5225立式车床
- 格式:docx
- 大小:23.85 KB
- 文档页数:8

C5225立式车床传动方式的改进:解决断续...
刘志民
【期刊名称】《设备管理与维修》
【年(卷),期】1991(000)008
【摘要】我厂于70年代初购进1台芜湖重型机床厂生产的C5225型双柱立式车床,现已使用近20年。
主要用于大直径工件的外圆及端面加工。
但自1982年起,我厂改产XMZ型全自动压滤机,该产品的主要零件——滤板、头板、尾板的加工均由该设备来完成。
从零件图(附图)中可以看出,零件的加工过程是断续切削,工作台每转一周都要承受4次冲击载荷,由于原设备主传动系统与电机的联接是刚性柱销联接,因此车削时冲击噪声很大(有时可达100dB以上)。
又由于无过载保护装置,导致了变速箱内经常性的打齿现象。
几乎每隔月余就损坏1次齿轮。
【总页数】1页(P19)
【作者】刘志民
【作者单位】无
【正文语种】中文
【中图分类】TG515
【相关文献】
1.C5225立式车床数控化改造
2.C5225型立式车床电气PLC改造
3.C5225立式车床刀架系统的数控化改造
4.C5225立式车床数控化再改造技术可行性探讨
5.C5225双柱立式车床改造
因版权原因,仅展示原文概要,查看原文内容请购买。
立式车床操作规程立式车床操作规程之相关制度和职责,适用机型:1、普通立式车床:C724,C512(153),C512A,C5112A,C5121(1531),C516A(1541),C5225,C534J1(1532),CQ5250/1,1KCE,C5116A,CY5112,修造厂用5M立车。
2、立式程控转塔车床:S3208。
3、立式双轴转塔车床:CB3640・2...适用机型:1、普通立式车床:C724,C512(153),C512A,C5112A,C5121(1531),C516A (1541),C5225,C534J1(1532),CQ5250/1,1KCE,C5116A, CY5112,修造厂用5M立车。
2、立式程控转塔车床:S3208。
3、立式双轴转塔车床:CB3640・2。
一、认真执行《金属切削机床通用操作规程》有关规定。
二、认真执行下述有关立车通用规定:(一)工作中认真做到:1、工件的毛面不准直接安置在工作台面上,应用垫铁或螺旋顶支承;严禁利用工作台面进行其他作业如用锤击校正工件、焊接工件等等。
2、找正工件时只能点动工作台低速回转找正,不准高速找正。
3、开停工作台时,工作台开停手把只能用手扳动,严禁用脚蹬。
4、工作台转动时不准干做横梁升降和刀架快速移动。
5、移动横梁时须先松开夹紧装置,移动完毕应立即夹紧。
横梁每次下降后,应其上升少许,以消除丝杠、螺母间隙。
6、不允许垂下直刀架及侧刀架的滑枕伸出很长的情况下进行重力切削加工;使用垂直刀架进行加工,特别是作重力切削时,应将栋梁尽可能降到接近工作的位置上。
7、作断续切削加工时,要适当减少进刀量和工作台转速。
8、变速时操纵杆必须推到规定的位置。
如齿轮未啮合好,应以工作后微动进行调正,不准强制扳动工人台"开停"手柄。
(二)工作后,有两个垂直刀架的机床,应将垂直刀架对称停到横梁两端;有一个垂直刀架的机床,应将垂直刀架停在横梁的中间位置;侧刀架应移到立柱的最下端位置上。
基于PLC的C5225立车改造【摘要】利用三菱PLC实现C5225立车的自动控制,简化外部控制线路,实现设备运行的可靠性,减少停机率,达到增长经济效益的目的。
【关键词】三菱PLC 立式车床继电器电磁阀机制公司C5225立式车床是70年代生产的。
历经30年的使用,线路已严重老化,接地故障频频发生。
同时该机床拥有继电接触器控制系统共有的不足:触点的抖动问题、控制回路互联繁琐导致的故障排查困难、适时性差、可靠系数不是很高、操作电压较高等。
2009年公司完成了对C5225立式车床的PLC电气改造,取得了良好的效果。
1 该机床的主要动作简介工作台只有正向工作转动,为了找正工件设有正向点动与反向点动,在点动时电动机只有星形接法,在工作转动时由系统自动完成星形接法与三角形接法的转换。
工作台的变速由4个变速电磁阀和1个变速使能电磁阀控制;只要变速不到位每隔4s冲动0.5s以利于变速动作的完成。
工作台的制动采用速度继电器控制的能耗制动。
左右刀架的结构相同。
其快速移动由单独的电动机执行;其进给运动由进给电动机配合手动的机械变速档完成;其进给方向由电磁离合器控制。
横梁的放松由电磁阀控制的液压系统完成;横梁升降由接触器控制电动机的正反转。
横梁下降结束后有0.5s的回升运动用于消除丝杠间隙。
本着逢修必改的原则对该机床进行了改造性的修复。
我们利用PLC的逻辑运算功能代替了大量的工能性中间继电器。
例如:刀架的控制需要代表4个方向的中间继电器,再用该继电器去控制交流接触器、第二级中间继电器,第二级继电器再去控制各种作用的电磁离合器。
