连铸浸入式水口防堵塞研究共34页文档
- 格式:ppt
- 大小:3.18 MB
- 文档页数:34

改善连铸水口堵塞的方法小结大家普遍认为这主要是由钢水中的固态显微夹杂(如Al203、Ti02、ZrO2、稀土氧化物、CaS或A12O3•MgO 等)粘附在水口内壁而引起的,此外钢水的化学成分和钙处理工艺,以及Ar气注流保护措施、钢水温度、水口设计、耐火材料等因素都与水口的堵塞有关。
对夹杂物的变性处理对于连铸过程中水口堵塞比较严重的铝镇静钢,通常会在钢水中加入Ca-Si丝(或Ca-Si粉)来对A12O3进行变性处理.这主要是因为通过钙处理能将A12O3夹杂转化为低熔点的铝酸钙物质(主要是C12A7)。
但钙处理时需对钙加入量进行一定的控制:(1)钙加入量不足,容易生成高熔点的铝酸钙,如CA6,CA2和CA.(2)钙加入量过多,则会在CA和MnO。
A12O3的基体上产生更加难于解决的高熔点物质CaS或(Ca,Mn)S。
Ca添加量不足,A12O3颗粒没有被CaO改性为液体氧化物时,如果有CA6生成,水口会被迅速堵塞,这是因为在Ca处理的同时,生成了熔融的Ti02。
CaO。
A12O3起到粘结剂的作用。
所以只有添加最佳量的Ca才能取得所希望的效果,实验证明,在中间包温度1550℃及w(A1)在0.02%的情况下,要想避免CaS的形成,w(S)不可以超过0。
025%。
减少脱氧产物的沉积曾有学者道森计算过,对于典型的浇铸过程,如果每1500个非金属夹杂中有1个沉积在水口上,水口就可能堵塞。
为了减少夹带的脱氧产物的沉积,连铸生产中多采用吹Ar来改善,原因如下:(1)在水口壁上形成氩气膜,可防止脱氧产物与水口壁接触;(2)氩气泡将脱氧产物从水口壁上吹洗掉;(3)氩气泡促使脱氧产物的上浮;(4)喷氩可增强紊流,可使沉积物被冲洗掉;(5)水口内的压力增大,因而可减少通过水口的空气吸入;(6)氩气可防止钢水与耐火材料之间的化学反应.但吹Ar也容易引发一定的问题,这在实际生产中已有所体现。
首先它会增大结晶器的液位波动,气泡被带进坯壳产生质量缺陷;其次由于高的回压或水口热冲击抵抗性减小而加剧水口渣线侵蚀甚至开裂。
作者简介:赵李平(1981-),男(汉族),湖南常德人,上海梅山钢铁股份有限公司炼钢厂,助理工程师。
连铸中间包水口堵塞问题的研究现状赵李平,王 勇,王鸿盛(上海梅山钢铁股份有限公司炼钢厂,江苏南京210039)摘 要:分析了目前对连铸中间包水口堵塞机理和防止措施的研究现状,并对国内外改善水口堵塞的措施作了重点介绍,指出中间包水口堵塞仍是连铸生产铝镇静钢时需要解决的问题。
关键词:中间包;水口;堵塞;夹杂研究中图分类号:TF 777 文献标识码:B 文章编号:100221043(2007)022*******Current research status of tundish nozzle cloggingZH AO Li 2ping,WANG Yong,WANG H ong 2sheng(Steel Plant of Shanghai Meishan Iron &Steel Co.,LTD.,Nanjing 210039,China)Abstract:The present paper analyzes the current r esearch status in regard to the mecha 2nism of nozzle clogging