中间包水口堵塞机理及其防止措施
- 格式:doc
- 大小:46.50 KB
- 文档页数:3

中间包滑动水口操作规程中间包滑动水口是指在水平输送系统中,通过滑动水口将物料控制在固定的流量下均匀地进入下一个工艺节点或装置的一种操作方法。
下面是中间包滑动水口的操作规程,共1200字。
一、安全操作规程1. 操作人员应熟悉中间包滑动水口的结构和原理,并具备相关的操作技能和安全知识。
2. 在操作前,操作人员应穿戴好安全帽、防护眼镜、耳塞等个人防护装备,确保人身安全。
3. 在操作开始前,应先检查滑动水口的运行状况,确认无故障和异常情况后方可进行操作。
4. 在操作过程中,严禁随意触摸滑动水口设备,以免造成意外伤害。
5. 操作人员应时刻保持警觉,注意周围环境,确保操作安全。
二、操作流程1. 打开控制系统电源,确保设备处于正常的工作状态。
2. 打开压力调节阀,并将压力调整到合适的工作范围内。
3. 操作人员应根据生产工艺要求,调整滑动水口的开度,确保物料流量的控制。
4. 在操作滑动水口时,应先将开关调整到最小开度,并缓慢地逐渐增大开度,观察物料流动情况。
5. 在调整开度时,应根据物料流量的变化情况,适时调整滑动水口的开度,以保持物料流量的稳定。
6. 当需要停止物料流动时,应将滑动水口的开关调整至关闭状态。
7. 在操作结束后,应关闭压力调节阀,并确认滑动水口处于闭合状态。
三、故障处理1. 当发生滑动水口无法打开或关闭的情况时,操作人员应首先检查电源是否正常,是否接触不良。
2. 如果电源正常,应检查滑动水口是否卡住,是否存在物料堵塞等情况。
如有堵塞情况,应及时清理。
3. 如果以上无法解决故障,应立即报告上级主管并联系维修人员进行维修。
四、设备维护1. 操作人员应定期检查滑动水口的工作情况,如发现异常情况,应及时进行维护和处理。
2. 定期对滑动水口进行润滑,保证滑动水口的灵活性和正常工作。
3. 要经常清理滑动水口周围的物料堆积,防止堵塞和损坏设备。
4. 定期对滑动水口进行维修保养,如更换密封件、补充润滑油等。
五、其他注意事项1. 操作人员应定期参加相关培训,了解滑动水口的操作和维护知识。

作者简介:赵李平(1981-),男(汉族),湖南常德人,上海梅山钢铁股份有限公司炼钢厂,助理工程师。
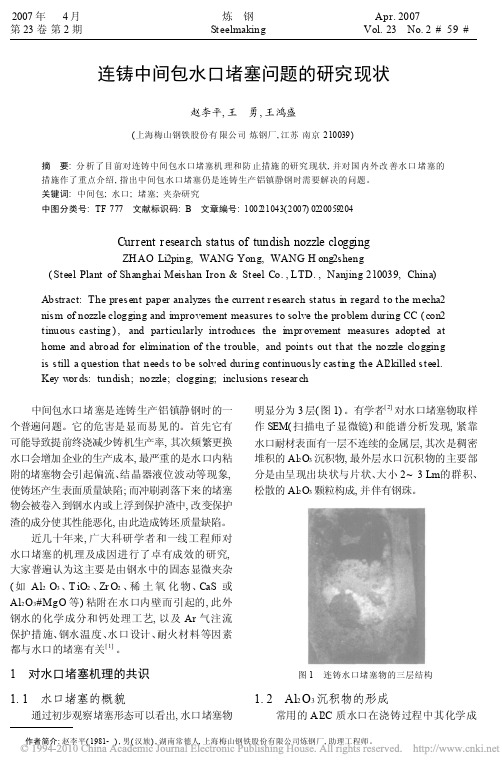
连铸中间包水口堵塞问题的研究现状赵李平,王 勇,王鸿盛(上海梅山钢铁股份有限公司炼钢厂,江苏南京210039)摘 要:分析了目前对连铸中间包水口堵塞机理和防止措施的研究现状,并对国内外改善水口堵塞的措施作了重点介绍,指出中间包水口堵塞仍是连铸生产铝镇静钢时需要解决的问题。
关键词:中间包;水口;堵塞;夹杂研究中图分类号:TF 777 文献标识码:B 文章编号:100221043(2007)022*******Current research status of tundish nozzle cloggingZH AO Li 2ping,WANG Yong,WANG H ong 2sheng(Steel Plant of Shanghai Meishan Iron &Steel Co.,LTD.,Nanjing 210039,China)Abstract:The present paper analyzes the current r esearch status in regard to the mecha 2nism of nozzle clogging and improvement measures to solve the problem during CC (con 