浸入式水口
- 格式:doc
- 大小:30.00 KB
- 文档页数:3
浸入式水口材质对工艺质量影响的探讨1 前 言连铸保护浇铸足改善铸坏质量的一项重要措施。
用于连铸耐火材料的“四大件”,即浸入式水口、长水口、整体塞棒及滑板、定径水口,起到了输送钢水、隔断气体和控制钢流的作用。
特别足浸入式水口在连铸中用于中间包与结晶器之间,使钢流得到保护,防止钢水二次执化,促进夹杂物上浮,防止敞开浇铸时钢水对结晶器液面的冲击,减少钢水卷渣。
其材质主要有融熔石英质和铝碳质两大类,在生产中正确选用浸入式水口,对确保铸坏质量十分关键。
2 浸入式水口的主要理化指标2.1 熔融石英质熔融石英质以Si02为主,SiO2≥99%,常温耐压强度40MPa,显气孔率≤18%,体积密度约1.84g/cm 左右。
2.2 铝碳质铝碳质本体部位以Al2O3为主,C及Si02为辅,Al2O3占35% , C占20%,渣线部位C占20% , Zr02占70%,常温耐扭强度23.34MPa,显气孔率≤16%,体积密度2.5g/cm左右。
3 浸入式水口的性能要求3.1 对于小方坏连铸,一般采用直通式喇叭形水口,钢流沿若结晶器中心线向下流动,冲击力较人。
加之从上、下水口连接处的缝隙中吸入大量空气,造成流股在水口内极不稳定。
这样的流股进入结晶器后,使结晶器上部液面产生激烈的搅动,对渣线的侵蚀严重。
为此,浸入式水口应具备以下性能:(1) 热震稳定性好;(2) 耐钢水和熔渣的侵蚀和冲刷要强;(3) 不易与钢水和脱执产物反应而发生堵水口现象,适宜多炉连浇等。
3.2 熔融石英浸入式水口抗热震性较好,但长时间使用存在稳定性差问题,并易形成硅酸盐夹杂,尤其足浇注高锰钢时,产生熔损大。
铝碳质浸入式水口含碳量20%~40%,但来源于脱执剂的Al2O3附在水口内壁而造成堵塞,导致偏流,致使附着物卷入,造成夹杂大型化的缺陷,添加到结晶器中的保护渣侵蚀产生的熔损大。
单一的铝碳质浸入式水口尚不能满足日益发展的连铸生产要求,需在材质、结构方面有新的改进。

薄板坯连铸浸入式水口SEN国产化及技术改进薄板坯连铸结晶器的薄规格限制只能使用薄壁水口,因此提高中间包水口(SEN)寿命是提高中间包连浇炉数的关键环节。
热试初期使用维苏威生产的水口,到2023年下半年,随着连浇炉数的增加,水口穿孔、断裂现象频繁,严峻影响薄板坯连铸机的正常生产。
于是我们分别和鞍山巨业集团、洛阳耐火材科讨论院、R黑崎、青岛正望、河南西保、无锡南方等国内外知名的水口生产厂家及讨论机构合作,进行长寿命水口的技术讨论工作。
A浸入式水口损坏缘由唐钢薄板坯连铸机浸入式水口存在的问题主要表现在以下三个方面:(1)浸入式水口外形简单,很难保证应力匀称分布。
而且浸入式水口的烘烤温度不高,致使浸入式水口在使用过程中常常发生由于抗热震性能不佳而消失纵裂现象,尤其是浸入式水口的渣线部位,维苏威采纳了单层材料,锆环本身虽然抗侵蚀性强,但热震稳定性差,简单发生纵裂现象,严峻时消失渣线部位局部断裂。
(2)本体与渣线的接合部位在使用过程中消失横裂或穿孔现象。
(3)发生粘结拉速回零时,由于结晶器内钢水快速凝固,致使坯壳与浸入式水口下部局部粘连。
当连铸机恢复浇注时,由于浸入式水口下部本体高温强度不够,造成浸入式水口被拉断。