and improvement measures to solve the problem during CC (con 2tinuous casting ),and particularly introduces the impr ovement measures adopted at home and abroad for elimination of the trouble,and points out that the nozzle clogging is still a question that needs to be solved during continuously casting the Al 2killed steel.Key w or ds:tundish;nozzle;clogging;inclusions resear ch 中间包水口堵塞是连铸生产铝镇静钢时的一个普遍问题。


TS06钢连铸水口堵塞的机理分析及改善措施秦建宇;宋亚楠【摘要】结合天津钢铁有限公司炼钢厂的实际生产情况,对TS06拉丝专用钢连铸水口堵塞的成因、机理进行分析和研究,总结出了应对其水口堵塞的措施,并在实际生产应用中取得了良好的效果,为TS06浇注的顺利进行提供了有力的指导.通过生产实践,对钢水中悬浮的非金属夹杂物进行变性处理,减少了脱氧产物的沉积,提高了钢水的纯净度,能够有效地防止水口堵塞.【期刊名称】《天津冶金》【年(卷),期】2013(000)001【总页数】4页(P1-4)【关键词】TS06钢;水口堵塞;夹杂物;变性处理;纯净度【作者】秦建宇;宋亚楠【作者单位】天津钢铁集团有限公司炼钢厂,天津300301;天津钢铁集团有限公司炼钢厂,天津300301【正文语种】中文1 引言TS06钢是天津钢铁集团有限公司炼钢厂(以下简称天钢)的重要产品品种之一。
它是用于生产镀锌钢丝的合金拉丝钢,其要求钢的纯净度高、夹杂物少,性能稳定。
天钢炼钢厂通过转炉→LF精炼+吹氩喂线→方圆坯连铸的工艺路径来生产TS06钢,在产品质量和生产效率上与传统工艺相比都有了很大提高。
然而,TS06钢在连铸过程中总是会出现水口堵塞的问题,这些问题打乱了整个生产流程,使设备的利用率、生产的效率大大降低,并且增加了冶炼成本。
在连铸过程中堵塞在水口中的物质还可能剥离水口内壁,使非金属氧化物等进入钢水,在钢中形成大型夹杂,影响钢坯的质量。
为此,本文对TS06冶炼钢水的夹杂物、水口堵塞的机理和特征进行了详细的分析,并提出了一些改善措施。
2 T S 06钢的介绍及水口堵塞物的形成2.1 TS06成分标准及冶炼工艺TS06属于低碳低硅钢(成分标准见表1),用于生产铁丝等五金制品,其成品具有拉拔性能好、伸长率高、抗拉强度低的特点,天钢对其成品的内控要求是C≤0.06%,Si≤0.05%。
表1 T S 06拉丝钢成分判定标准 /%?天钢在冶炼TS06钢时,通过在转炉出钢过程中向炉后钢包中加入铝锰铁和硅铝钡合金来进行脱氧,用低碳锰铁或中碳锰铁进行合金化,出钢碳含量控制在0.05%左右,并严格控制下渣量。

连铸二冷水喷嘴堵塞原因分析与对策本部分设定了隐藏,您已回复过了,以下是隐藏的内容连铸二冷水喷嘴堵塞原因分析与对策武汉钢铁(集团)公司李英俞琴摘要:炼钢连铸二冷水水质问题引起喷嘴堵塞。
造成铸坯表面裂纹。
以昆钢三炼钢板坯连铸机二冷水喷嘴堵塞现状为例,从水处理工艺、水源、水质及运行管理等方面进行分析。
