水口堵塞
- 格式:doc
- 大小:49.50 KB
- 文档页数:5
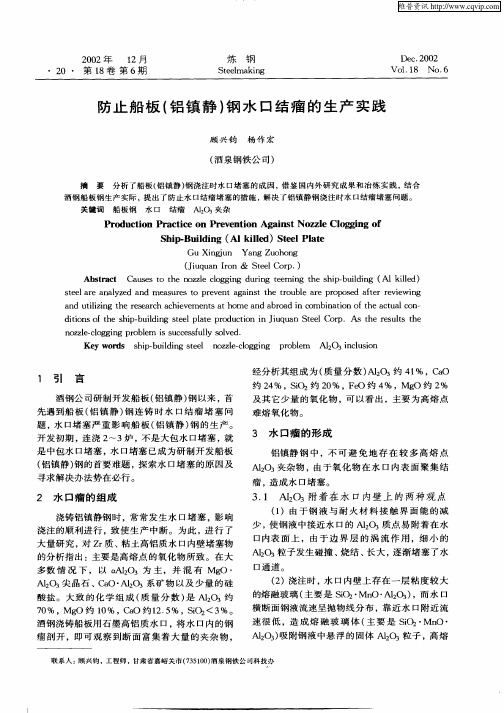

地下水人工回灌过程中介质堵塞与水质变化研究进展杜新强;路莹;冶雪艳;宋亚霖;万玉玉【摘要】地下水人工回灌借助于一定的工程措施补充地下水量和提高地下水位,可以实现地表水与地下水的联合利用以及受损地质环境的控制与修复等多重目标.地下水人工回灌在理论研究和工程实践过程中,其核心科学问题可归结为堵塞和水质变化两方面.综述了物理堵塞、化学堵塞和生物堵塞3种典型类型堵塞的形成原因和影响因素;介绍了由于有害组分迁移转化和水文地球化学作用所导致的水质变化研究进展.提出了多类型堵塞交互作用、堵塞过程与渗流特征交互作用、堵塞对水质影响以及堵塞与水质变化交互作用等未来值得注意的研究方向.【期刊名称】《黑龙江大学工程学报》【年(卷),期】2018(009)002【总页数】6页(P1-6)【关键词】地下水人工回灌;堵塞;水质变化【作者】杜新强;路莹;冶雪艳;宋亚霖;万玉玉【作者单位】吉林大学环境与资源学院, 长春 130021;吉林大学地下水资源与环境教育部重点实验室, 长春 130021;吉林大学环境与资源学院, 长春 130021;吉林大学地下水资源与环境教育部重点实验室, 长春 130021;吉林大学环境与资源学院, 长春 130021;吉林大学地下水资源与环境教育部重点实验室, 长春 130021;吉林大学环境与资源学院, 长春 130021;吉林大学地下水资源与环境教育部重点实验室, 长春 130021;吉林大学环境与资源学院, 长春 130021;吉林大学地下水资源与环境教育部重点实验室, 长春 130021【正文语种】中文【中图分类】P641.251980—2005年,我国地表水供水量年增长率为0.89%,而同期地下水供水量年增长率则高达1.91%[1],地下水超采问题已覆盖华北平原、山西六大盆地、关中平原、松嫩平原、下辽河平原、西北内陆盆地的部分流域(石羊河、吐鲁番盆地等)、长江三角洲、东南沿海平原等整体或局部地区[2],超采区总面积达18×104 km2,由此所导致的地面沉降、海水入侵、土地荒漠化等负面环境效应持续蔓延。

炼钢连铸工艺流程介绍将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或者几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝聚在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯的铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或者剪切机把铸坯切成一定尺寸的钢坯。
这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水通过精炼炉精炼以后,需要将钢水铸造成不一致类型、不一致规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,要紧设备包含回转台、中间包,结晶器、拉矫机等。
本专题将全面介绍转炉(与电炉)炼钢生产的工艺流程,要紧工艺设备的工作原理与操纵要求等信息。
由于时间的仓促与编辑水平有限,专题中难免出现遗漏或者错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度操纵:根据冶炼钢种严格操纵出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。