B技术方案唐钢FTSC薄板坯连铸用浸入式水口外形扁平、不规章,采纳射吸式烘烤炉烘烤,烘烤效果不如CSP薄板坯连铸使用烧嘴的烘烤效果,对产品的热震稳定性提出了苛刻的要求。
通常,提高含碳耐火材料热震稳定性的常规方案有:(1)转变材料配比,增加石英、石墨等热传导率高的材料的含量,使之在其他条件不变的状况下,材料本身具有较优良的热震稳定性。
但高的碳含量及石英含量会使材料本身的高温强度、抗氯化性等性能降低,影响浸入式水口的使用。
(2)改善浸入式水口使用前的烘烤条件,使浸入式水口的初始温度尽可能高,减缓开浇时热冲击的温度差。
但现有的烘烤工艺条件不会有大的转变,应从浸入式水口制作方面多做工作。
C有关热震稳定性的理论分析浸入式水口在使用过程中的受热忱况可分为三个阶段:(1)开浇初期钢水热流瞬间冲击浸入式水口内表面,这期间最易使浸入式水口产生热震断裂和损伤。

国内连铸“三大件”(长水口、浸入式水口、塞棒)市场四强、现存问题及发展长水口:连铸时,长水口用来连接钢包与中间包,其作用是在钢水浇注过程中隔断空气,避免钢水的二次氧化及氮气的吸入、防止钢水飞溅及卷渣。
由于钢水在长水口内迅速通过,因此要求长水口具有良好的耐热震性、抗钢水冲击性和抗渣蚀性能。
长水口的材质主要有熔融石英质和Al2O3-C质、ZrO2-C质。
熔融石英质水口价格低廉,但抗钢水冲蚀性能和抗中间包覆盖剂、熔渣的侵蚀性能较差;Al2O3-C质水口使用寿命长,对钢种的适应性强;而含ZrO2质水口价格较高,一般仅在渣线部位应用ZrO2-C材料。
浸入式水口:中间包钢水到结晶器由浸入式水口连接,它可控制钢水的流动状态和注入速度,防止钢水二次氧化和结晶器保护渣卷入钢水,促进夹杂物上浮,并使结晶器内铸坯断面热流分布均匀等功能。
浸入式水口渣线要求抗保护渣侵蚀性能优异,而本体则要求耐热震、抗冲刷且能防止Al2O3附着阻塞水口。
因此,浸入式水口本体材料采用Al2O3-C材质,渣线部位用ZrO2-C材质。
为解决特殊钢种需要又研发了各种材质的浸入式水口。
比如:ZrO2-CaO-C系、无碳Al2O3-SiO2系、MgO-CaO-C系等浸入式水口能有效解决浇铸低碳铝镇静钢过程中水口絮瘤堵塞;适用于高氧钢的MA-C质浸入式水口;为适应板坯连铸浸入式水口快换技术的发展,研发了高耐磨性、高抗氧化性、低碳的Al2O3-C板面材料。
塞棒:从中间包到结晶器的钢水流量由整体塞棒控制,还可用塞棒向钢水中喷吹氩气等惰性气体。
因其要控制开浇和停浇,所以塞棒头部必须抗冲刷、与浸入式水口能很好配合,同时渣线还必须具有较好的抗侵蚀性能来抵抗中间包钢渣的侵蚀。
塞棒的材质主要是Al2O3-C质。
为保证塞棒在使用过程中的可靠性及长时间控流效果,棒头一般采用低碳材质,碳的质量分数一般不高于15%,以保证材料具有优良的抗钢水冲蚀性能;而棒身一般采用高碳材质,碳的质量分数一般不低于26%,渣线处采用MgO-C或ZrO2-C材质,以增强塞棒的整体抗侵蚀性能。

浅析连铸工艺对浸入式水口材质性能的要求---鲁加彬随着炼钢多样化的发展,铸坯形状也越来越多样化,各种连铸机对浸入式水口的形状和材质参数的要求各不相同,但从提高连铸炉数和提高浸入式水口的使用寿命来说,都必须要求浸入式水口的材质具有足够的机械强度和抗热震性、高抗渣性、和防止氧化铝堵塞水口等性能是相同的,下面结合笔者所了解的浸入式水口使用过程中出现的情况浅谈一下自己的看法。
