炭素焙烧多功能天车改造
- 格式:pdf
- 大小:135.59 KB
- 文档页数:4
7
炭素焙烧多功能天车改造
冯建中 张建民,/赵建军(包头铝厂014046) ’’--,一一
摘要提出了炭素焙烧多功能天车存在的主要问题及改进措施。实践证明该机组改造是
肋 堡 了鲨 眷 、.关麓词多功能天车嗳卸料调速改造 、 I————一一-———一f f fr’’【… L ’
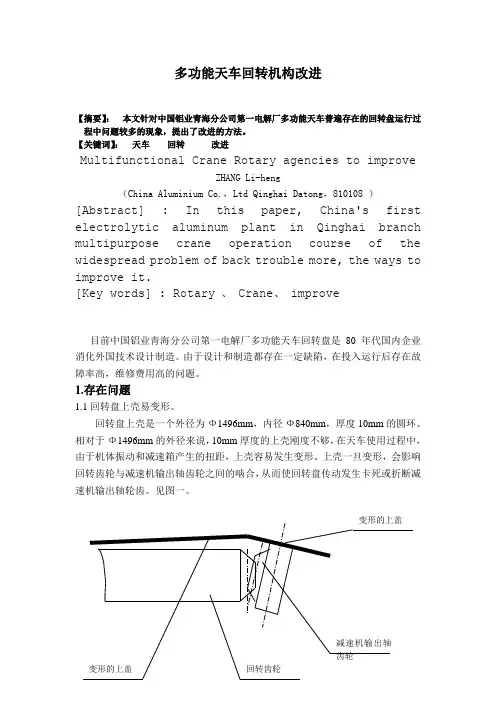
1前言
炭素焙烧多功能天车是生产预焙阳极炭块的 关键设备,其主要功能是吸、卸料及装出炉操作。
包头铝厂二期扩建工程使用的焙烧多功能天车, 是消化引进日本多功能天车国内制造的,在包头
铝厂首家使用,1987年投产。经过6年的运行实
践表明,设备运行可靠性差,故障频繁,维修工作
量大,难以满足生产工艺要求。1993年包头铝厂
与大连起重矿山机械厂联合设计,成功地改造了 1#焙烧多功能天车,设备运行可靠。
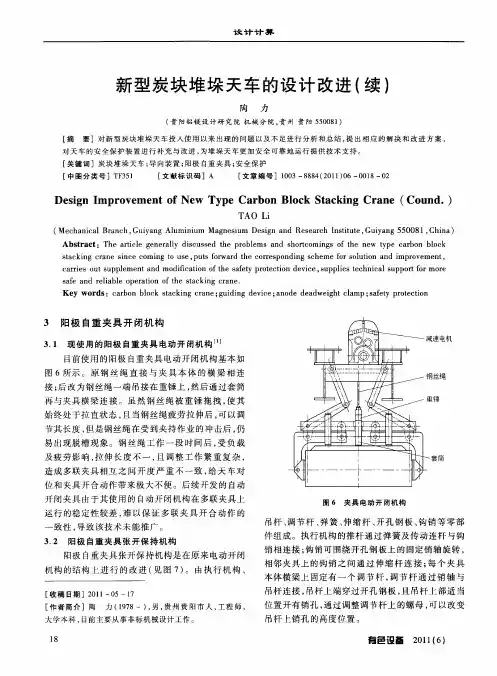
2焙烧多功能天车存在的主要问题
(1)吸料能力达不到设计要求。
(2)交流调整速系统不能正常运行。
(3)阳极提升结构不合理。
(4)3W一1.6/10小型压缩机不适用于粉尘 污染较严重的环境.故障频繁,维/S t作量大。
2 -rS rz/’f/
(5)吸、卸料管驱动系统设计不舍理。
(6)配电室密封通风不良,粉尘污染严重,经 常造成电器元件短路,损坏设备。
(7)罗茨风机电机未采用软启动装置。
(8)电缆小车设计不合理,可靠性差。
3改进措施
3.1提高吸料能力的途径
吸料能力是多功能天车的主要性能之一,关 系到设备的工作效率。提高吸料能力可减少设备
的运行时间,减轻工人的劳动强度,节能降耗。影 响吸料能力的主要因素是真空度。减少系统阻力
是提高系统真空度的有效方法。
空气与填充料的混合物由吸料管进人料仓。 由于体积突然膨胀使气流速度下降,并受到冲击
板的阻挡,填充料从气流中分离出来,落到料仓
中,含尘气体经二级收尘后排出。
I空气与填充料的撬台铀
圈1嗳料系统示意图 1.吸料臂2.辩仓3.冲击扳4.麓风Ij皇尘器5.布袋Ij彖尘器6.输料罐7.罗菠鼓风机 (1)在满足工艺要求的前提下,将原料仓在高 a 由于料仓容积减小,吸料时系统能够很快
度上减少lm,其效果如下: 建立起需要的真空度。
有色设备一1999.1
35—— b.降低吸料管段的摩擦阻力损失。 C.降低吸料管段内提升的压力损失。
2)布袋除尘器改造,由反吹清灰改为脉冲清 灰。布袋由扁袋改为圆袋。
清灰方式的选择计算:
改造前过滤风速理论计算; n V = :81.9f7O=1.17m/rain ^ 在实际运行中,由于扃袋A、B两面闻距太小, 在气流的冲击下布袋被拉伸,骨架变形,造成布袋
局部贴合在一起,过滤面积约减少3o%,见图2。
图2布袋截面图 实际过滤风速计算
V = = 67m/min
这种高风速选择反吹清灰方式很难达到清灰
目的,还造成布袋压损增大。 改造后布袋为圆袋,规格为 ̄'160×2200,过滤
面积为54 。改造后过滤风速计算:
= : =1.5m/mln
由于风速降低,清灰能力增强,布袋压损下
降。改造前后布袋压损比较见表1。 表1改造前后布袋压损比较表
改造前l改造后J设计
压损.PA l棚~1伽I 1000—12o0I 8饷~15oo
圈3改造后的冲击板 (3)冲击板由平面改成弧面,减少冲击力。降
低冲板段的压力损失。
由于上述三部分的改进,系统降低压损
1800Pa.达到了降低压损、提高吸料能力的目的。 改造前后吸料能力比较见表2。