2tinuous casting ),and particularly introduces the impr ovement measures adopted at home and abroad for elimination of the trouble,and points out that the nozzle clogging is still a question that needs to be solved during continuously casting the Al 2killed steel.Key w or ds:tundish;nozzle;clogging;inclusions resear ch 中间包水口堵塞是连铸生产铝镇静钢时的一个普遍问题。

给排水管道的渗漏、堵塞原因及预防措施在给排水管道安装工程的验收过程中或交付使用后,最常见、也最令人头疼的问题是管道的渗漏与堵塞,它不仅影响到主体工程的整体质量,而且还直接影响了用户的正常使用。
本人根据以往设计施工中的实践经验,分析了管道渗漏堵塞的原因,并就此提出一些相应的预防措施,供大家参考。
1、给水管道渗漏的原因及预防措施1.1、由管材、管件弯头、三通等和附件阀门、水咀等本身质量引起的渗漏。
如管材上出现裂痕、针眼,配件二端部出现的变形,丝口有偏丝、断丝、毛丝及缺口,各类阀体内的部件损蚀、密封圈破损、松懈、闸板和阀体毛糙而闸不到底,阀杆变形折断,另外洁具冲洗水箱出水口与浮球接触不密实,阀件老化、腐蚀而失灵等均会产生渗漏,针对上述原因,其防治的办法是:所有材料的进货渠道应正规,信誉、质量可靠,除有必要的质保单或合格外,在安装前,还必须进行严格的外观检测,即对于每批次不同来源的产品进行必要的目测查验或调试。
当数量较大时可采用取样抽查,必要时亦可试压和解体检测主指阀门排除隐患,发现上述问题应予以调换,直到全部合格方可安装使用。
1.2、由于安装人员技术不熟练或操作不当所造成的渗漏现象常见的有:镀锌管在套丝接口时断丝或缺口大于丝口总长度10%,丝口过松或过紧,丝接口长度不足或缠绕物生料带、油麻丝不足、不均匀,或在边接旋转过头又返回产生松动而造成渗漏水,另外,法兰之间偏心受压而渗漏,焊接管道之间或管道法兰之间焊缝不到位,造成开裂,卫生洁具边接填料不当。
蹲坑冲洗皮碗与接口未绑紧或任意采用细铁丝而锈蚀造成的种种渗漏。
其预防措施是安装施工人员需具有一定的操作技能和严格的操作规程意识,以确保施工质量,如在管道套丝时做到管子锯口平整。
切口与管子中心垂直,丝口清晰。
管子丝口应略呈园锥状,衔接时严密并外露两牙,丝口缠绕适量、均匀,法兰与管道之间在边接时应进行水平或垂直交叉校正,选择不同对应介质的垫片大小相称,为防偏心应力。

常见的堵管原因常见的堵管原因有很多种,以下是一些常见的原因及解决方法:1. 水垢堵塞:当水中含有较多的钙、镁离子时,会在水管内壁形成水垢,随着时间的推移,水垢会逐渐堆积,最终导致管道堵塞。
解决方法可以使用除垢剂定期清洗水管,或者安装软水器来减少水中的硬度。
2. 油脂积聚:在厨房和浴室的排水管道中,由于经常排放油脂和肥皂渣等物质,这些物质会附着在管道内壁上逐渐积聚,造成堵塞。
为了预防油脂积聚,可以安装油水分离器和厨房过滤器,并定期进行清洗。
3. 浴室用品:洗发水、护发素、沐浴露等浴室用品中含有的化学成分可能会在管道中形成胶状物质,随着时间的推移会阻塞管道。
在使用浴室用品时,可以选择使用少量的、不含胶质的产品,并及时冲洗干净。
4. 食物残渣:在厨房排水管道中,食物残渣是造成堵塞的常见原因之一。
要避免将大量的固体食物残渣直接冲入水槽,最好使用厨房过滤器来拦截食物残渣,并及时清理过滤器。
