重型立式车床盘式刀库结构设计
- 格式:pdf
- 大小:110.73 KB
- 文档页数:1
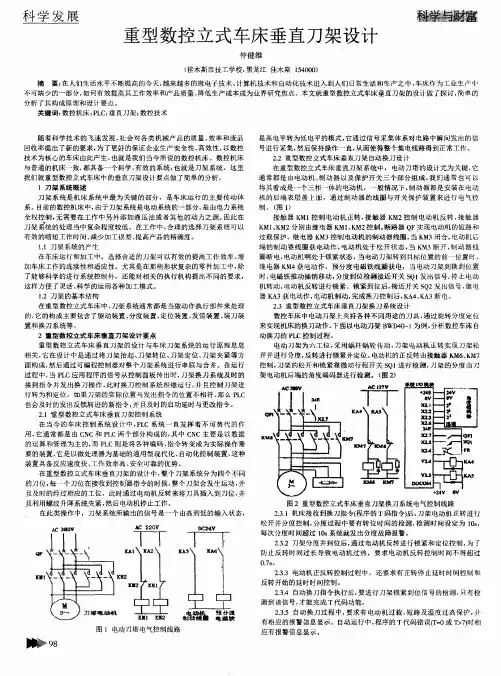
·88·重型数控立式车床垂直刀架设计李立强姜辉(齐重数控装备股份有限公司,黑龙江齐齐哈尔161005)摘要:通过研制了双伺服电动机、双滚珠丝杠传动的垂直刀架结构,使滑枕承受左右滚珠丝杠的进给力相互平衡,左右滚珠丝杠进给力引起的翻转扭矩为零,使滑枕处于最佳受力状态。
通过取消了平衡滑枕重量的液压油缸,彻底消除了平衡油缸的回油速度慢对滑枕Z轴快速移动速度和精度的制约。
关键词:左右伺服电动机驱动左右滚珠丝杠传动双失电制动器制动中图分类号:TG519.1文献标识码:ARail head design of CNC heavy duty latheLI Liqiang,JIANG Hui(Qiqihar Heavy CNC Equipment Co.,Ltd.,Qiqihar161005,CHN)Abstract:The preparation of double servo motor,double ball screw transmission vertical head structure,make slide bear left and right ball screw feed force balance each other,and the left and ball screw feed force caused by turning torque is zero,so that the ram in the best state of stress.By canceling weight balance ram hydraulic cylinder,the constraints of balancing cylinder oil return speed on RAM Z axis moving speed and accuracy are eliminated completely.Keywords:Left and Right Servo Motor Drive;Left and Right Ball Screw Drive;Double Electricity Loss Brake目前,加工直径在10m以上的重型数控立式车床垂直刀架滑重量一般在6t以上,滑枕Z轴垂向进给机构一般为一套伺服电动机通过减速箱降速后驱动滚珠丝杠传动,垂直刀架配置有一套液压油缸平衡装置,液压油缸平衡滑枕70%以上的重量。
加工中心自动换刀系统设计(盘式)—刀库设计刀库是自动换刀装置中最主要的部件之一,其容量、布局以及具体结构对加工中心的设计有很大影响。
16刀刀库是在小型加工中心应用最为广泛,根据使用的场合和实际运用的要求,设计了相应的16刀的圆盘式刀库,并且对它的控制进行了一定的研究。
论文首先对16刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分章节对各个部分进行计算与设计。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
绪论本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
1引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,受到世界各工业发达国家的高度重视,技术迅速发展,品种和数量大幅度增加,成为当今世界机械加工设备中最引人注目的一类产品。
1.1加工中心简介1.1.1加工中心的发展简史1952年世界上出现第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
它用易于修改的数控加工程序进行控制,因而比大批量生产重使用组合机床生产线和凸轮、开关控制的专用机床有更大的柔性,容易适应加工件品种的变化,进行多品种加工。
它用数控系统对机床的工艺功能、几何图形运动功能和辅助功能实行全自动的数字控制,因为有更高的自动化程度和加工效率,大大改变了中小批量生产中普通机床占整个机械加工的状况。
数控加工中心盘式刀库设计一、设计目标1.提高数控加工中心刀具管理效率,减少刀具更换时间,提高加工效率;2.提高数控加工中心的加工精度和质量;3.方便操作和维护。
二、设计方案1.刀库结构设计(1)刀库选用盘式刀库,能够同时存放多种刀具,提高刀具的配套程度,方便操作人员进行刀具更换;(2)采用旋转结构,可以通过旋转盘来选择所需刀具,同时盘式刀库还可以实现自动刀具更换,提高加工效率;(3)刀具位置间隔合理,避免相互干扰,保证刀具的整齐摆放。