一36— 3 2调速系统改造 表2改造前后吸料能力的比较
调速系统的可靠性是天车的重要指标之一,
它直接影响到天车的整体性能。
3.2.1可控硅交流调速系统 原机组大车、小车、阳极提升系统调速采用交 流调压调速。该系统电气控制原理如图4所示。
圈4调节定子电压的速鹱控制系统框图 由于该系统设计的闭环结构过于复杂。检修
难度大.特别是在低速时(一挡)转矩不够,电机发
热严重,功率因数低.加之天车所处环境恶劣,温
度高.粉尘大,仅投产使用几个月调速系统便出现
故障,只能用串电阻对天车进行调速控制.使天车
启制动运行冲击增大,车体日渐变形。
采用脉冲技术对天车调速系统进行改造是符
合实际且经济的一种方法。 3.2.2可控硅鞍子脉冲调逮系统
可控硅转予脉冲调速的工作原理是周期性地
开通、关断串人电机转予回路中的二个双向可控 硅,使异步电动机定子或转子的电气参数作周期
性变化,电机一直工作在电动状态及制动状态(或
自由停车)的相互转换的过渡过程中。电动机周
期性地加速或减速,得到不同的平均转速。大车、 小车、提升系统的调速控制基本相同。本文以小
车为例来说明脉冲调速在焙烧多功能天车三个调
速系统中的工作原理。
在图5中,异步电动机内接有二个双向可控
硅。当二个可控硅长期导通时,电动机的机械特
性为固有特性.图6的特性为M,;当二个可控硅
关断时,电动机的特性为M2,如图6上的纵坐轴;
当二个可控硅导通时电动机沿固有特性加速(由
有色设备一
1999.1 _
于M.>M2)经时间ts后转速达到N 时,可控硅 转速。
关断,电动机固有特性转换到自由停车特性,电动 n 机开始减速(由于M <M ),经时间to后,转速 n:
达到NI可控硅重新导通,电动机重新转换到固有
特性上运行。 n。
~ O
田5主电路图
M O Mz 圈6机械特性 如图6又开始加速。这样,用周期性导通关
断电动机转子中的二个可控硅的方法即可使电动
机获得一平均转速N. ,因而在负载转距M 下能
获得一稳定低速,由于KP KP 组成无触点形状
动作时间非常快,以及脉冲控制板中的比较器翻 转灵敏度高.所以实际运行的转速是比较平稳的,
如图7所示在图中用e系数表示脉冲作用的相对
时间,即:
e称为负载持续或相对导通时间,改变e即可
改变关断或开通转子中二个可控硅的持续时间, 可得到不同的平均转速,从而调节异步电动机的
有色设备——1999.1 圈7 n=f(t)曲线 本调速系统中e值由脉冲控制板中的给定电 位器电压值来决定。最大诃速比为1O:1,可在此
范围内有级整定,正反向第一档起动转矩值约为
0.67Mr,第二档起动转矩值约为2.OM 。正反向
.第 档四档为脉i巾调速档,第五档为高速运行档;
转子电阻除软化电阻外全部切除,此时电动机不 受调速回路控制以额定速度运行。电路设有切换
接触器,当晶闸管的脉冲调速装置故障时,系统可
以切换为常规控制作应急运行,即此时图5接触
器NDX吸台。 由于采用了脉冲调速,大车、小车、阳极提升
系统的电机容量均作减容调整,即大车、阳极提升
电机由原来30kW改为22kW,小车22kw改为
15kW.共降低3lkW。 3.2.3两种调速系统的经济分析
从上述两种诃速系统的原理分析可以看出,
焙烧多功能天车调速采用可控硅脉冲调速后,通
过3年多的运行对比.认为该天车的调速系统改 造是成功的,取得了预期的使用效果和经济效益。
(1)提高了天车调速系统的可靠性。
(2)操作运行安全可靠,调速范围广,检修维
护方便,故障率低。
(3)取得了显著的节能效果,年节电为
500001 。 3 3阳极提升改造
(1)阳极提升导向架为框架式结构,刚性差,