5. 长时间不使用:当某个水管长时间不使用时,管道内的水会蒸发,留下水垢、油脂等物质,这些物质会阻塞管道。
为了预防这种情况,可以定期打开未使用的水龙头,保持水流通畅,或者在长时间不使用的情况下,使用除垢剂进行清洗。
6. 外部物质进入:有时,外部物质可能进入水管,如树叶、树根、碎屑等,在管道中逐渐积聚形成堵塞。
为了预防此类情况,可以安装过滤器或网状网孔来拦截外部物质。
7. 错误安装:水管在安装过程中,如果连接不紧密或采用不合适的管道材料,会导致水管漏水或堵塞。
要避免这种情况发生,应选择合适的管道材料,并确保安装过程中连接紧密、无缝连接。
8.地震引起的管道移位:地震可能会引起地下管道的移位,造成水管弯曲或破裂,从而导致管道堵塞。
在强震发生后,应及时检查管道是否受到影响,并进行维修或更换。
总结而言,堵管的原因有多种多样,包括水垢堵塞、油脂积聚、浴室用品、食物残渣、长时间不使用、外部物质进入、错误安装以及地震引起的管道移位等。
要解决这些问题,我们可以采取一些预防措施,如定期清洗水管、安装过滤器、正确使用浴室用品、不直接冲洗食物残渣等,既可降低堵管的风险,也能保护管道的正常使用。

液体堵孔原因
摘要:
一、液体堵孔现象简介
1.液体堵孔现象定义
2.常见液体堵孔场景
二、液体堵孔原因分析
1.液体黏度的影响
2.液体表面张力作用
3.毛细现象对堵孔的影响
4.温度对液体堵孔的影响
三、液体堵孔的解决方法
1.选择合适的液体
2.改变液体流动方式
3.提高温度
4.利用表面活性剂
正文:
液体堵孔现象在日常生活中十分常见,比如在油墨印刷、涂料涂覆、化妆品制造等行业,都会遇到液体堵孔的问题。
液体堵孔是指在特定的条件下,液体无法通过孔洞的现象。
造成液体堵孔的原因有很多,本文将对其进行详细分析。
首先,液体的黏度是影响堵孔的一个关键因素。
黏度大的液体,分子间相
互作用力较强,容易在孔洞处形成堵塞。
其次,液体表面张力也会对堵孔产生影响。
液体表面张力使得液体在孔洞处形成一个薄膜,当液体表面张力过大时,这个薄膜会阻止液体继续流动。
毛细现象也是导致液体堵孔的一个重要原因。
在毛细管中,由于液体分子间作用力,液体上升的高度会受到限制。
当液体上升到一定高度时,由于表面张力的作用,液体无法继续上升,从而形成堵孔。
温度对液体堵孔也有影响。
通常情况下,随着温度的升高,液体的黏度和表面张力都会降低,流动性会变好。
但是,当温度过高时,液体可能会发生化学反应或分解,导致堵孔。
针对液体堵孔现象,我们可以采取以下几种解决方法:选择合适黏度、表面张力的液体;改变液体的流动方式,如采用压力喷涂、离心涂覆等;适当提高液体温度,以降低黏度和表面张力;在液体中添加表面活性剂,以降低液体表面张力,提高流动性。
排水系统堵塞的原因及解决方法排水系统在我们的日常生活中扮演着重要的角色。
然而,堵塞是排水系统常见的问题之一,可能导致污水倒灌、异味扩散和管道破裂等令人头痛的情况。
本文将探讨排水系统堵塞的常见原因,并提供解决方法。
一、原因分析1.油脂堵塞:洗涤剂和餐具清洗后的残渣中含有大量油脂,长期排入下水道会附着在管道壁上,逐渐形成沉积物,导致管道狭窄和堵塞。
解决方法:避免将大量的油脂直接倾倒入下水道,可以使用专门的油水分离器进行预处理,清洗餐具时使用热水和洗涤剂将油污彻底清洗掉。
2.异物堵塞:在使用过程中,我们常常会将杂物随意丢弃到马桶或下水道中,如卫生纸、湿纸巾、头发、毛发等,这些异物会随着时间的推移而聚集在管道中,最终导致堵塞。
解决方法:不要将卫生纸、湿纸巾等杂物随意丢弃到马桶或下水道中,还应定期清理下水道入口的过滤网,防止异物进入排水系统。