2.刀库容量设计(1)根据加工中心的加工需求确定刀具种类和数量,根据需求确定刀库的容量大小,确保能够存放足够多的刀具;(2)根据加工需求,将相似的刀具进行归类,减少刀具种类的多样性,以便提高刀库的利用率;(3)合理规划刀库的存储空间,减少刀具占地空间,节省仓储成本。
3.刀具的标识和管理(1)为每个刀具设计明确的编号和标识,便于操作人员快速找到所需刀具;(2)建立刀具管理系统,对刀具进行清点和登记,记录刀具的使用寿命和更换次数,及时进行维护和更换;(3)对于长期不用或使用寿命超出的刀具,及时进行检修或报废。
4.刀具存放环境设计(1)为刀具提供干燥、清洁和稳定的环境,减少刀具的氧化和磨损;(2)设置恒温和湿度控制设备,以保持刀具的稳定性;(3)选择合适的材料和涂层,提高刀具的耐磨性和使用寿命。
5.刀库的维护和保养(1)定期对刀库进行清洁和检查,清除切屑和尘土,避免切削液对刀具的腐蚀和影响;(2)定期检查刀具的切削力和切削温度,根据使用情况调整刀具的加工参数;(3)定期检查刀具组件的磨损情况,及时更换磨损的零部件,保证刀库的正常运行。
三、设计方案的优势1.盘式刀库能够同时存放多种刀具,减少了刀具更换时间,提高了加工效率;2.盘式刀库的旋转结构和自动刀具更换功能,进一步提高了加工效率;3.刀库容量设计合理,充分考虑了加工需要和刀具种类,节省了仓储成本;4.刀具的标识和管理方便操作和维护,提高了刀具的使用寿命和维修周期;5.刀库的环境设计和维护保养能够保证刀具的稳定性和使用寿命。
立式加工中心16把刀刀库整体设计摘要加工中心刀库的设计,是在原有基础上进行较大规模的技术更新或技术创新。
达到高精度、高效率和自动化程度,降低经济成本,节约工装费用,也减轻了工人劳动强度。
设计的主要内容包括设计需求分析,刀库的各组成部分方案设计,刀库结构和传动机构设计选择,选刀方式的选择,刀库管理控制系统设计等内容。
本次设计的刀库为侧挂式盘式刀库,轴向取刀,满载装刀16把,刀柄形式为BT40,采用单环排列方式排放,由步进电动机驱动,满足了换刀时频繁启动电动机以及刀具准停得需求。
分度定位机构采用槽轮机构,从而避免了蜗轮蜗杆传动机构复杂,而且单头双导程蜗轮和蜗杆的加工较困难的弊端。
刀盘转速36r/min。
选刀方式通过软件达到就近选刀的目的.整个设计可以达到3.5秒的换刀时间,满足了实际加工中心节省时间的目的,提高了加工效率。
关键词:加工中心;刀库;槽轮The Design of tool magazine for Vertical machining centerAbstractThe design of tool magazine on a machining centre is give a remarkable technical updating and technical innovation on the original base.As a result,we can achieve the goal which is high precision and high efficiency.We can reduce economic costs and save the machining costs.While it will reduce the labor intensity for workers.The main contents of the design include the analyse of the design requirement,design of the main element of tool magazine ,the formation of the tool magazine,the choosing of the way to select the tool, control system of the tool magazine and so on.The, design is a disc tool magazine which is on the side,choosing tools in the axial.The capacity of the tool magazine is 16.The form of the tool holder is BT40.All tools are put in a single ring.To reach the goal that meeting the requirement of the frequently starting the motor and stopping the tool magazine in the right place,we choose the stepping motor.Indexing of positioning using Geneva mechanism,which is less complex than