我们改造性的修复过程就是利用PLC的逻辑运算功能:对各种输入信号按照预设的运算规则(控制程序)进行运算;并将运算结果通过PLC的输出单元输出到交流控制回路;从而完成控制功能的过程。
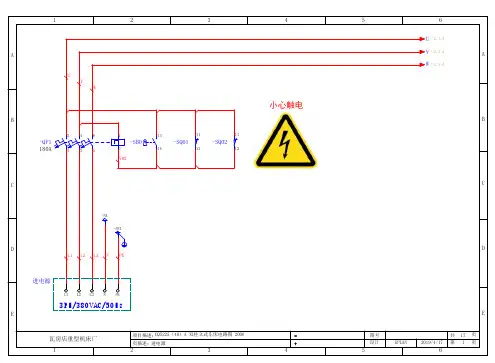
从框图上可以看出控制工艺流程是:PLC采集来自按钮站的操作命令、各种硬件限位的状态、各保护装置的状态三个方面的信号;PLC根据用户编写的程序(也就是具体的运算规则)对以上信号进行逻辑运算;PLC通过输出单元输出运算结果,控制中间继电器(主要是起控制回路的强电与德弱电之间的隔离作用);中间继电器控制电磁阀,电磁阀控制液压系统完成相应的功能、中间继电器控制交流接触器,交流接触器控制电动机和电磁离合器完成各自的功能;机床的机械机构、电机回路则通过限位信号、保护信号把状态返回给PLC。

CK5255型数控双柱立式车床的结构特点与技术性能传糊矬岔忧当前机床工业正处在一个非常关键的发展时期,一是国民经济的发展与现代化生产中机械加工自动化水平的提高,需要大量技术先进,使用可靠,精度高,功能全的数控机床;二是受进ra机床的冲击,使许多机床生产企业面临生存危机,举步维艰.在这种形势下,我们必须珍惜每一个机会,对于所研制的新产品进行认真总结和分析,不断提高自己的技术水平CK5255数控双桂立式车床是武汉重型机床厂自行设计研制的新产品,其用户是北京重型电机厂.下面,我们耐该机床的结构特点和技术性艟进行全面具体的分析.一,机床彗构设计特点机床的设计与制造集中了计算机辅助摸块化设计技术,计算机有限元技术,数控技术,静压技术,导轨辅助粱技术等多学科知识,具有如下特点:机床整机采用热对称构造,可在长期连续工作的状态下,保持精度稳定可靠.主传动采用由可控硅供电的立式倒装宽调磁直流电机,由三角带将动力传至行星齿轮变速箱,带动工作台回转,结构新颖,换档轻便灵活,无级调速范围宽,隳声小.工作台径向采用NN3068K/P42高精度双列圆柱滚子轴承定心,轴向采用预载恒流静压导轨,油膜铡厚装置利用油压的变化来反映油膜厚度的变化;设有温度保护装置,可根据温度和负载选用合适的流量.机床突然断电时,由飞轮作静压断电保护.工作台静压导轨使用的大流量多点齿轮分油器供油系统(多头泵),是武重厂自己的成熟技术.进给运动有刀架移动(轴),滑枕移动(轴)两坐标轴,均采用交流伺服电机,通过陴速齿轮及加有硬载的蒗珠丝杠驱动. 轴采用旋转变压器作半闭环检测,轴采用海登海尔光栅尺作全闭环检测.进给系统有每分钟进给量和工作台每转进给量两种.横柔导轨采用合盒钢淬火精磨并粘接软带.采用辅助粱承圈磐耋簟基&维修2o∞№9受刀架重量,以保持刀架在横粱上的移动精度.为了保持横粱在立柱上移动时的垂直定位精度.当横粱未卡紧之前,横粱的一侧油缸总是推着横粱紧贴于右立桂的同一侧导向导轨面上.刀架和滑枕的移动导轨采用滚动,滑动混合.滚动导轨用于导向,保证移动精度稳定可靠;滑动导轨用于承受主切削力. 在溜板体和刀架体粘贴有进rn软带,以保持断续切削时的运动平稳机床控制系统为法国NUM1040系统,主轴驱动装置为西门子6RA24系统.根据用户要求,机床具有两轴联动数控功毖.机床的地面操纵台上有CRT显示所需的各种信息和数据.机床还配有一个用于手动控制的手提操纵盘,便于灵活移动. 当代机床设计的基本原则是:结构典型化,部件摸块化,军件通用化.因此,我们在CK5255的设计中,力求尽可能多地使用立车系列的典型结构,充分考虑规格内的变型和跨系刊的通用.现将其中特点突出,较有创意的结构作如下介绍:1主传动箱的行星齿轮结构.往,立车的主传动系统多采用斜齿轮,螺旋伞齿轮结构此类传统结构,虽传逮功率太,但配备的功率牖骶,噪声大,往往超过国家标准规定的85dB (A),且加工工艺复杂.本机床的主传动系统,使用了两档变速的行星齿轮主传动箱,把8o年代以来,在武重的CK,CH小立车系列上应用较为成功的行星齿轮变速箱移植过来.另加一对减速齿轮,以满足功率和转速范围的要求.该结构紧凑新颖,效率高且噪声低(<80de(A)).2.横粱的辅助粱结构.刀架在横粱上移动时,其重量会引起横梁的弯曲变形,从而影响机床精度.为此,我们采用了承重辅助粱结构,将辅助梁上端面加工成与攒梁变形曲线方向相反的上凸形曲面,用反变形法进行补偿.这样,刀架移动时.溜板上的滚轮沿此曲面壤动,使刀架的移动轨迹近似直线,从而提高了机床加工精度.3多头泵供油的恒流静压导轨.车机床工作台的负荷较大,选80t,且分布不均,随工件变化而变化,为了保证机床的工作精度,我们采用了多油腔,一腔一泵的恒流静压系统,在底座的导轨面上开有l2个油腔,每个油腔都由多头泵供给恒定流量的油,且流量相等(见图1)多头泵由前给泵供油,改变前给泵的压力,就改变了进出油的压力差,也就改变了多头泵各个出油日的捧油量.