进行装出炉操作时,阳极央具颤动,经常发生阳极 提升导向架拉裂,阳极夹具撞坏炉墙现象。
(2)松绳保护装置可靠性差,失灵时造成阳极
提升卷扬钢丝绳拉断,阳极夹具坠落损坏。 (3)加固阳极提升上导架,下导架改为箱形结
构。 (4)松绳装置由上压式改为下拉式。 3.4选用M} 2型空气螺杆压缩机(下转第30页)
一
37 到保证。通过下面的实际数值可粗略的看出,采 用电液比例控制系统控制的开卷机机组带来了设
备结构的简化和成本上的节约:传统电机驱动控 制的开卷机机组,在机械结构上有涨缩卷轴(旋转
缸)、减速箱、19.6kw直流电机。总吨位16.5t。 电气上,还配有直流控制系统。而电液比例控制
系统驱动开卷机机组方式充分利用了马达的低速 特性,采用了对锥式开卷系统机械总吨位只有6.
5t,而且节省了直流控制系统。简单核算一下,仅 简化的成本就已近30万元。除此之外,占地面积 也减少许多,操作程度也随之简化。
4结束语
此台1500横切机液压驱动开卷机系统的成
功运用为实现整机全液压驱动的设计提供了一个 好的模式,尤其在重卷机、卷绕机以及其它低速驱
动系统的加工设备设计中,具有广泛的推广前景。 而且.它具有结构简单、操作方便、可靠性高等特 点。在保证良好的速度和张力调节功能的同时,
也带来了经济上的效益。
(上接第9页)(4)气动系统 它由气动三联件,气阀,气缸等组成。它驱动
气缸动作.使阳极导杆及钢爪限位。 2 3优缺点
优点:(1)利用杠杆原理使破碎勾拉着阳极导 杆。残极上移。这样比油缸直接作用压板压残极省
力。
(2)在工艺布置上比较灵活。 (3)残极料斗装置灵巧,简单。
缺点:(1)外形比压板下压型压脱机尺寸大些。
(2)由于结构原因维修工作量稍大。
(3)动力源有两种(液动和气动),增加了管理 和维修量。
3残极压脱机选用
3.1选用根据 (1)要根据工艺配置情况
(2)根据阳极钢爪结构; (3)根据输送链类型;
(4)两种类型压脱机都有自动、手动两种控制 方式。 。
3.2选用方法 (1)当车问内采用输送链输送阳极残极时,应 选择压板下压型压脱机。此种压脱机有专用固定
阳极的结构。如用单轨小车输送阳极残极,可选残
极上移,压板固定型压脱机。 (2)车间内有单独维修场地,压脱机便于移动,
可选压板下压型压脱机。
(3)如果压脱机及与其相连的输送机破碎机都
想放到地面.不挖地坑,则应选残极上移,压板固定
型残极压脱机。 (4) ̄11果阳极钢爪比较多的情况下.尽量选择
压板下压型残极压脱机。
(5)如果车问压缩空气压力比较低,或无气源,
厂房比较低矮,应选用压板下压型压脱机。
(上接第暂页) 上海英格索兰压缩机有限公司生产的MH22
型空气螺杆压缩机,排气量3 /min,排气压力 0.98MPa。该机适应环境性强,运行可靠性高,
维修玉作量小。 3.5氍、螺辩管驱动暮统改造卷插驱动
cl>罚 为两台环链电葫芦驱动,由于两台 环链电葫芦驱动不同步,吸卸料管提升时经常被
卡住,造成电机过载损坏。
(2)l ̄lJ料管驱动系统改为卷扬驱动。此外,
将原配电室移至主粱下,做成密封隔热的配电室; 罗茨风机电机采用 △降压启动,有效地避免了 启动电流对电机的的冲击,从而延长了电机的使
用寿命;电缆小车改为电缆滑车。
4结论
(1)此项改造设计合理,技术可靠,投资少,工
期短,经济效益显著。 (2)1996年我厂在1#多功能天车改造的基
础上,委托大连起重矿山机械厂制造了3#多功 能天车.改造和新研制的多功能天车达到了设计
性能要求,满足了生产需要。 (3)改造后,多功能天车使用性能好,检修维
护工作量少。
有色设备一
1999.1