the worm and worm wheel.The speed of the disc is 36 round per minute.The way of chooseing tools is through software ,which can choose the tool with the nearest distance.This design can changing the tool in 3,5 seconds.As a result,it will save much time and improve efficiency for machining centre.Key words: machining centre ;tool magazine;Geneva mechanism一绪论1.1 加工中心的概述及其发展史加工中心(Computerized Numerical Control Machine )简称cnc,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
必看大型立式车床构成结构
大型立式车床只要应用于重型机械制造行业、矿山设备制造业、
钢铁行业、化工设备制造业、电力设备制造行业、铁路机车车辆制造行
业及冶金机械制造行业等。
机床由左右立柱、顶梁、工作台底座构成框架,以承受切削时的
负荷,横梁沿立柱导轨上下移动,横梁升降电机及蜗杆减速箱置于顶梁上。
横梁由碟形弹簧通过杠杆夹紧在立柱上,横梁升降的操作按钮在吊
挂按钮站上。
变速箱紧固在工作台底座的后部,主电念头由弹性联轴器与变速
箱相连接,变速箱由变速油缸推动交换齿轮实现十六种转速的变换,转
速变换开关在吊挂按钮站上。
工作台由主电机经变速箱直接启动和制动,工作台仅有正向工作滚动,但可以作正反向点动以便于工作找正。
工作台镶有锌铝铜合金耐磨导轨板,并在导轨间通入压力油(2—
4kg/cm2)以进步导轨承载本领。
工作台主轴上装两个3182100型双列
短圆柱滚子轴承,其内环带有锥孔用以调整径向间隙,以保证主轴能在
高精度下平稳地工作。
工作台的启动,制动与点动的操作按钮在吊挂按
钮站上。
大型立式车床左右两个进给箱装在横梁的两端,两个进给箱的结
构是相同的,在进给箱的后部装有刀架进给用电机与快速移动电机各一台,工作进给由变换齿轮实现十八种进给量的变换。
变换进给量的操作
手柄在进给箱的前面,进给箱内装有电磁离合器,用来选择刀架工作进
给或快速移动的方向。
刀架移动方向选择开关及进给,快速移动操作按
钮在吊挂按钮站上。
1 / 1。
本科毕业设计(论文)通过答辩摘要本论文介绍的是XKA5032A/C数控立式升降台铣床自动换刀机构的设计。
自动换刀机构一方面可以减轻工人劳动强度,另一方面可以提高加工效率。
刀库式的自动换刀机构是由刀库和刀具交换装置(换刀机械手)组成。
换刀时,先在刀库中进行选刀,由机械手从刀库和主轴上取出刀具,然后交换位置,把新刀插入主轴,旧刀放回刀库。
存放刀具的刀库具有较大的容量,其容量为六把刀具,采用盘形结构,安装在机床的左侧立柱上。
数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为刀具交换装置。
两手互相垂直的回转式单臂双手机械手的优点是换刀动作可靠,换刀时间短,缺点是刀柄精度要求高,结构复杂,联机调整的相关精度要求高,机械手离加工区较近。
一般来说,这种机械手与刀库刀座轴线与机床主轴轴线垂直,刀库为径向存取刀具形式的自动换刀机构,因此,在XKA5032A/C数控立式升降铣床的自动换刀机构中可采用这种机械手形式。
关键词:数控铣床;自动换刀装置;刀库;换刀机械手AbstractThis paper gives the design of the equipment of auto-exchange tool of XKA5032A/C vertical knee and column type milling machine (tool magazine type). Automatic tool change mechanism can reduce the labor intensity of workers, on the other hand, it can improve the machining efficiency. The auto-exchange equipment of tool magazine is composed of the tool magazine and the device of tool exchange. At first, the tool that fetched from the tool magazine should be proper posed into the spindle