这样,调整压力和流量极为方便,维护也简单,只要油腔压力在油泵耐压范围以内,流量又足够,底座和工作台的工作面形成纯液体摩擦,压力储备大,过载能力强二,技术性能图1目前,国外着名的数控机床生产企业主要有德国的多列士一抄尔曼(DORRIES—SCHARMANN)公司,法国的贝蒂(BERTHIEE)公司,意大利的镀楚卡南契公司(PIETROcAR- NAGH1)等.这些公司的产品,技术性能先进,使用功能完备,内部结构精巧,整机造型美观,代表了数控机床的世界先进水平. 奉机床在设计过程中,参考了上述公司的同类产品,并吸取了其优点.1技术参数CK5255型数控双柱立车技术参数见表1.2制造精度裹l项目标准值工作台直径nua5000最大车直径nua5500最大加工高度nua40∞工作台上最大承载重量l80……l高逮挡159~4274J.…"l低挡040~1068工作台最大扭矩kN?m160刀槊最大切削力(刀尖至刀槊下端为5∞一)kN60刀槊精枕行程ham∞00刀架蒲枕截面尺寸hamx一2舯X240……l水平rean/r~nOI3~350"…l|mO.∞一50刀集和精枕水平和垂直快建穆动Ⅲn3oo0刀槊水平行程ham31∞横架升降逮度rean/r~n31O横梁升降行程一2帅O精扰中心过花盘中心的最大越程hamI50刀杆截面尺寸一Xham50x50机床外形尺寸(高X宽X长)mXfitm94×12×585CK5255型数控立车完工后,在武重厂内曾多次检曩I,用户北京重型电机厂也进行了极为严格的现场审接,结果证明:该产品的几何精度和工作精度,全部达到国家标准的要求,平均精度储备在40%以上.特别是工作台的端面跳动和径向跳动实测均为0.01ram,精度储备高达帅%.用德国席士公司的企业标准来检曩I,平均精度储备为25%,工作台端面跳动和径向跳动的精度储备达到42.8%.为衡量CK5255数控立车的技术水平,现将其实测数据,国家标准及德国席士公司的企业标准列成表2,以供比较.寰2film蘸国席士公司检蒉项目CK5255实测数据国家标准企业标准工作台面的平0.O36(凹)007(凹)0.05【凹)面度工作台面的墙OO1O050.O"5面跳动工作台面的径向跳动O.O1O∞O.O175横巢垂直穆动正向O10000.04/l000O01000对工作台旋转轴线的平行度侧向0.O15/1000O.O25,1000O02,l000刀槊移动对工作台面的平行度O.Ol8,1000O.02,1000O.01000蒲扰移动对工正向0.015/10000.04t1000O.03,1000作台旋转轴线的平行度埘向O们5/1000O.02/1000O.O2,l000CK5255数控立车在研制过程中,经过了国家标准(CB9061—88)规定的各项试验(本厂做一次,用户硬验收做一次),现将主要试验项目介绍如下:(1)负荷试验.工作台转速为lOrtmin时,承受与机床最大载重量(80t)相等的试料(实际重量达90t),运行30mfin,运行平稳.工作台为最高转速时,承受30t试件,运行6Omin,运行平稳(2)重切试验.在工作台转速为3.56rtmin,切削深度为25mm,走刀量为1.2ram/rain时,分别切削试件的蛐面和外圆.(3)整机连续空运转试验.编制加工程序作连续空运转自动循环16h.全部试验完成后,复检各项几何精度,结果精度变化相当小,符合GB要求.通过上述分析,说明以我们自己的技术实力,完全有能力设计研制出质量可与进口名牌她美,价格低于进口品牌的质优价廉的数控机床产品.这对于提高国产数控机床在市场竞争中的地位和市场占有率,实现国家制定的普代进日产品战略,进而使国产品牌数控机床走向国际市场,具有不可低估的重大意义. 作者通联:武汉重型机床厂技术中心武汉市武昌中北路108号450071(壕辑王其]。
C 5225双柱立式车床电控系统PLC改造
刘科芳
【期刊名称】《机床电器》
【年(卷),期】2005(032)004
【摘要】采用PLC改造双柱立式车床,简要介绍了系统的控制原理、程序设计及实际改造中遇到的问题.
【总页数】2页(P40-41)
【作者】刘科芳
【作者单位】重汽集团专用汽车公司,266031
【正文语种】中文
【中图分类】TP391.8
【相关文献】
1.C5225型立式车床电气PLC改造 [J], 赵鹏
2.用PLC改造罗马尼亚Sc1600双柱立式车床 [J], 皇甫鸿宾
3.C5220双柱立式车床电控部分PLC改造方案 [J], 缑西梅;黎孜模
4.用小型PLC改造蒸汽发生器电控系统 [J], 康英武;
5.用PLC改造2m立式车床电气系统 [J], 李明白
因版权原因,仅展示原文概要,查看原文内容请购买。
The prerequisite for vigorously developing our productivity is that we must be responsible for the safety of our company and our own lives.(安全管理)单位:___________________姓名:___________________日期:___________________立式车床安全操作规程(标准版)立式车床安全操作规程(标准版)导语:建立和健全我们的现代企业制度,是指引我们生产劳动的方向。