找出二冷水喷嘴堵塞的原因各影响因素。
提出相应整改据施。
关键词:昆钢连铸二冷水喷嘴堵塞原因分析对策措施昆钢三炼钢厂板坯连铸机,因连铸喷淋水喷嘴堵塞速度快、面积大,严重影响铸机生产和板坯质量。
武钢工艺优化品种结构小组邀请了武钢能源动力公司供水厂相关专业技术人员,对昆钢三炼钢板坯连铸机二次冷却水系统进行调查,从水系统工艺、水源、水质及运行管理等方面进行分析,找出二冷水喷嘴堵塞的原因和影响因素,提出相应整改措施。
1 现场调查1.1 喷嘴堵塞现状昆钢三炼钢板坯连铸机扇型段分为8区12段,各种直径的喷嘴有665个。
生产过程中,喷嘴堵塞现象十分频繁,在铸机开浇很短时间内,喷嘴被堵个数达100多个,被迫更换喷嘴后不久,又会有大面积喷嘴出水呈线状直至喷嘴堵塞,造成的后果是板坯表面出现裂纹。
1.2 水处理运行现状从各种运行记录得知,目前板坯连铸二冷水处理各个工序处于正常运行状态,经化学除油器处理后的水质达到且优于设计标准要求。
水处理站各项制度比较健全,水质分析、水处理药剂、水处理运行等参数都有较全面记录。
1.3 板坯连铸机二次冷却水系统工艺流程三炼钢扩建时,因受场地等条件限制,板坯连铸机二次冷却水未形成独立的水处理系统,而是并入热轧的浊环水系统。
板坯连铸机设计供水量520 m3/h,板带轧机设计供水量2339 m3/h,系统容积估算约8000~10000 m3,补充水量设计为120 m3/h,系统实际补水量极少。
因有外来水进入本系统,水的循环率无准确数据。
板坯连铸二冷水是敞开式浊循环水。
供出的水与铸机铸坯直接接触,铸坯、铸机表面大量氧化铁皮、润滑油、水乙二醇随水回到水站进行处理。
减少中间包水口堵塞的生产实践赵登报摘要:分析中间包水口堵塞原因和危害,并采取相应措施,减少了中间包水口堵塞事故的发生。
关键词:中间包水口堵塞1 前言济钢三炼钢2、3号中薄板连铸机在初期生产低碳高铝钢的时候,由于中间包水口内壁被堵塞,造成浇铸中断现象时有发生,严重的时连续更换两个浸入式水口,也没有逃脱终浇的命运。
通过研究中包水口堵塞机理,采取相应措施后,中包水口堵塞现象得到了根本的控制,生产效率得到大幅度的提高。
2 中间包水口堵塞的表现及危害在浇注高铝钢的过程中,中间包水口内壁的堵塞物质是聚集和脱落同时进行,当聚集速度大于脱落速度的时候,塞棒曲线将会逐渐升高,结晶器钢水液面也会随着聚集和脱落的交织进行而产生波动。
如果堵塞物突然脱落,将会导致结晶器钢水液面迅速上涨,塞棒行程突然降低的现象;当聚集的速度大于脱落速度时,随着堵塞物的越聚越多,最终把中间包水口完全堵塞,塞棒涨到最大而不得不停止浇注。
图1中间包水口堵塞时的特征曲线,1线为塞棒曲线特征,2线为相应的结晶器钢水液面的特征曲线。
图1 中间包水口堵塞时塞棒和结晶器钢水液面对应曲线中间包水口堵塞危害很大,主要表现有以下几个方面:(1)导致浇注中断,钢水回余,降低中间包的使用寿命,提高生产成本。
(2)在堵塞物产生的过程中,塞棒行程上涨,结晶器钢水液面波动过大,容易产生粘结漏钢和铸坯表面质量问题。
(3)如果堵塞物脱落后进入钢水中,影响钢水纯净度,容易形成大型夹杂物,降低铸坯内部质量。
(4)在生产小断面铸坯的时候,如果堵塞物突然脱落,容易导致结晶器钢水液面迅速上涨,严重时产生钢水上冒事故。
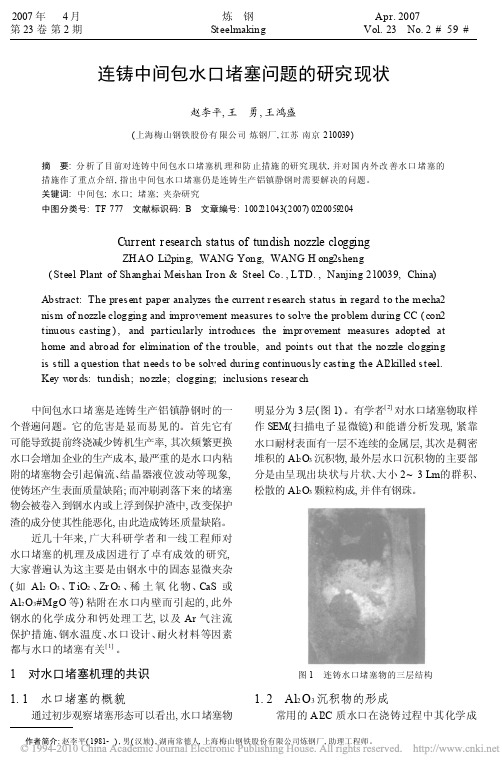