一具有足够的机械强度和抗热震性浸入式水口特别是内装和快换式浸入式水口一般情况下重量和形状较大,在安装和搬运过程中受到的外部作用力较多,尤其是快换浸入式水口安装时受到液压制动系统的瞬间推动力,此作用力时间短、力量大,如果没有足够的机械强度和高温抗折强度,就会出现变径处横断的现象。
浸入式水口中含有较多的CaO稳定的ZrO2,生产过程中CaO与锆英石Si02反应生成单斜锆和含钙玻璃,锆一钙立方型固溶体失去CaO后,Zr02的晶格也由立方转为单斜。
单斜锆在1170℃转变为四方锆,伴随较大的体积变化,这一变化多发生在开浇初期,此时水口温度处于急剧上升过程,体积变化过速、过大则导致水口自身不能吸收钢水热冲击带来的张应力,热震作用就会使浸入式水口产生断裂。
浸入式水口在配料、成型和烧成过程中,制品内部有可能产生内裂,如不经过无损探伤,则易导致纵裂。
浸入式水口颈部横断浸入式水口纵裂二浸入式水口渣线必须具有高抗渣性一般情况下,浸入水口使用寿命的长短取决于水口渣线部位的使用时间,渣线部位由于下列因素导致渣线穿孔熔损:1)ZrO2与渣中的氧化物、氟化物反应,生成单斜锆;2)保护渣粘度;3)配料均匀性,渣线CaO脱溶。
而含碳量为15%左右的ZrO2-C材料具有较好的综合抗侵蚀性能。
根据ZrO2-C材料的侵蚀机理,降低碳含量可以提高浸入式水口渣线的抗渣性,然而碳含量的减少势必降低浸入式水口的抗热震稳定性。
因此,采用渣线部位结构为复合式的浸入式水口。
外部采用ZrO2-C材质保证浸入式水口最初与钢水接触时材料具有足够的热震稳定性。
浸入式水口与塞棒的配合1 塞棒棒头的设计在连铸浇注过程中,中间包内的钢水经由浸入式水口进入结晶器,而钢水的流量大小,则由与水口碗部相匹配的塞棒来控制。
在连铸开浇之前,塞棒棒头的圆弧面与水口碗部的圆弧面相接触,它们之间的间隙为零;当塞棒向上抬起的一瞬间,在塞棒棒头与水口碗部之间产生了间隙,钢水进入水口的流钢中孔,并从水口的出钢口注入结晶器,连铸浇注就开始了。
由此可见,塞棒向上抬升的距离的多少,直接控制着塞棒棒头与水口碗部之间的间隙大小,进而控制着钢水进入浸入式水口的流量的大小。
显而易见,塞棒棒头与水口碗部之间的间隙距离的变化,与它们本身的圆弧曲线半径的大小有关。
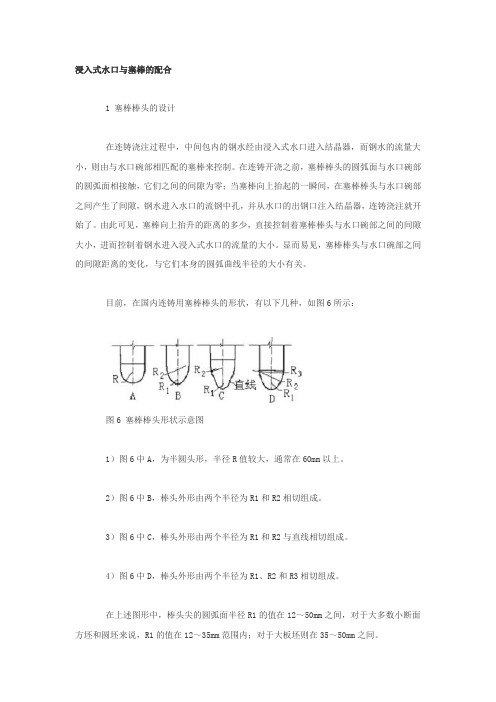
目前,在国内连铸用塞棒棒头的形状,有以下几种,如图6所示:图6 塞棒棒头形状示意图1)图6中A,为半圆头形,半径R值较大,通常在60mm以上。
2)图6中B,棒头外形由两个半径为R1和R2相切组成。
3)图6中C,棒头外形由两个半径为R1和R2与直线相切组成。
4)图6中D,棒头外形由两个半径为R1、R2和R3相切组成。
在上述图形中,棒头尖的圆弧面半径R1的值在12~50mm之间,对于大多数小断面方坯和圆坯来说,R1的值在12~35mm范围内;对于大板坯则在35~50mm之间。
棒头头体的圆弧面的半径R2的值在120~200mm之间,此值的大小与塞棒棒身相结合,决定了棒头头体形状的胖与瘦。
而塞棒棒身的直径一般在100~150mm之间。
棒头头体的圆弧面的半径R3要与R2相切,其值比R2大得多。
塞棒棒头的高度通常在60~120mm范围内。
塞棒总长度的确定:从插入中间包水口碗部的塞棒棒头尖位置算起,直至穿出中间包盖50~100mm处为止。