of the machine, and the tool fetched from the spindle should be put pack to the tool magazine. The tool magazine that has large capacity where has 6 tools and adopt plate structure is mounted in the left column of the machine.Automatic tool changer of NC machine, realize the device between the knife and machine tool spindle transmission and handling tool called the tool switching device.The advantage of two perpendicular arms of the rotary auto-exchange device is the reliability and prompt of the exchange action. The disadvantage of the equipment of auto-exchange tool is the higher accuracy of the spindle and the compound structure of the tool magazine. The regulation of the machine become complex because of the tool exchange near the zero of the machining. Generally speaking, the axis of the tool magazine is perpendicular with the axis of the machine spindle. The type of the tool exchange is radial. So, the equipment of auto-exchange tool of XKA5032A/C vertical knee and column type milling machine adopt this type of the machine arm.Keyword: NC milling machine , the equipment of auto-exchange tool, tool magazine, mechanical arm of tool exchange目录摘要 (I)ABSTRACT (II)目录 (V)1 绪论 (1)1.1数控机床发展历史及趋势 (1)1.2数控铣床的分类及组成 (1)1.2.1 数控立式铣床 (1)1.2.2 卧式数控铣床 (2)1.2.3 立卧式两用数控铣床 (2)1.2.4 数控铣床的组成 (3)1.3数控铣床的选用 (3)1.4数控铣床的主要功能及加工范围 (4)1.4.1 数控铣床的主要功能 (4)1.4.2数控铣床的加工范围 (4)2 数控铣床自动换刀装置总体要求 (6)2.1数控铣床自动换刀装置产生背景及换刀方法 (6)2.2数控铣床自动换刀装置的总体要求 (8)2.2.1 自动换刀装置的分类 (8)2.2.2 对自动换刀装置的要求 (8)3 自动换刀装置总体设计 (9)3.1自动换刀装置设计数据 (9)3.2XK5032数控铣床主要技术参数 (9)3.2.1 结构参数 (9)3.2.2 主要规格及技术参数 (10)3.3确定数控铣床加工工况 (11)3.4确定自动换刀装置的方式 (11)4 自动换刀控制原理 (13)4.1自动换刀机构液压系统的设计 (13)4.1.1 液压的特点 (13)4.1.2 自动换刀机构液压系统原理图 (13)4.2自动换刀装置换刀动作的顺序控制过程 (14)5 刀库结构设计 (15)5.1刀库类型 (15)5.2刀具识别 (15)5.3刀库容量的设计 (16)5.4刀库结构的设计 (16)5.4.1 传动装置的选择 (17)5.4.2 刀库回转机构的设计 (18)5.4.3 确定刀具的选择方式 (22)5.4.4 刀库的定位与刀具的松夹 (22)6 刀具交换装置的设计 (24)6.1确定换刀机械手结构形式 (24)6.2换刀机械手的工作原理 (25)6.3自动换刀的动作顺序 (26)6.4机械手回转传动机构的设计 (26)6.5自动换刀装置对主轴准停的要求 (27)6.6换刀机械手的安装与调试 (27)6.7自动换刀程序的编制 (27)7 结论与展望 (29)7.1结论 (29)7.2展望 (29)致谢 (30)参考文献 (31)附录 (32)1 绪论1.1 数控机床发展历史及趋势数控技术是现代制造技术的基础。