安全技术/冶金安全
控制钢水过热度的措施
一般而言,过热度太小,钢水易被夹杂物污染,同时易使水口发生堵塞甚至冻结,在连铸开浇初期,中间包尚未“热透”时,此问题尤为突出;而过热度太大,则使铸坯中心偏析加重,甚至诱发拉漏事故,或者因形成的坯壳较薄而出现裂纹,同时使柱状晶得到发展。
因此,控制过热度是保证连铸产量和铸坯质量的关键工艺参数之一。
连铸坯对钢水温度要求特别严格,因而必须精确控制中间包钢水过热度。
一般钢种的过热度控制在25~30℃。
中间包过热度主要通过准确地出钢温度和稳定的过程温度来实现。
为了减少过程温度损失,有效的方法是保证适当的出钢温度,最大限度减少炉后各工序的热损失,并且采取必要的保温或升温措施,减少温度波动,使钢水过热度控制在合适的范围之内。
常用的措施有:钢包、中间包覆盖保温剂(炭火稻壳或复合型保护渣);红包出钢,烘烤温度>800℃;中间包烘烤温度>1100℃;钢包吹氩,废钢调温;中间包等离子加热等。
浸入式水口与塞棒的配合1 塞棒棒头的设计在连铸浇注过程中,中间包内的钢水经由浸入式水口进入结晶器,而钢水的流量大小,则由与水口碗部相匹配的塞棒来控制。
在连铸开浇之前,塞棒棒头的圆弧面与水口碗部的圆弧面相接触,它们之间的间隙为零;当塞棒向上抬起的一瞬间,在塞棒棒头与水口碗部之间产生了间隙,钢水进入水口的流钢中孔,并从水口的出钢口注入结晶器,连铸浇注就开始了。
由此可见,塞棒向上抬升的距离的多少,直接控制着塞棒棒头与水口碗部之间的间隙大小,进而控制着钢水进入浸入式水口的流量的大小。
显而易见,塞棒棒头与水口碗部之间的间隙距离的变化,与它们本身的圆弧曲线半径的大小有关。
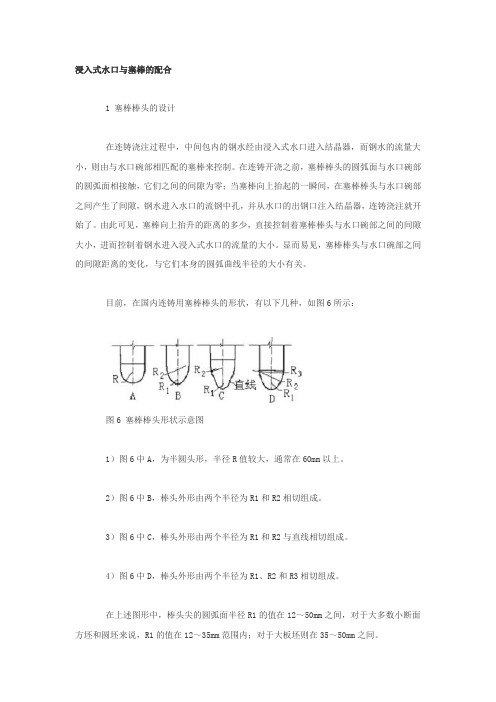
目前,在国内连铸用塞棒棒头的形状,有以下几种,如图6所示:图6 塞棒棒头形状示意图1)图6中A,为半圆头形,半径R值较大,通常在60mm以上。
2)图6中B,棒头外形由两个半径为R1和R2相切组成。
3)图6中C,棒头外形由两个半径为R1和R2与直线相切组成。
4)图6中D,棒头外形由两个半径为R1、R2和R3相切组成。
在上述图形中,棒头尖的圆弧面半径R1的值在12~50mm之间,对于大多数小断面方坯和圆坯来说,R1的值在12~35mm范围内;对于大板坯则在35~50mm之间。
棒头头体的圆弧面的半径R2的值在120~200mm之间,此值的大小与塞棒棒身相结合,决定了棒头头体形状的胖与瘦。
而塞棒棒身的直径一般在100~150mm之间。
棒头头体的圆弧面的半径R3要与R2相切,其值比R2大得多。
塞棒棒头的高度通常在60~120mm范围内。
塞棒总长度的确定:从插入中间包水口碗部的塞棒棒头尖位置算起,直至穿出中间包盖50~100mm处为止。
2 塞棒种类目前国内所用的与浸入式水口匹配的整体塞棒,主要有以下两种类型:1)组合型塞棒即棒身为高铝质或堇青石质袖砖,与铝碳质或其它材料的棒头组合。
见图7,A所示。
2)整体塞棒即棒身与棒头直接成型在一起,成为一体。
目前常见的铝碳质整体塞棒,其棒头材质有高铝碳质,铝锆碳质和镁碳质或其它材质。

连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5min、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
浇铸温度的确定可由下式表示(也称目标浇铸温度):T=TL+△T 。
二、液相线温度:即开始凝固的温度,就是确定浇铸温度的基础。