3.管道老化:长期使用的管道会因为腐蚀和老化而出现裂缝和破损,进而导致排水系统堵塞。
解决方法:定期检查排水系统中的管道,如发现老化或破损情况,及时更换或修理受损的部分。
4.设计缺陷:一些排水系统的设计存在缺陷,例如管道弯道过多或倾斜角度不当,造成排水速度过慢,易发生堵塞。
解决方法:对于存在设计缺陷的排水系统,应尽早进行改造或改善,以提高排水效率。
二、解决方法1.物理疏通:对于较轻的堵塞情况,可以使用物理疏通工具如管道疏通器、马桶活塞等进行疏通。
方法是将工具插入堵塞的管道中,通过物理力量推动或拉拽异物。
2.化学清洁剂:对于较严重的堵塞,可以选择使用化学清洁剂,它们能够溶解堆积的油脂和有机物,快速疏通管道。
3.高压冲洗:高压冲洗是一种较为彻底的堵塞解决方法,它通过水流的冲击力将堵塞的异物冲刷干净,适用于大型排水管道。
4.专业疏通服务:对于无法通过自行解决的堵塞问题,可以寻求专业疏通服务。
他们拥有专业的设备和经验,能够迅速准确地解决排水系统堵塞。
总结排水系统堵塞是一个常见但麻烦的问题,给我们的生活带来一系列不便和困扰。
常见浇钢事故及防止中间包浇注出现的生产事故可分为两类:一类是操作事故,另一类是设备事故。
其中一部分操作事故也是由设备不良引起。
常见的操作事故有:中间包水口堵塞、脱方、漏钢、溢钢、挂钢、铸坯抖动。
常见设备故障有振动不振或不规则、无拉速、供油不均等。
以下对主要生产事故进行分析。
一、中间包钢水堵塞在浇钢过程中,流入结晶器的钢流自然变小或断流称为水口堵塞或水口结瘤,这是方坯连铸最常见事故。
产生水口堵塞的主要原因有:1.钢水温度低钢水流动性随温度降低而迅速降低。
钢水温度低,粘性大,在水口处就容易发生钢凝结而造成水口冻死堵塞想象。
这种水口堵塞大多发生在开浇第一炉的冷中间包,大包换包和钢水上大包台等待浇注时间过长的炉次。
当中间包钢水温度过高,向中间包加小废钢冷却时,废钢的加量不当,也容易使水口冻死。
2.钢中残铝量过高铝镇静钢,钢中残铝大于0.006%,[Al]的二次氧化产物Al2O3熔点高。
高熔点Al2O3被水口壁所附吸,也会使水口堵塞。
出现这种现象,温度一般偏高或正常,水口堵塞是缓慢形成的。
3.钢水脱氧不良钢水脱氧不良,氧含量大,钢水在降温过程中发生二次脱氧。
若[Mn]/[Si]较小,二次脱氧产物会形成固相的SiO2微粒,这些微粒残存于钢液中会降低钢液的流动性,并逐渐积聚在水口上,使水口堵塞。
4.中间包钢液面过低中间包钢液面过低时也容易引起水口堵塞。
尤其是大包更换,第二炉钢水未能及时向中间包注入钢水,致使中间包液面降低得很低,很容易发生水口堵塞。
这是因为一方面中间包液面低,降温大,另一方面中间包死角区的低温钢水使水口冻结。
发生水口堵塞后,一般情况只能停浇。
若水口堵塞发现较早,并能及时采取措施,也可挽回或部分挽回。
可采取的主要措施有:1)迅速提高中间包液面高度;2)用氧洗水口;3)向中间包加适量的Ca/Si合金。
二、拉漏铸坯出结晶器下口,其坯壳内部尚有较多的钢液。
若坯壳因某种原因而破裂,钢水就会从裂口中漏出来,这就称作拉漏或漏钢。
给排水管道的渗漏、堵塞原因及预防措施摘要:在给排水管道安装工程的验收过程中或交付使用后,最常见、也最令人头疼的问题是管道的渗漏与堵塞,它不仅影响到主体工程的整体质量,而且还直接影响了用户的正常使用。
分析管道渗漏堵塞的原因,并就此提出一些相应的预防措施。