CK56A立式车床数控设计概述:一、车床结构设计:1.主轴箱结构设计:主轴箱采用立式结构,由主轴、主轴帽、主轴箱底盘等组成。
主轴帽采用整体铸造,保证刚性和稳定性。
主轴箱底盘采用箱式结构,以提供稳定的支撑。
2.工作台结构设计:工作台采用滚动导轨结构,以实现工作台的平稳移动和精确定位。
滚动导轨选用高精度的线性导轨,同时加装滚子轴承,以增加滚动的平稳性。
3.XY轴结构设计:XY轴采用滚珠丝杠传动结构,以保证精确控制并提高运动速度。
滚珠丝杠选用高精度的滚珠丝杠,同时加装封闭式防尘罩,以延长滚珠丝杠的使用寿命并减少维护。
4.运动控制系统设计:运动控制系统采用数控系统,实现对车床的自动控制。
数控系统选用高性能的数控控制器,具备多种加工函数和编程功能,以满足不同的加工需求。
二、数控系统设计:1.数控系统选型:数控系统选用功能齐全、稳定可靠的数控控制器,以保证车床的精度和稳定性。
数控控制器具备多种编程方式和协同功能,以增加加工的灵活性和效率。
2.数控系统布局设计:数控系统布局合理,以方便操作和维护。
各控制设备之间的连线均采用防护套管进行隔离,以保证运行的安全性。
3.数控系统软件设计:数控系统软件应具备友好的界面和丰富的功能,以满足不同的加工需求。
软件应支持G代码和M代码的输入,以实现程序的编制和执行。
三、操作界面设计:1.操作界面布局设计:操作界面布局简洁明了,以方便操作人员的使用。
主要功能按钮和显示器应位于操作人员易于触摸和看见的位置。
2.操作界面趋向设计:操作界面应具备人性化的趋向设计,以提高操作的效率和精度。
主要功能按钮提供快捷键和快速设置选项,以减少操作的步骤和时间。
3.操作界面显示设计:操作界面可以显示当前的加工状态和参数,以方便操作人员对加工过程的实时掌控。
同时,还可以显示故障信息和报警信息,以帮助操作人员及时处理问题。
四、安全系统设计:1.急停开关设计:车床应配备紧急停止按钮,以便在紧急情况下能够及时停止设备的运行。
三轴立式加工中心圆盘式刀库结构设计在三轴立式加工中心中,刀具库是非常关键的组成部分,其结构设计对于加工中心的性能和效率起着重要作用。
而圆盘式刀库是一种常见的刀库结构,其能够容纳多个刀具,实现快速刀具更换,提高加工效率。
本文将对圆盘式刀库的结构设计进行详细阐述。
首先,圆盘式刀库的设计需要考虑的重要因素是刀具的数目和种类。
根据加工中心的需求,需要确定刀具的数目以及每个刀具的类型。
常见的刀具有铣刀、钻头、螺纹刀等,可以根据加工需要进行选择。
在设计刀具库的时候,需要考虑到各个刀具之间的间距,以便于刀具的快速更换和存放。
其次,刀库的结构设计需要考虑到刀具的安全性和稳定性。
刀具的安全性是非常重要的,因为刀具在高速加工中会有较大的惯性力和振动力,如果刀具不稳定会导致加工精度下降甚至出现安全事故。
设计时可以考虑采用合理的刀具固定方式,如夹爪、弹簧等,确保刀具的稳定性。
另外,可以通过调整刀库的结构,提供刀具的支撑和减震装置,减少刀具的振动和冲击。
此外,刀库的结构设计还需要考虑到刀具的存放和取放的便捷性。
刀具库的设计需要确保刀具的存放和取放方便快捷,以便于加工中心的操作人员进行刀具的更换。
可以采用旋转结构,使得刀具可以快速转到操作人员的工作位置,方便操作人员进行刀具的更换。
此外,可以在刀库的外部设置RFID或者条码识别系统,方便刀具的管理和追溯。
最后,刀库的结构设计还可以考虑到刀具的自动检测和调整功能。
在刀具库的设计中,可以设置自动检测装置,实时监测刀具的磨损情况和刀具上的故障。
当刀具出现磨损或者故障时,可以通过刀库的自动调整装置,自动更换刀具或者调整刀具位置,保证加工质量和效率。
综上所述,圆盘式刀库的结构设计是三轴立式加工中心中非常重要的一个环节。
在设计时,需要考虑刀具的数目和种类、刀具的安全性和稳定性、刀具的存放和取放的便捷性以及刀具的自动检测和调整等因素。
通过合理的结构设计,可以提高加工中心的性能和效率。
盘式刀库机构分析1盘式刀库机构组成盘式刀库机构主要由动力传动装置,刀盘,机械手等主要部件组成。
1.1动力传动装置主要由交流伺服电机经过减速机构,带动齿圈,使之与齿圈通过螺栓连结的12个工位刀盘旋转。
可以通过数控系统对电机进行控制,实现需要的转速。
1.2刀盘设计刀盘通过螺栓与齿圈连接固定,由刀库的传动装置驱动齿圈,带动刀盘旋转,实现自动换刀过程的选刀和定位。
刀盘有12个工位,每个工位安装一组2个刀夹定位块,每组定位块上均可放置所需的刀夹,刀具。
1.3机械手设计机械手由机械手臂和手指2部分组成。
机械手臂在液压的控制下带动机械手指进行工作。
推拉油缸右端的送刀进油口来油时,推动活塞带动机械手手臂将刀架所需更换的刀夹从刀库中送出,此时左端的取刀进油口回油。
同时,液压油经导向杆内的油孔作用于机械手手臂的小活塞上,推动手指钩,完成勾住刀夹的动作。