推荐一个计算公式:T=1536-{78[%C]+7.6[%Si]+4.9[%Mn]+34[%P]+30[%S]+5.0[%Cu]+3.1[% Ni]+1.3[%Cr]+3.6[%Al]+2.0[%Mo]+2.0[%V]+18[%Ti]}三、钢水过热度的确定钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定。
钢种类别过热度非合金结构钢10-20℃铝镇静深冲钢15-25℃高碳、低合金钢5-15℃四、出钢温度的确定钢水从出钢到进入中间包经历5个温降过程:△T总=△T1+△T2+△T3+△T4+△T5△T1出钢过程的温降;△T2出完钢钢水在运输和静置期间的温降(1.0~1.5℃/min);△T3钢包精炼过程的温降(6~10℃/min);△T4精炼后钢水在静置和运往连铸平台的温降(5~1.2℃/min);△T5钢水从钢包注入中间包的温降。
2010特钢年会论文集2010年10月连铸钢水流动性差的原因及改进措施探讨费三林潘明旭王品刘高利刘月云(湖北新冶钢有限公司,黄石435001)摘要:连铸钢水流动性差,主要表现为大包内钢水流不出或中包水口内的钢水流量小,究其原因,一是钢水温度不适宜,二是水口结瘤。
本文主要着手分析影响中包钢水流动性的结瘤物成分,弄清其来源,再结合实际生产,对造成适铸钢水流动性差的原因进行分析,并对如何采取相应的措施进行探讨。
关键词:钢水流动性重接夹杂物中间包水口The cause for poor fluidity of GCrl5liquid steel and corrective measure probeFE I S an.1in,PA N Ming·XU,WANG Pin,LI U Gao.1i,LIU Y ue-y un(H u be i Xinyegang St eel C o Ltd,Huan gshi435001)Abst rac t:t he poo r flui dity of ca st in g li quid steel mainly s ho w s that t he re is n o liqu id steel outflowing f r om l ad le furnace O r the flow rat e is small in tundish,which is caused by e ith er impr ope r liqu id steel t e m p e r a t u r e o r noz z l e c l o g g i ng.T h i s pape r i s f o c u s o n an al y s i n g the co mp o ne nt of n o d u la t i o n whic h a ffect t he li qu id steel f l ui di t y,a nd cle ar ifi ng its SOUrCe,thereafter analysing the c a u s e fo r p o o r fluidity of liqui d steel c o mb i ng a ct ua l p r o d u c t i on,a n d at las t study o n ho w to tak e measures is p ro ce ed ed.Key Words:FI_uidity of liquid,Rejoining,Inclusion,Tundish no z z l e1前言现实生产中经常发生因连铸钢水流动性差致使连铸机生产波动频繁,严重时导致连铸停浇,既影响铸坯质量的稳定又影响钢厂生产的成本,严重降低炼钢工序收益。