关键词:技术排除隐患可靠监督检测根本保证Abstract:in water supply and drainage pipe installation the acceptance process or after the delivery of the project, the most common and the most troubling problem is that pipeline leaks and clogging, it not only affects the overall quality of main works, but also directly affect the user's normal use. Analysis of leakage blocking reason, and made some appropriate preventive measures.Key words:technology rule out hidden dangers and reliable testing guarantee 本人根据以往设计施工中的实践经验,分析了管道渗漏堵塞的原因,并就此提出一些相应的预防措施,供大家参考。
1、给水管道渗漏的原因及预防措施1.1、由管材、管件弯头、三通等和附件阀门、水咀等本身质量引起的渗漏。
所有材料的进货渠道应正规,信誉、质量可靠,除有必要的质保单或合格外,在安装前,还必须进行严格的外观检测,即对于每批次不同来源的产品进行必要的目测查验或调试。
当数量较大时可采用取样抽查,必要时亦可试压和解体检测主指阀门排除隐患,发现问题应予以调换,直到全部合格方可安装使用。
中间包水口堵塞机理及其防止措施摘要:文章就钢中三氧化二铝产生的原因、上浮机理及其影响其排除因素进行了分析,并提出保证铝镇静钢顺利浇注的一些技术措施。
关键词:水口;堵塞机理;三氧化二铝;铝镇静钢;浇注1前言Al-C质水口在浇注含铝镇静钢时,常有大量的白色絮状物质沉积在水口内壁,使水口堵塞。
水口堵塞的原因是由于熔点的化合物A12O3(熔点2020℃ ), CaS(熔点2450℃)或A12O3·MgO等粘附在水口内壁上造成的。
钢水中Al与耐材中氧化物及空气中氧发生反应形成A12O3,反应方程式为:3SiO2+4Al=2Al2O3+3SiFe2O3+2Al=Al2O3+2Fe3O2+4Al=2Al2O3大包水口发生堵塞时,往往会出现我们通常所说的“大包跟不上中包流”现象,当拉速降低仍不足以遏止中包液面下降时,通常采取的措施是去掉保护套管烧氧。
当这种办法仍难以保证钢流通畅时,只能换包浇注或停浇。
中包水口发生堵塞时,往往会出现结晶器液面持续下降,保护渣结壳严重,通常采取的措施是加大塞棒吹氩压力或快速关闭和开启塞棒冲掉堵塞物,但这会造成结晶器液面强烈扰动,铸坯表面出现纵裂和夹渣。
同时,一旦堵塞物被冲入钢水中,又会恶化铸坯内部质量,更重要的是,这些被冲洗下来的堵塞物阻碍液渣流入铸坯与结晶器壁之间的空隙,由于堵塞物的含碳量高(塞棒和浸入式水口均含有碳)和A12O3含量高,不但使弯月面钢水的含碳量升高,还使液渣的A12O3含量和黏度升高,因而增加粘结漏钢的危险。
如果堵塞物采取上述措施后仍然无法保证水口下流则只能停浇。
2氧化铝质点聚合机理分析2.1碰撞理论钢水中的A12O3质点相撞后会发生粘附、烧结、聚合,并从钢水中分离出来.其动力学依据为:△G0=F1·σFe+F2(σtnc-σFe-tnc)式中: σFe——钢水表面能: σtnc——夹杂物的表面能: σFe-tnc——钢与夹杂物界面的自由能。
只有当△G O是负值时,相撞的质点才能相互吸附。
含A12O3的钢水中,由于σFe-tnc值很大,所以A12O3质点较容易发生粘附、烧结。
碰损理论同样适用于A12O3质点与耐火材料的相撞。
钢流方向的急剧变化对A12O3夹杂物产生一种向心力,促使A12O3与水口内壁耐材发生碰撞自至A12O3附着在水口内壁上。
