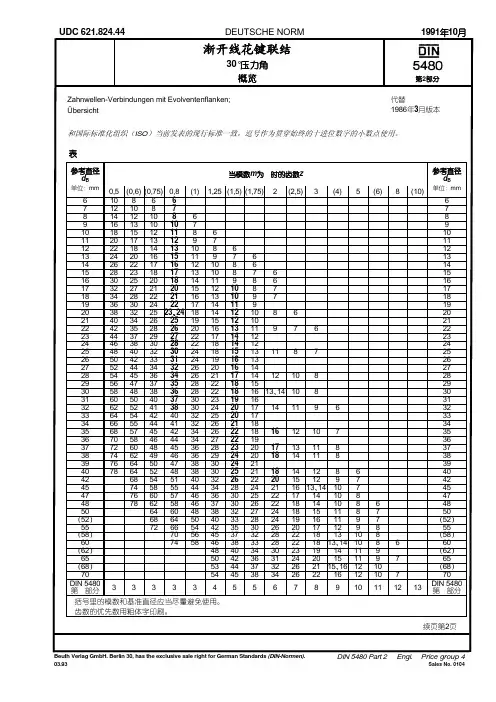
DIN 5480-10-1991 渐开线花键轴连接.啮合角30°.模数5的基础尺寸和试验尺寸
- 格式:pdf
- 大小:213.57 KB
- 文档页数:4

DIN5480花键标准浅析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了37.5º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了m0.6及m0.8两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。