而大力发展我们生产力的前提,是我们必须对我们企业和我们自己的生命安全负责。
可用于实体印刷或电子存档(使用前请详细阅读条款)。
适用机型:1、普通立式车床:C724,C512(153),C512A,C5112A,C512-1(1531),C516A(1541),C5225,C534J1(1532),CQ5250/1,1KCE,C5116A,CY5112,修造厂用5M立车。
2、立式程控转塔车床:S3-208。
3、立式双轴转塔车床:CB3640•2。
一、认真执行《金属切削机床通用操作规程》有关规定。
二、认真执行下述有关立车通用规定:(一)工作中认真做到:1、工件的毛面不准直接安置在工作台面上,应用垫铁或螺旋顶支承;严禁利用工作台面进行其他作业如用锤击校正工件、焊接工件等等。
2、找正工件时只能点动工作台低速回转找正,不准高速找正。
3、开停工作台时,工作台开停手把只能用手扳动,严禁用脚蹬。
4、工作台转动时不准干做横梁升降和刀架快速移动。
5、移动横梁时须先松开夹紧装置,移动完毕应立即夹紧。
横梁每次下降后,应其上升少许,以消除丝杠、螺母间隙。
6、不允许垂下直刀架及侧刀架的滑枕伸出很长的情况下进行重力切削加工;使用垂直刀架进行加工,特别是作重力切削时,应将栋梁尽可能降到接近工作的位置上。
C5225立车技术操作规程(1)操作者必须经过培训,考试合格取证后方可持证上岗操作,在多于一人操作的场合,应该明确每个人的职责。
(2)在操作设备前必须熟读机床使用说明书,了解设备结构、原理、及操作规程方可操作机床。
未经认可的人员不的操作机床。
(3)工作前穿好规定的防护用品(工作服、安全鞋、安全帽、护目镜),袖口扎紧女工必须戴工作帽。
(4)除起吊、运输或焊接外(零件不允许在机床上焊接,特殊情况必须要在设备上进行焊接时,首先向车间主管设备的领导提出书面申请,经批准后方可实施,实施过程中,应接好接地线,关闭设备电源,禁止把焊机地线接至设备上,完成焊接工作后,立即拆掉焊机临时电源),禁止带手套,禁止触碰任何旋转部件。
(5)在接班前应检查润滑站有无润滑油,如果低于规定尺寸1/3时应加至上线,无润滑油运转机床。
(6)检查机床是否正常,如果故障没有彻底排除或其它异常情况,不得运转机床。
严禁机床带病运行。
(7)机床开机后,夏季必须预热10-20分钟,冬季延长到20分钟以上,使机床工作台得到充分的润滑,预热时间检查各油压表是否处于正常数值,压力值不正常禁止使用。
(8)在机床工作前,应保证工作地现场无铁屑、油污,避免滑倒,确保在操作区域内无其他工件和障碍物。
(9)加工工件前,确保工件夹紧,稳定,确保刀具和辅助夹具完好,防止工件飞出或刀具损坏带来的不安全隐患。
(10)工件周转,要检查吊具以及绳索,禁止起吊超过承重能力的物品。
要特别警惕,在吊运工件时,不要将手指卡住,工件旋转时不要与工件、车刀等接触。
(11)加工工件的棱角都是锋利的,防止直接接触,避免人员的损伤。
不得用湿手、脏手或戴湿手套按按纽,避免触电和弄脏操作板。
(12)使用机械油,要选用说明书的标识产品,(冬季要按照说明书要求更换高牌号润滑油)禁止使用其他产品。
(13)确保刀具安装安全可靠,无松动,在机床未完全停稳前,禁止上下工件,确保工作台上无多余的夹具,刀具等杂务,方能启动机床。
C5225立式车床的数控化改造摘要C5225普通立式车床可以满足普通端面和外圆的切削,但不适应曲面类零件的加工。
加工曲面类零件需先根据零件的要求设计制造工装,然后利用工装进行加工,因而存在生产成本高,产品适应性差,加工周期长等缺点。
针对C5225立式车床的结构特点,经过技术上和经济上的可行性分析,本文提出了利用SIEMENSSINUMERIK 802D数控系统对机床进行数控化改造的方案,对机床主传动系统的全数字直流调速改造、左刀架进给系统的数控化改造以及数控电气控制系统的设计和调试三方面的内容进行了具体实现。
1、主传动系统的全数字直流调速改造采用英国欧陆590+全数字直流调速器,在保留原变速机构的基础上将机床原液压16级手工变速改造为液压4级无级调速。
改造内容包括调速方案和电机的选择、主传动传动路线的调整以及直流调速器控制电路、PLC控制程序的设计;2、左刀架进给系统的数控改造采用滚珠丝杠替换原滑动丝杠,半闭环控制。
改造内容包括伺服进给系统控制方式的选择、进给系统机械部分改造方案的确定;滚珠丝杠副及伺服电机的的参数计算和选择;3、SINUMERIK 802D数控系统有效实现了左刀架的x轴和z轴联动控制,数控电气控制系统的设计内容主要包括数控电气控制系统的组成及连接、数控系统中PLC程序的设计及调试、数控系统的调试及系统基本参数的设定。