连铸学问问答1.>火焰切割的原理是什么?答案:火焰切割原理与一般的氧气切割一样,靠预热氧与燃气混合燃烧的火焰使切割缝处的金属熔化,然后利用高压切割氧的能量把熔化的金属吹掉,形成切缝,切断铸坯。
2.>对连铸钢水浇注温度有哪些要求?答案:对连铸钢水浇注温度的要求有:(1)高温,由于增加了中间包热损失,中间包水口小,浇注时间长,因此温度要高;(2)均匀,要求钢包内钢水温度上下均匀;(3)稳定,连浇时各炉钢水温度波动不能太大,保持在10~20℃范围内。
3.>夹杂物大小、外形与钢的力学性能有什么关系?答案:非金属夹杂物对钢的力学性能的影响,不仅与它们含量的多少有关,还与外形和大小有关。
一般集中分布、粗大的、延长很大的条带状塑性夹杂物及密集的、点链状脆性夹杂物对钢的塑性和韧性危害最大;细小的、分散且均匀分布的球状夹杂物危害较小。
4.>碳对钢的机械性能有什么影响?答案:碳是打算钢的力学性能的主要元素,一般来说,含碳量越商,钢的强度、硬度越高,拈拉强度增大,而塑性韧性降低,延长率和断面收缩率下降。
5.>连铸保护渣的理化性能有哪些?答案:连铸保护渣的理化性能有:化学成份、熔化温度、粘度、熔化速度、铺展性和水份。
6.>中间包水口堵塞有哪两种状况?答案:中间包水口堵塞的两种状况是:一是浇注温度低时发生冷钢堵;二是高熔点非金属夹杂物造成的堵塞。
7.>中间包工作层有哪三种?答案:中间包工作层有砌砖型、挂绝热板型和涂料型三种。
8.>中间包钢水注流的掌握方式有哪些?答案:中间包钢水注流的掌握方式有塞棒式、滑动水口式和定径水口式。
9.>中间包从里到外有哪三层?答案:中间包从里到外有工作层、永久层、绝热层(保温层)。
10.>大包长水口的材质一般有哪两种?答案:一般有石英质水口和铝碳质水口两种。
11.>涂抹料中间包的烘烤应按什么程序烘烤?答案:应依据先小火再用中火的程序进展烘烤。
太阳能溢水口漏水的维修方案引言:太阳能是一种清洁、可再生的能源,被广泛应用于家庭和商业建筑的供暖和热水系统中。
然而,由于长期使用或安装不当等原因,太阳能溢水口可能会发生漏水情况。
本文将介绍太阳能溢水口漏水的原因和维修方案,帮助用户解决这一问题。
一、原因分析:1.密封问题:太阳能溢水口的密封圈可能老化或破损,导致漏水。
2.安装不当:如果太阳能溢水口的安装位置不正确,或者安装过程中未正确连接密封圈,也会导致漏水问题。
3.管道堵塞:如果太阳能溢水口的出口管道被杂物或污垢堵塞,也会造成溢水口漏水。
二、维修方案:1.检查密封圈:首先,关闭太阳能系统的水源,将太阳能溢水口的盖子打开。
检查密封圈是否完好,如发现老化或破损,应及时更换新的密封圈。
如果密封圈没有问题,则继续进行下一步的检查。
2.检查安装位置:确认太阳能溢水口是否安装在正确的位置。
根据太阳能系统的设计和安装要求,确保溢水口的位置合适,且与其他组件正确连接。
如果安装位置有误,应重新安装太阳能溢水口,并确保正确连接密封圈。
3.清理管道:如果溢水口漏水问题仍存在,可能是由于管道堵塞引起的。
使用专用工具或水管通,清理溢水口的出口管道。
注意避免使用尖锐物品清理,以免损伤管道。
4.调整水位:太阳能溢水口的水位调整也可能导致漏水。
根据太阳能系统的要求,调整溢水口的水位,确保水位在正确的范围内。
5.检查其他组件:如果以上维修方案仍未解决漏水问题,可能是其他太阳能系统组件引起的。
检查太阳能集热器、水箱和管道等其他组件,确保它们的正常运行和连接。