2 塞棒种类目前国内所用的与浸入式水口匹配的整体塞棒,主要有以下两种类型:1)组合型塞棒即棒身为高铝质或堇青石质袖砖,与铝碳质或其它材料的棒头组合。
见图7,A所示。
2)整体塞棒即棒身与棒头直接成型在一起,成为一体。
目前常见的铝碳质整体塞棒,其棒头材质有高铝碳质,铝锆碳质和镁碳质或其它材质。
连铸结晶器是连铸机的关键部件之一,它的形状与尺寸,直接关系到浸入式水口和塞棒的设计。
在连铸耐火材料生产厂,在设计浸入式水口和塞棒时,往往要根据连铸结晶器的形状、大小和长度,确定浸入式水口插入结晶器部分的直径和长度;确定出钢口的数量、形状和尺寸。
还要根据结晶器振幅大小、渣线层厚度和双渣线操作位置确定浸入式水口的渣线位置和长度。
为了控制浸入式水口进入结晶器的钢水流量,还要确定浸入式水口的碗部(水口窝)形状和与其匹配的塞棒棒头。
最后还要根据钢厂连铸浇注的钢种、钢水处理的方式和连浇时间,确定浸入式水口和塞棒的材质。
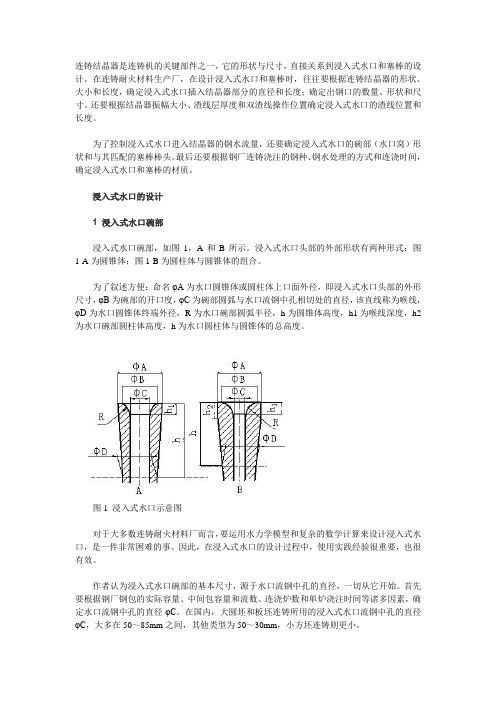
浸入式水口的设计1 浸入式水口碗部浸入式水口碗部,如图1,A和B所示。
浸入式水口头部的外部形状有两种形式:图1-A为圆锥体;图1-B为圆柱体与圆锥体的组合。
为了叙述方便:命名φA为水口圆锥体或圆柱体上口面外径,即浸入式水口头部的外形尺寸,φB为碗部的开口度,φC为碗部圆弧与水口流钢中孔相切处的直径,该直线称为喉线,φD为水口圆锥体终端外径,R为水口碗部圆弧半径,h为圆锥体高度,h1为喉线深度,h2为水口碗部圆柱体高度,h为水口圆柱体与圆锥体的总高度。
图1 浸入式水口示意图对于大多数连铸耐火材料厂而言,要运用水力学模型和复杂的数学计算来设计浸入式水口,是一件非常困难的事。
因此,在浸入式水口的设计过程中,使用实践经验很重要,也很有效。
作者认为浸入式水口碗部的基本尺寸,源于水口流钢中孔的直径,一切从它开始。
首先要根据钢厂钢包的实际容量、中间包容量和流数、连浇炉数和单炉浇注时间等诸多因素,确定水口流钢中孔的直径φC。
在国内,大圆坯和板坯连铸所用的浸入式水口流钢中孔的直径φC,大多在50~85mm之间,其他类型为50~30mm,小方坯连铸则更小。
浸入式水口的喉线深度h1,无论流钢中孔的直径φC值在什麽范围,除小方坯连铸外,其喉线深度一般均在40~60mm之间。
确定了水口的喉线深度,也就确定了浸入式水口碗部上口的基准面。
水口是什么意思
水口是指工厂在浇制模型时形成的框架与零件的结合部位。
亦称为“汤口”(浇口),意思就是热化液态的材料流动的进出口。
浸入式水口(简称SEN)的结构参数很大程度上决定了结晶器内钢液的流场特征,因此通过优化SEN结构参数来得到合理的钢液流场是一种既经济又高效的途径。
图中红色标记处即为高达水口。
扩展资料
为了提高生产效率,降低生产成本,高拉速连铸技术的开发与应用势在必行。
但在连铸过程中,拉速的提高将会导致结晶器内流场的不稳定性与不对称性增大,
进而导致铸坯出现保护渣卷入以及表面缺陷等质量问题,严重的甚至导致漏钢的发生。
常规拉速下,水口倾角25°、平底、直径为40mm的圆形出口水口对于减少铸坯表面纵裂纹的发生概率,降低铸坯夹渣是最优的;高拉速下,上下角度为15°,底部形状为凹底的水口为最优。
参考资料来源:百度百科-水口。