机床改造后,除可以满足普通端面和外圆的切削外,还可以加工出普通立车无法加工的复杂曲面类零件,大大扩大了机床的加工范围,同时提高了生产效率和加工精度,并至少节省购买数控立车的大笔资金50万元,完全达到了改造的目的。
关键词:立式车床;数控改造;全数字直流调速;滚珠丝杠;数控系统Numerical Control Transformation of C5225Vertical LatheABSTRACTThe traverse plane and top circle call be cut by the C5225 vertical lathe.by which the spherical surface work piece Call not be machined.The technics fumishment ,should be designed according to the actual request before machining the spherical surface work piece,causing high production cost,bad product applicability and long production cycle.A new alteration method about machine tool,basing on SIEMENS SUNUMERRIK 802D numerical control system,has been brought out in this paper.Concretely ,the full —number DC timing alteration ofmaster drive system,the numerical control alteration ofleft tool carriage as well as the design and debug ofthe numerical control electric system ,has been achieved.The Eurptherm 590 full-number DC actiyator had been applied when alteriIlg the master drive system ,whose transmission has been kept down while hydraulic 16-classmanual speed control had been changed to 4-class stepless speed regulation.Theal teration plane comprised the choosing of timing plane and electromotor, the transmission route adjusting of the master drive ,the design of DC actiyator control circuit and PLC program. In the left tool carriage feed system,the sliding leadserew and the semi·closed loop control has been displaced by ball screw.The alteration comprised the choosing of control way to the scrvo feed system,the confirm of mechanism part alteration plane about the feed system.the parameter count and choosing of the ball screw pair as well as the servo motor.The coordinated movement about X and Z axis could be implemented by SINUERRIK 802D numerical system effectively.The design about numerical control electric system comprised the components of hardware,the connecting method,the design and debugging of the system PLC program,the debugging of numerical system and the set of system parameters.After the alteration,the