推拉油缸左端的取刀进油口来油时,推动活塞带动机械手臂将刀架不需要的刀夹取回刀库,此时右端的送刀进油口回油。
2工作原理盘式刀库的工作主要由机械手臂的3个位置(1.机械手臂在刀盘旋转的时候的位置;2.从刀盘取刀到将刀具送回刀盘的位置;3.将刀具从车床上取出及将刀具送到车床的位置)和机械手指的放松和夹紧2种状态来实现的。
机械手臂的定位通过位置判断开关来实现,通过无触点式接近开关来控制机械手臂的移动。
换刀过程开关包括机械手初始位置判断开关,取刀到位判断开关,送刀到位判断开关3部分,选用无触点式接近开关。
3个开关通过调整用安装支架固定在刀库连接板上,因结构需要,共用1个感应块,感应块分3个感应区域,每个区域对应1个开关。
在结构上,把3个开关固定在与机身相连的滑轨上,以螺栓连接固定。
需要调整时只需将螺栓松开将开关在滑轨上移动后再固定就可以实现初始位置,取刀位置和送刀位置的调整。
而且在取,送刀的过程中直接利用无触点式接近开关直接发出信号,配合反应迅速的液压系统,可以实现取,送刀动作在控制上的精确执行,完成整个换刀过程。
1 绪论1.1数控加工中心自动换刀装置概述机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
当今社会,数控机床几乎已经扩展到了所有加工领域,许多工厂为了适应产品的频繁更新、提高加工精度、降低生产成本、缩短产品交货周期和减轻劳动强度,在中等批量、甚至大批量生产中应用数控机床,并取得了良好的经济效益。
数控加工中心带有刀库和自动换刀装置,是能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。
自动换刀装置(ATC)是加工中心的重要组成单元,其设计质量的好坏,直接影响加工中心的质量。
ATC由刀库和机械手组成,它的机构和运动复杂、性能要求高。
刀库的功能是储存刀具,并且按程序指令,把即将要用的刀具迅速、准确地送到换刀位置,因此刀库的位置、体积大小能否适合加工中心的整体设计,刀库的运动机构能否使刀库平稳运转并准确地停在换刀位置,运动过程有无干涉、卡死等现象,都是设计人员非常关心的问题。
机械手的功能是把刀库上的刀具送到主轴上,再把主轴上已用过的刀具送回刀库。
它的动作要求迅速而准确,所以对机构的结构、定位、运动、夹持力的大小等都有很高的要求,一旦有运动故障或定位、运动误差过大,都会造成换刀动作失败,掉刀。
当今时代,高速加工中心已成为加工行业未来的发展趋势。
高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。
为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置的高速化也相应成为高速加工中心的重要技术内容。
未来机床产业的发展,均以追求高速、高精度、高效率为目标。
随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级机床的一项重要指标。
因此,对数控机床的刀库及其自动换刀装置的研究和发展有着重要的意义。
1.2国内外自动换刀装置设计的发展情况自动换刀系统是数控机床的重要组成部分。
刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。
重型数控立式车床的垂直刀架设计摘要:新型垂直刀架的结构特点、新型垂直刀架的结构组成和工作过程这是本文着重进行分析的两个部分,重型数控立式车床的垂直刀架的科学合理的设计对于立式车床机械的使用有着重要意义,关系到生产经营和企业成本的控制。
关键词:立式车床;垂直刀架;数控设计重型数控立式车床的加工直径在十米以上,制约因素是系统受到回流能力不高的影响,会使的滑枕的速度,也就是快速移动的速度在每米四分钟之内。
随着滑枕快速移动速度的增加,平衡油缸的回油阻力增速极快,伺服电动机的额定输出扭矩会逐渐不能抵抗回油阻力,平衡油缸的回油速度到滑枕快速移动达到每米四分钟的时候到达极限状态,一般经常会出现的现象包括伺服电动机报警、液压管路系统崩溃等,会造成机械无法正常工作,为了防止此类现象的出现,笔者提出一种新型垂直刀架结构(见下图)。
1 新型垂直刀架的结构特点滑枕Z轴垂向进给结构具有的特点是:从受力方方面看,承载力大;从速度方面分析,其速度快。
超过单伺服电动机传动结构的输出扭矩大1.8倍以上的是双伺服电动机传动结构伺服电动机的总输出,对于双滚珠丝杠传动结构,其滚珠丝杠直径比单滚小一个规格,那么使用到电动机轴上的惯量和使伺服电动机的负载总惯量最大限度的降至最小。
双伺服电动机、双滚珠丝杠传动结构在机床工作中,为滑枕提供最大的供给,包括平衡力和进给力,大大提升了滑枕Z轴垂向进速度,这要比传统的滑枕进给速度要进步和提升很大。
因此这两种装置中,滚珠丝杠的进给力滚动摩擦系数小,那么传动效率就高。