一种更换浸入式水口减少粘结的方法与流程1. 引言1.1 概述在工业生产中,浸入式水口是一种常见的设备,用于将液体或气体引入容器或管道系统。
然而,随着使用时间的增长,浸入式水口可能会出现粘结问题,影响其正常工作和使用寿命。
为解决这一问题,本文提出了一种更换浸入式水口减少粘结的方法与流程。
1.2 研究背景在许多行业中,如化工、石油、食品加工等领域,浸入式水口被广泛应用于输送介质和进行反应、混合等工艺操作。
然而,在实际应用中,由于介质的物理性质或其他因素的影响,在浸入式水口内部往往会形成一层坚硬的粘结物,称为“粘结”。
这不仅降低了浸入式水口的效率和性能,还增加了清洗和维护的困难度。
因此,对于解决浸入式水口粘结问题具有重要意义。
1.3 目的与意义本文旨在提供一种更换浸入式水口减少粘结问题的方法,并详细介绍该方法的实施流程和注意事项。
通过本文的研究和实践,能够帮助相关行业工作者更好地理解浸入式水口粘结问题产生的原因和影响因素,并掌握有效的更换方法,从而延长设备的使用寿命、提高生产效率和质量。
此外,本研究还可为后续相关领域的研究提供一定的参考和借鉴。
2. 浸入式水口粘结问题分析:2.1 粘结原因探讨:浸入式水口在使用过程中常常会出现粘结的问题,造成生产过程的中断和效率降低。
这些粘结问题的主要原因可以归纳为以下几个方面:首先,涂覆材料不匹配是导致浸入式水口粘结的一个重要原因。
如果涂覆材料与水口本身的材质不兼容,或者涂覆材料的性能与水口设计要求不相符,就会引起粘结现象。
例如,如果使用了粘度过大或黏性较强的涂覆材料,它们在固化过程中可能会与水口发生黏连。
其次,温度变化也是影响浸入式水口粘结问题的因素之一。
当温度升高时,涂覆材料和水口本身都会膨胀,导致之间产生剪切力而发生黏连。
此外,在温度变化过程中由于热胀冷缩带来的内部应力也可能导致粘结。
另外,压力条件下的挤出作用也是浸入式水口粘结问题的潜在原因之一。
当涂覆材料通过水口的时候,高压下注入的液体会使得水口内部形成高剪切应力区域,进而导致黏连。
一种浸入式水口的更换方法与流程1.首先关闭水龙头,以确保更换水口时不会有水滴出来。
First, turn off the faucet to ensure no water drips out while replacing the water spout.2.使用扳手松开原有水口,逆时针旋转以拧下来。
Use a wrench to loosen the original water spout, and rotate it counterclockwise to unscrew.3.将新的水口正确安装在水龙头上,顺时针旋转以拧紧。
Install the new water spout correctly on the faucet, and rotate it clockwise to tighten.4.检查新的水口是否牢固,确保没有松动。
Check to make sure the new water spout is secure and not loose.5.打开水龙头,测试新水口是否正确连接,没有漏水。
Turn on the faucet to test if the new water spout is properly connected and does not leak.6.如发现漏水,需重新检查安装位置和紧固度。