结论:太阳能溢水口漏水是太阳能系统中常见的问题,但通过检查和维修密封圈、安装位置、管道堵塞、水位调整等方法,可以有效解决这一问题。
在维修过程中,用户应注意自身安全,避免使用尖锐物品造成伤害。
如果用户对维修过程不熟悉或无法解决问题,建议寻求专业人士的帮助。
通过及时维修和保养,太阳能系统可以保持良好的运行状态,为用户提供可靠的热水和供暖服务。
连铸事故应急处置措施1.大包岗位事故应急预案1.1钢包滑动水口机构粘钢1.1.1钢包滑动水口机构粘钢原因1.1.1.1保护套管有冷钢或开浇过猛,造成钢包开浇时钢水返溢,形成钢包滑动水口机构粘钢。
1.1.1.2保护套管内冷钢烧不干净是发生事故的主要原因;1.1.1.3开浇过猛、保护套管挂不正是发生此种事故的次要原因。
1.1.1.4机械手手柄没有打在上升位,没有压紧的液压压力;1.1.1.5 长水口液压压力不足,套管自动掉下。
1.1.2处理方法1.1.2.1粘钢较轻,不影响继续浇注时,浇注完本炉钢水后及时通知钳工处理。
1.1.2.2粘钢严重,滑动机构无法动作时:(1)如果钢包注流跟不上中包浇注速度,可降低拉速浇完本炉钢水,但拉速低于1.0m/min超过10分钟时,下炉钢水到达必须更换下包钢水,下炉钢水没有到达必须停止浇注;同时要防止低速浇注出现低温絮流事故。
(2)如果钢包注流超过中包浇注速度,待中包注满后转出钢包,将其余钢水注入事故钢包,防止中包溢钢烧坏设备。
1.1.3防止措施1.1.3.1摘挂水口时要配合好,保证水口挂正;1.1.3.2水口内的冷钢必须彻底烧干净;1.1.3.3钢包开浇时不能过猛,宜半流开浇,待引流沙流出后,立即将水口插入钢水中,防止钢水二次氧化。
1.1.3.4挂好保护套管后必须确认机械手手柄打在上升位。
1.2钢包滑板穿钢或失控1.2.1发生原因1.2.1.1液压站故障(停泵)、电器控制故障(停电)等造成滑板自动关闭或不能关闭。
1.2.1.2检修将进、出油管接反,转包时的自动连锁为关闭状态,造成自动转包时滑板始终处于打开状态且无法关闭。
1.2.1.3滑板装配不当(装配过紧、过松)、滑板有缺陷,造成滑板穿钢。
1.2.1.4烧眼时没有打开滑板,将滑板烧穿。
1.2.1.5油缸活塞杆没有装在卡槽内,导致油缸没有动作。
大包滑板油缸如果安装不到位,容易在浇注过程中从滑道里掉出来。
1.2.1.6钢水温度过高,烧穿滑板。
连铸水口的堵塞机理
水口堵塞严重地影响连铸的生产率和质量。
本文对连铸水口堵塞的原因、影响及解决办法进行评论。
讨论了钢流通过水口时产生的热损失的一维稳态分析的结果。
1前言
连铸水口的堵塞是物质聚集在中间包与结晶器之间的钢流通道中(见图1)
堵塞会造成以下后果:
1)降低生产率。
为了补偿堵塞,必须将中包液面提高。
如果堵塞很严重,提高中包液面将不再能够进行补偿,那么就必须减小浇铸速度或者更换水口。
这些情况会减少浇铸产量,因而会降低生产率。
2)增加成本。
浇铸拉速很小时,只能通过更换中间包时来达到生产要求。
这就限制了中间包的有效寿命。
而且堵塞还减少连浇炉数。
所以水口堵塞会造成附加的中间包修复费用以及水口更换的费
用。
3)降低质量。
非金属颗粒会从堵塞聚集处分离开而使产品出现不合格的纯度缺陷。
而且流股通道缩小还在结晶器中产生不希望的流场而造成质量问题(如结晶器保护剂吸入、坯壳变薄等)。
而且,由于中间包水口堵塞而更换中间包时出现的结晶器液面波动现象还会引起质量降低。
2堵塞
通常有四种类型的堵塞,每一种的起因都不相同。
实际中,一个水口内的堵塞会由于两种或更多种类型的原因所致。
本文按脱氧产物、凝固的钢、复合氧化物和反应产物四种类型的堵塞将形成堵塞的原因区别开。
2. 1堵塞的原因