滑枕Z轴进给运动精度高、受力状态好,同时不会出现变形现象,是滑枕Z 轴在双滚珠丝杠驱动中以及无液压油缸中的表现。
为了确保滑枕左右两侧承受进给力达到平衡,在其左右两侧布置双滚珠丝杠,且双滚珠丝杠要对称,还要确保没有额外的翻转力矩,正常建立静压导轨油膜间隙,在滑枕和刀架体之间。
滑枕进给运动在纯液体摩擦状态进行的静压导轨摩擦系数小于0.005,这时的精度属于最佳,传动效率非常高。
加工中心自动换刀装置结构设计作者:ee(ee)指导教师:ee[摘要]本论文完成的是立式加工中心盘式刀库的传动设计、结构设计以及机械手部分的传动设计、结构设计。
盘式刀库在数控加工中心上应用非常广泛,其换刀过程简单,总体结构简单、紧凑,定位精度高。
刀库传动部分采用蜗轮蜗杆减速装置,可提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。
刀库满载装刀16把,采用单环排列方式放置。
本次设计中的机械手采用单臂双手式机械手,可以同时完成插刀和拔刀动作,结构简单,换刀时间短。
机械手传动部分采用一个液压升降缸和液压回转缸带动花键轴,进而带动机械手的运动。
[关键词]立式加工中心;盘式刀库;机械手;自动换刀装置Automatic tool changer structural design of machiningcentersAuthor:ee(ee)Tutor:eeAbstractwhat finished in this paper is drive design, structural design and the power transmission parts design of disc tool magazine in vertical machining center. This tool magazine is widely applied in NC machining center. And the process of changing tools is simple, short change time , high precision, simple and compact of structure, reliable, easy maintenanced and low cost. The transmission part of this tool magazine adopts gear reducer. The design of worm gearbox device can improve the stationarity of output shaft, namely, increasing the operation stability and smooth transmission properties of tool magazine.Transmission device of tool magazine adopts a adjusting sleeve to eliminate the transmission clearance of worm.This tool magazine can load 16 cutting tools which are arranged with monocylic and according to the principle of nearby to choose the right tool. The manipulator of this design is the manipulator with one arm and pair of hands.The advantage of this manipulator is that it can complete the action of inserting tool and pulling out the tool at the same time,simple structure and short change time. Mechanical transmission part adopts a hydraulic lift cylinder and hydraulic cylinder drives the spline shaft rotation, thus drive the motion of the manipulator.Key wordsV ertical machining center; Disc tool magazine; Manipulator; Automatic Tool Changer目录引言 ................................................... 错误!未定义书签。