3 中间包水口堵塞原因在浇注高铝钢时,造成中间包水口堵塞的物质分成明显的三层结构,从内到外分别为堆积状Al2O3疏松层、网状Al2O3致密层和脱碳层。
网状Al2O3致密层和脱碳层是中间包水口耐材与钢水反应的产物,其厚度远远不能达到堵塞水口的程度,并且在浇注其他钢种时也容易形成;而堆积状Al2O3主要是通过吸附钢水中夹杂的Al2O3而形成,是水口堵塞的主要原因。
连铸浸入式水口堵塞原因分析及控制措施连铸浸入式水口是连接中间包和结晶器的关键耐材,钢水通过浸入式水口进入结晶器,通过实时调节浸入式水口上部与塞棒的相对位置,改变两者之间的缝隙,控制着浸入式水口截面过钢量和连铸机生产效率,决定着结晶器液面状态,从而影响到连铸坯质量。
在传输过程中,钢水与浸入式水口内壁不可避免地接触,钢水含有的夹杂物在水口内壁粘附、聚集,随着时间延长,在水口内壁形成结瘤物。
这些结瘤物一方面易被钢水冲刷进入结晶器,以较大尺寸的夹杂物留存在连铸坯内;另一方面由于结瘤物形状不规则,造成塞棒控制失稳和结晶器液面大幅波动,严重时引起水口堵塞,甚至导致连铸停浇的生产事故。
目前水口材质多以熔融石英或铝-碳为基本材料,浇注过程中,水口内壁经常有结瘤物或堵塞物,在连铸机上的表现为塞棒的上涨、铸速或结晶器液面的下降。
理想情况下,结瘤物在水口内壁上较为均匀地分布,但可能在某些部位比较严重。
例如在水口下部钢水流出孔处更为明显,而且堵塞位置不同对钢水的流场也有不同的影响。
目前结瘤和堵塞现象难以预测,只有少量文献采用数据统计、神经网络和电磁制动控制的方法大致判断趋势。
水口内壁结瘤物与水口堵塞物普遍存在着分层现象,从诸多文献中看出,结瘤物或堵塞物从水口外层向水口中心分层,依次为水口材质侵蚀层、夹杂物烧结层、含钢夹杂物层。
各层的厚度、结瘤物的成分因钢种的不同而略有差别。
在浇注含有Al、Ti、稀土元素等活泼元素的钢水后,侵蚀层内存在该类元素的氧化物、硫化物、尖晶石夹杂物。
对于硫含量较高的钢水来说,Al、Ti、稀土元素等含量较低时,侵蚀层厚度更不明显,其内可见熔点较高的CaS等夹杂物;夹杂物烧结层较为致密,化学成分与钢中夹杂物成分相同;含钢夹杂物层致密度低,除含有较多的凝钢颗粒、铁的氧化物颗粒外,与前两层相比,含有更多的低熔点硫化物等夹杂物。
结瘤物或堵塞物的结构会受到钢水流向的直接影响,当钢水在浸入式水口内部发生偏流时,结瘤物的分布也会不对称,张立峰等就详细报道了偏流引起的不对称水口结瘤。
中间包水口堵塞原因及预防措施
1.低温造成的水口堵塞
(1)水口未烘烤好,开浇钢水冷凝堵死水口;
预防措施:加强水口的烘烤,保证烘烤效果
(2)钢水温度低,浇注过程逐渐冷凝,堵塞水口;
预防措施:加强生产过程及温度的控制,满足连铸钢水温度要求
2.水口内壁附着的沉积物造成水口内壁狭窄乃至堵塞
(1)钢水二次氧化产物(Al2O3);
(2)冲刷、脱落的耐火材料(如水口周围杂物未清理干净,经钢流冲击后进入水口中导致水口堵塞;水口或包壁耐火材料脱落进入水口中导致水口堵塞)
对于因低温造成的水口堵塞,可采用对水口升温的方法进行处理(生产实际中采用水口烧氧的方法进行解决);
对于因内壁附着的沉积物造成的水口堵塞,可采用人工清理的方法进行处理,即捅开。
这种操作对操作者技术水平要求较高,成功率较低。
对于因钢水二次氧化造成的水口堵塞,处理时,应在水口堵死之前对钢水进行Ca处理(向钢水中喂Ca-Si线、喷吹Ca-Si粉、或者向钢水中加入Ca-Si合金),使夹杂Al2O3变型。