If there is a leak, recheck the installation position and tightness.7.如果一切正常,可以继续使用新的水口。
If everything is normal, you can continue to use the new water spout.8.清洁周围区域,确保没有工具或水块。
Clean the surrounding area to ensure no tools or water blocks.9.可以打开水龙头,享受新的水口带来的清新流水。
浸入式水口
王德伟
随着炼钢连铸技术的发展,浸入式水口也取得了很大的发展。
浸入式水口结构和材质不断完善,在增产和提高钢质量中起着决定性作用。
浸入式水口在连铸工艺中位于中间包与结晶器之间,是钢水从中间包流向结晶器的导流管,其作用是:防止钢水二次氧化;控制钢水的流动状态和注入速度;促进夹杂物上浮,防止保护渣非金属夹杂物卷入钢水中。
它是连铸过程中最重要的功能耐火材料之一,其使用寿命决定了多炉连浇的炉数。
浸入式水口的结构分为常用结构(单层式)和特殊结构,常用结构根据安装的方式不同又分为内装式和外装式。
随着对钢材质量要求的提高以及对结瘤问题而采取的措施,浸入式水口的结构发展成了许多特殊的形式,根据浸入式水口不同部位对材质的不同要求有双层结构和多层结构。
随着钢铁连铸工业几十年的发展历史,作为连铸三大件的重要组成部分浸入式水口经历了几代产品的更新。
最初使用的是石英质水口,但这种材质的水口耐侵蚀性较差。
后来发展了铝碳质水口,铝碳水口在抗侵蚀、抗热震性上等性能上有了很大的提高,但是随着连铸技术的发展,浇铸速度的加快,保护渣的粘度降低,使渣线蚀损加剧,铝碳质水口已不能满足要求,于是发展铝碳-锆碳质复合浸入式水口。
(1)熔融石英质水口
熔融石英质浸入式水口是连铸技术“三大件”上最早使用的材质。
从上个世纪六十年代钢铁工业引进连铸技术开始到七十年代中期,这一时期主要以熔融石英质浸入式水口。
1973年我国研制成熔融石英质浸入式水口,使当时的连铸水平大大向一前跨了一步。
熔融石英制品具备良好的性能:热膨胀系数小,热震稳定性好,耐化学侵蚀(特别是酸和氯),耐冲刷,高温时粘度大,强度高,导热性低,电导率低;由于在烧成时收缩小,可以制得尺寸精确的制品。
缺点是在1100℃以上长期使用时,会发生向方石英的转变(即高温析晶),促使制品产生裂纹和剥落,不能浇铸含锰较高的特殊钢种,只能浇铸普碳钢和低锰钢。
(2)铝碳质浸入式水口
由于炼钢连铸技术的发展,熔融石英质浸入式水口的使用受到限制,尤其是
在浇铸锰钢等特殊钢种时,石英质水口的耐蚀性较差,不能满足生产的需要从上世纪七十年代末至八十年代,这个时期基本以发展成熟的Al2O3-C质浸入式水口为主。
1980年下半年我国研制成等静压成型的铝碳质水口,解决了锰含量较高钢种的浇铸。
其与熔融石英质浸入式水口相比有以下优点:耐钢水冲刷性好,对钢水污染少,长时间使用引起的温度变化小。
铝碳质水口在组成成分上,一般采用氧化铝-熔融石英-石墨的复合。
石墨具有高耐火度,高温强度极高,导热率高,热膨胀率及弹性模量低,耐热冲击性大,在高温下形成连续的网状结构,有利于提高含碳材料的耐热震性;另外由于石墨表面张力小,与熔渣的接触角在90°以上,使之不能进入含碳材料的毛细管,不易熔于熔融金属和炉渣,故具有耐蚀性强,有效防止熔渣侵入等优点。