complex spherical surface work piece,besides normal traverse plane and top circle,could be macllined.In this way ,the machining bound of the tool could be enlarged.the productivity as well as the precision could be improved highly and the cost of numerical control tool,500,000 yuan ,would be saved.This alteration was successful.KEY WORDS:vertical lathe;numerical controI transformation;full—number DC speed adjusting;ball screw:numerical control system目录中文摘要---------------------------------------------------------- I Abstract---------------------------------------------------------- II 第一章绪论 ------------------------------------------------------- 1.1 国内外数控化改造的现状 -------------------------------------- 1.2 项目的来源及研究意义 ----------------------------------------1.2.1 项目的来源 ----------------------------------------------1.2.2 C5225车床的概述 -----------------------------------------1.2.3 项目的研究意义 ------------------------------------------ 1.3 C5225立式车床数控改造的总体方案 ----------------------------- 1.3.1 国内立车数控改造的成功案例 ------------------------------ 1.3.2 数控系统及进给伺服驱动系统的选择 ------------------------ 1.3.3主轴改造方案的选择 -------------------------------------- 1.3.4 刀架改造方案的选择 -------------------------------------- 1.3.5 C5225立式车床数控改造的总体方案 ------------------------- 1.4 本文研究的主要内容 ------------------------------------------ 1.5 本章小结 ---------------------------------------------------- 第二章 C5225立式车床主传动变速系统的改造 -------------------------- 2.1 C5225立式车床主传动系统概述 --------------------------------- 2.2 主轴电动机的确定 -------------------------------------------- 2.2.1 调速方式的选择 ----------------------------------------- 2.2.2 直流电动机的选择 ---------------------------------------- 2.3 5225立式车床主传动系统传动路线的改造 ------------------------ 2.4 本章小结 ---------------------------------------------------- 第三章 C5225立式车床进给系统的改造 -------------------------------- 3.1 伺服进给系统概述 -------------------------------------------- 3.2 滚珠丝杠螺母副 ---------------------------------------------- 3.3 C5225立式车床进给系统的改造方案 ----------------------------- 3.4 伺服电机和滚珠丝杠副的参数计算与选用 ------------------------ 3.5 本章小结 ---------------------------------------------------- 