对于由凝固的钢或反应产物形成的那些堵塞,传送及附着机理都很直观,因为堵塞现象发生在水口壁处。
但对于由脱氧产物构成的堵塞,其传送及附着过程就很复杂。
2. 2避免堵塞的办法
2. 2. 1提高钢洁净度
减少堵塞最明显的措施是降低脱氧产物的聚集及减少二次氧化产物的形成。
对于为达到提高钢洁净度所采取的措施已进行了评论。
重要的洁净炼钢方面包括:
1)钢包精炼法真空脱气处理得到的洁净度比底吹氮的效果好;
2)防止二次氧化。
钢包到中间包的浸入式浇注、中间包表面保护、密闭的耐火材料接缝等会减少钢水与氧气的接触,因而可改进洁净度;
3)去除脱氧产物最佳的中间包流场钢液中去除脱氧产物;
4)防止保护渣夹带钢包到中间包的浸入式浇注及避免钢包中的渣带入可减少钢液中外来夹杂的量。
2. 2. 2减少脱氧产物的沉积
钢的洁净度改进还不可能完全消除水口堵塞。
根据道森的计算,对于典型的浇注条件,如果每1 50个非金属夹杂中有一个沉积在水口上,水口就可能堵塞.为了减少夹带的脱氧产物的沉积,已经采用了以下几种技术:
1)烧氧,通过水口氧气吹入钢水流股已在我厂广泛用于减少水口堵塞.但由于氧化物多时(即钢水过氧时),烧氧作用不大。
2)喷氢。
有资料介绍,喷氢是国外减少水口堵塞应用最广的方法。
典型的氢气喷入速率是5升/分(标准温度压力)。
改进抗堵塞性有以下几个理由:
<1)在水口壁上形成氢气膜,可防止脱氧产物与水口壁接触;
(2)氢气泡将脱氧产物从水口壁上吹洗掉;
(3)氢气泡促使脱氧产物的上浮;
(4)喷氢可增强紊流,可使沉积物被冲洗掉;
(5)水口内的压力增大,因而可减少通过水口的空气吸入。
不采用喷氢时,在水模型中的滑动水口附近以及在塞棒端座表面附近已测得负表压;
(6)氢气可防止钢水与耐火材料之间的化学反应。
氢气喷吹可通过耐火材料上的小孔或通过耐火材料上机械加工的或激光切割的孔。
在高附着区域将氨气流量调大并且局部均匀已证明可减少堵塞。
喷吹氮气的缺点包括:由于增大了结晶器液面波动、气泡被带进坯壳以及由于高的回压或水口热冲击抵抗性减小而造成水口开裂等而加剧了质量缺陷及水口渣线侵蚀。
从以上各点可知,喷氢是较好的对付水口堵塞的办法,但我厂现在没有上喷氢,这可能是成本太高,而我厂现在水口堵塞还远没到必须上喷氢这套设备的必要。
2. 2. 3水口材料改进。
对各种水口成分进行了调查。
将氧化钙加进水口通过使夹杂液化可减少堵塞。
但这种方法的有效性被氧化钙扩散到耐火材料表面所限制。
2. 2. 4水口几何形状改进为了减小堵塞影响,广泛采用大尺寸的水口内径.为了减小堵塞程度,进行了以下调查工作;
1)改进接缝密封(在中包水口与套管间加密封垫)加强将水口固定到位的钢结构可减少空气吸入因而可减少堵塞.
2)改变水口内径。
增大水口内径可减少堵塞.
3)在水口周围保温在堵塞部位周围保温、预热以及加热可减少堵塞.
3小结
连铸水口的堵塞会导致生产率降低、维修费用增加以及产品质量下降。
堵塞是由于脱氧产物的沉积、水口壁上的凝固、复合氧化物的形成或水口壁处的化学反应等原因造成的。
这些机理在实际中会共同起作用。
有效的堵塞克服措施包括改进钢水洁净度、烧氧、喷吹氢气以及及改进水口等。
对水口进行的简单稳态热传递分析表明:在堵塞积聚内的钢水会在浇注过程中凝结,因而加剧了堵塞积聚。
证明钢的洁净度会通过改变脱氧产物沉积率而影响凝固行为。
在浇注开始时出现结瘤的程度会很大,因为水口及周围的设施会起散热片的作用。
由于水口内的结瘤通过减小堵塞再带入量而增大堵塞积聚率,因此应进一步调查减少结瘤的措施。
论文材料
连铸水口堵塞的机理
甄春艳
二○○七年三月三十日。