缺点是在高温下易氧化,易溶解于钢水等。
制造铝碳质水口所用的石墨需加以精制,纯度应在99%以上,形状为磷片状是六角板状结晶,越是银黑色结晶发育好的石墨越能显示其特征,抗氧化性也越好。
氧化铝原料一般使用电熔或烧结氧化铝、合成莫来石等合成原料,纯度高,质量均匀,耐火度高,高温体积稳定性好,属中性,对各种炉渣的耐蚀性强,可利用各自的原料特性加以使用。
熔融石英是对高纯硅石等进行加热处理而制成的非晶体石英,纯度高,热膨胀系数极低(0.54×10-6),耐火度高。
为了提高制品的耐热冲击性和热震稳定性,利用其优良的特性,添加了少量熔融石英。
合理设计以上几种原料组成,用等静压制成型,N2气氛下烧成制成的浸入式水口,属于陶瓷结合型碳复合材料,石墨起到了结合碳的作用,具有良好的抗钢水冲刷能力和耐侵蚀性,长时间使用引起的温度变化少。
寿命比熔融石英质水口长,能进行多炉连铸,扩大了连铸钢种,成为连铸用水口的主流。
当今许多水口材质的技术进步,仍是在这个主流的基础上进行功能增加和工艺改进。
在实际应用中铝碳质水口存在以下缺点:耐热冲击性低,对保护渣的耐侵蚀性差;因导热性差,易于产生挂渣和氧化铝附着而引起水口的堵塞。
(3)铝碳-锆碳质复合浸入式水口
铝碳质水口由于具有一系列的优点,但也存着下列问题:不耐侵蚀而导致在渣线部位形成“缩颈现象”甚至断裂;水口内壁容易被钢水脱氧产物Al2O3等沉
积而堵塞水口。
并且由于新连铸技术的采用,浇钢温度高,拉速高,保护渣粘度较低,因而保护渣对浸入式水口的侵蚀加剧,Al2O3-C已不能满足这些种苛刻条件。
为了解决上述问题,上个世纪80年代日本从材质上开发出一种Al2O3-C/ ZrO2-C复合浸入式水口:本体主要采用Al2O3-C质、渣线部位采用ZrO2-C质复合材料。
这是由于氧化锆具有优良的化学稳定性,难以被以CaO-Al2O3-SiO2系连铸保护渣侵蚀,高温下溶入渣中的ZrO2增强了熔渣的粘度,而未被溶解的氧化锆颗粒又增强了渣的表观粘度。
从而降低了保护渣对氧化锆-石墨渣线层的侵蚀,提高了水口的耐蚀性。
实践证明,优质铝碳-锆碳质复合水口比铝碳质水口寿命提高近一倍,使用寿命可达到1200min。
连铸技术中,为提高钢坯质量,采用浸入式水口和保护渣浇注新工艺,要求浸入式水口具有抗热震稳定性好、耐侵蚀、不堵塞的性能。
浸入式水口的使用寿命受渣侵蚀和Al2O3沉积堵塞两个因素影响。
铝碳质浸入式水口在使用过程中存在着Al2O3在内壁的附着和堵塞,在连铸铝镇静钢时堵塞尤为严重,现已成为影响铸坯质量和浸入式水口使用寿命的关键因素。
目前主要采用本体Al2O3-C质、渣线复合ZrO2-C质的复合式浸入式水口。
在满足抗热震性的前提下,渣线材质抗结晶器保护渣的侵蚀性能和水口内部抵抗Al2O3结瘤的性能是决定浸入式水口使用寿命的关键因素。
上述水口的损毁主要集中在渣线部位,局部侵蚀严重,形成缩颈,严重时断裂。
防止渣线损毁的方法有:在浇注过程中采用中间包上下浮动,改变保护渣与水口接触部位;适当加厚渣线部位尺寸,严格控制立方ZrO2的比例及提高鳞片状石墨纯度;在Al2O3-C系材料中加BN;在ZrO2-C系材料中加SiC;喷涂耐侵蚀材料和用ZrB2等材质做保护圈。