第四章 C5225立式车床数控系统的选择 -------------------------------- 4.1 数控系统的工作原理和组成 ------------------------------------ 4.2 数控系统的选择 ---------------------------------------------- 4.3 SINUMERIK 802D数控系统简介 ---------------------------------- 4.4 本章小结 ---------------------------------------------------- 第五章结论 ------------------------------------------------------- 个人总结 ---------------------------------------------------------- 参考文献 ----------------------------------------------------------第一章绪论1.1 国内外数控改造的现状工业发达国家在70年代末、80年代初已开始大规模应用数控机床。
C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
C5225型立式车床是一种自动化程度要求较高的机电设备,它通常采用继电器逻辑控制方式,传统的继电器控制系统中使用了大量的中间继电器、时间继电器,由于控制触点多,电控系统故障率高,检修周期长。
立式机床使用年月久后,电气控制系统线路老化,继电器故障频繁,检修困难。
利用PLC 的高可靠性、高抗干扰,寿命长、维修量少、查找外部线路简单的特点改造传统继电器控制系统是很好的方法。
用PLC对系统进行逻辑控制和变速位置的数据处理,既能较好地实现原工艺要求,简化线路,又提高了可靠性和机床的运行率。
1 C5225型立式车床控制特点
C5225型立式车床主电路如图l所示。
从图1中可以看出,主电路共有7台三相交流异步电动机,车床全部设备均由380V交流电源供电。
M2为油泵电动机,供给车床工作台润滑和液压装置的压力油。
M1为工作台主拖动电动机,它采用星三角降压启动和能耗制动,仅有正向工作转动。
但可作正反点动,以便调整刀具。
工作台的变速通过变速箱实现16种转速变换(见表1)。
M3为横梁升降电动机,通过机械传动使横梁沿立柱导轨上下移动。
M4为右立刀架快移动电动机。
M5为右立刀架进给电动机。
M6为左立刀架快速移动电动机,M7为左立刀架进给电动机。
2 C5225型立式车床PLC控制系统设计
原C5225型立式车床的电气系统,所有转换开关,断路器开关,仪表触点,控制按钮等为PLC控制系统的输入信号,共有39个输入信号;而电磁阀线圈,接触器线圈,指示灯等为PLC控制系统的输出信号,共有32个输出信号。
C5225型立式车床PLC的输入/输出分配见表2。
根据UO分配结果,设计I/O端子接线图。
根据C5225型立式车床的控制要求,设计出PLC控制梯形图及指令语句表,图2为PLC 控制梯形图。
表2 C5225 型立式车床PLC的输入/输出点分配表
C5225型立式车床接触器-继电器控制电路概述
C5225型立式车床接触器-继电器控制电路原理图如图所示。
从图中可以看出,C5225型立式车床由七台电动机拖动,即主轴电动机、油泵电动机、横梁升降电动机、右立刀架快速移动电动机、右立刀架进给电动机、左立刀架快速移动电动机、左立刀架进给电动机。
从图中可以看出,只有在油泵电动机M2启动运行,机床润滑状态良好后,其他电动机才能启动。
1)油泵电动机M2控制
按下按钮SB4,接触器KM4通电闭合,油泵电动机M2启动运转,同时14区中的接触器KM4的常开触点闭合,接通了其他电动机控制电路的电源,为其他电动机的启动运行做好了准备。
2)主轴电动机M1控制
主轴电动机M1可采用Y-Δ降压启动控制,也可采用正反转电动控制,还可采用停车制动控制。
由主轴电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
(1)主轴电动机M1的Y-Δ降压启动控制。
按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KMY线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主轴电动机
M1开始Y-Δ降压启动。
经过一段时间,时间继电器KT1动作,接触器KT1
线圈断电释放,接触器KMY线圈断电,接触器KMΔ线圈(26区)通电闭合,主轴电动机M1Δ接法全压运行。
(2)主轴电动机M1的正、反转点动控制。
按下正转点动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KMY通电闭合,主轴电动机M1正向Y接
法点动启动运转。
按下反转点动按钮SB6(20区),接触器KM2线圈(20区)通电闭合,继而接触器KMY通电闭合,主轴电动机M1反向Y接法点动启动运转。
(3)主轴电动机M1的停车制动控制。
当主轴电动机M1启动运转时,速度继电器KS的常开触点(22区)闭合。
按下停止按钮SB3(15区0,中间继电器K1、接触器KM1、时间继电器KT1、接触器KMΔ线圈施电释放,接触器KM3线圈
通电闭合,主轴电动机M1能耗制动。
当速度下降至100r/min时,速度继电器的常开触点(22区)复位断开,主轴电动机M1制动停车完毕。
(4)工作台的变速控制。
工作台的变速由手动开关SA控制,改变手动开关SA 的位置(电路图中35~38区),电磁铁YA1~YA4有不同的通断组合,可得到工作台各种不同的转速。
表5-3列出了C5225型立式车床转速表。
将SA扳至所需转速位置,按下按钮SB7(31区),中间继电器K3、时间继电器KT4线圈通电吸合,继而电磁铁YA5线圈通电吸合,接通锁杆油路,锁杆压合行程开关ST1(28区)闭合,使中间继电器K2、时间继电器KT2、线圈通电吸合,变速指示灯HL2亮,相应的变速电磁铁(YA1~YA4)线圈通电,工作台得到相应的转速。
时间继电器KT2闭合后,经过一定时间,KT3线圈通电闭合,使接触器KM1、KMY通电吸合,主轴电动机M1作短时启动运行,促使变速齿轮啮合。
变速齿轮啮合后,ST1复位,中间继电器K2、时间继电器KT2与KT3、电磁铁YA1~YA4失电释放,完成工作台的变速过程。
3)横梁升、降控制
(1)横梁上升控制。
按下横梁上升按钮SB15(68区),中间继电器K12线圈通电吸合,继而横梁放松电磁铁YA6(33区)通电吸合,接通液压系统油路,横梁夹紧机构放松,然后行程开关ST7、ST8、ST9、ST10(63区)复位闭
合,接触器KM9线圈(64区)通电闭合,横梁升降电动机M3正向启动运转,
带动横梁上升。
松开按钮SB15,横梁停止上升。
(2)横梁下降控制。
按下横梁下降按钮SB14(66区),时间继电器KT8(66区)、KT9(67区)及中间继电器K12(68区)线圈通电吸合,继而横梁放松电磁
铁YA6(33区)通电吸合,接通液压系统油路,横梁夹紧机构放松,然后
行程开关ST7、ST8、ST9、ST10(63区)复位闭合,接触器KM10线圈(65
区)通电闭合,横梁升降电动机M3反向启动运转,带动横梁下降。
松开
按钮SB14,横梁下降停止。
4)刀架控制
(1)右立刀架快速移动控制。
将十字架手动开关SA1扳至“向左”(47~50区)位置,中间继电器K4(47区)通电吸合,继而右立刀架向左快速离合器电磁铁YC1线圈(72区)通电吸合。
然后按下右立刀架快速移动电动机M4的启动按钮SB8(39区),接触器KM5通电吸合,右立刀架电动机M4启动运转,带动右立刀架快速向左移动。
松开按钮SB8,右立刀架快速移动电动机M4停转。
同理,将十字手动开关SA1扳至“向右”、“向上”、“向下”位置,分别可使右立刀架各移动方向电磁离合器电磁铁YC2~YC4(74~79区)线圈吸合,从而控制右立刀架向右、向上、向下快速移动。
根据右立刀架快速移动控制的原理,左立刀架快速移动则是通过十字手动开关SA2(59~62区)扳至不同位置来控制电磁离合器电磁铁YC9~YC12的通断及按下左立刀架快速移动电动机M6的启动按钮SB11(51区)控制左立刀架快速移动电动机M6 的启停来实现。
(2)右立刀架进给控制。
在工作台电动机M1启动的前提下,将手动开关SA3(43区)扳至接通位置,按下右立刀架进给电动机M5的启动按钮SB10,接触器KM6通电吸合,右立刀架进给电动机M5启动运转,带动右立刀架工作进给。
按下右立刀架进给电动机M5的停止按钮SB9,右立刀架进给电动机M5停转。
同理可得左立刀架进给电动机M7的控制过程。
(3)左、右立刀架快速移动和工作进给控制。
当右立刀架快速移动电动机M3或右立刀架进给电动机M4启动运转时,时间继电器KT6通电闭合,80区瞬时闭合延时断开触点闭合,当松开右立刀架快速进给移动电动机M3的点动按钮SB8或按下右立刀架进给电动机M4的停止按钮SB9时,接触器KM5或KM6失电释放,由于KT6为断电延时,因此80区中时间继电器KT6的瞬时闭合延时断开触点仍然闭合,此时按下右立刀架水平制动离合器按钮SB16(80区),右立刀架水平制动离合器电磁铁YC5、YC6线圈通电吸合,使制动离合器动作,对右立刀架的快速进给及工作进给进行制动。
同理可得左立刀架快速移动和工作进给制动控制的工作过程。
2、C5225型立式车床PLC控制
(1)列出C5225型立式车床PLC的输入/输出点分配表,见表5-4。
表5-3 C5225型立式车床转速表
注:“+”表示接通状态,“-”表示断开状态。