科尔(Kor)对MgO·A12O3的形成做了如下描述:(1)耐火材料中的MgO被耐火材料中的碳还原,产生镁气体和CO气体:MgO+C=Mg+CO(2)镁气体和CO气体从耐火材料扩散到钢水中:(3)在钢水~耐火材料的界面上CO→C+O,碳和氧溶入钢水,镁也溶入钢水:(4)镁、碳和氧扩散到钢水内部:(5) MgO·A12O3薄层或颗粒在钢水中析出。
研究表明钢中酸溶铝越高,即钢水中的氧活度愈低,钢包耐火材料中的MgO被酸溶铝还原出的镁就愈多。
在钢包炉内(A12O3衬或MgO衬),渣子的碱度CaO / SiO2从1. 4 h减少到1. 1 h,从耐火材料中还原出的镁和铝都少3水口堵塞影响因素分析3.1分离流理论S·道森( Dawson)在水力模型内用氢气泡模拟夹杂物在13 kg和60 kg感应炉内对影响水口堵塞的因素进行了研究,他提出连铸铝镇静钢水口堵塞与水口几何形状、水口交装垂直度以及水口内壁粗糙程度有关,悬浮在钢水中细小的初生脱氧产物颗粒的析出不是通过化学反应或局部温度下降,而是由于流速低的分离流区的存在。
此分离流理论说明为什么夹杂物总是聚集在某此区域,也说明这此松散的聚积层不会被高速流动的注流冲走。
(1)水口形状对水口堵塞有较大影响。
(2)水口安装垂直度对水口堵塞也有影响,水口安装位置只要偏离垂直度,就会引起分离流。
(3)水口内壁表面的粗糙程度对水口堵塞也有影响。
连铸小方坯水口内壁表面的粗糙高度大于0.7 mm或7 cm内径防护套管的粗糙高度大于0.4 mm就能使分离流区的粘滞层完全消失,从而加速夹杂物在水口内壁表面的堆积。
A12O3-C质防护套管在浇铸数小时后,由于碳被溶解或固态夹杂物逐渐堆积,就能达到大于0.4 mm的粗糙高度。
小关( Ozcki)注意到在A12O3一C质防护套管的内壁表面涂上细粒ZrO2涂层可以减少堵塞速度,仓田( Kurata)也观察到浸入式水口内表面的粗糙程度对水口堵塞有影响。
3.2低速流理论钢流在水口断面上的运动速度呈抛物线分布,靠近水口内表面的钢流速度最小,因而A 12O3更易沉积在水口内壁黏度很大的熔融玻璃体上。
玻璃体的主要组成是:SiO2、MnO、 A12O3、Fe2O3等为A12O3沉积创造了条件。
3.3索拉克(So llac)杂质理论索拉克(S ollac)对石墨-高铝质水口对铝镇静钢水口堵塞的机理进行了研究,认为水口堵塞倾向与耐火材料中杂质(SiO2、Na2O 、K2O、Fe2O3)的含量有关,杂质含量愈高,水口堵塞倾向就愈大。
不含SiO2石墨高铝质水口堵塞倾向很小。
如果在水口材质中不含有碳,则可以完全防止水口堵塞。
但碳含量低时,水口的抗热震性差。
3.4“节流”理论在实际生产中,大包控流是通过上下滑板的相对移动来实现的.这种操作简称为节流.虽然,节流能够很好地控制钢流,但也增加了滑板砖的局部熔损.根据水力模拟试验,在滑板砖局部熔损处形成相当大的负压,产生强烈的向上的逆流.在节流时,直接受到钢水的冲刷作用,形成熔损。
节流,一方面使得在水口内产生了分离流,按分离流的理论,在低速分离流区域A12O3很容易沉积,另一方面,由于水口局部熔损,熔损区域粗糙,也给A12O3沉积创造了条件。
同时,由于节流,钢流直接冲刷水口内壁,按照低速流理论,钢流会以较低的速度沿内壁流动,从而延长了下流时间,并使A12O3有充分的时间沉积下来.4水口堵塞防止措施4.1钙处理精炼时通常往钢水中喷入Si-Ca粉或喂入Si-Ca丝,对A12O3进行变性处理,加入钙后,夹杂物中氧化钙含量会增加,其液相结温度会下降(CA6-CA2-CA-C12A7 ),当钙的加入量达到某一点时,夹杂物就会呈液态(C12A7),这个点的位置取决于钢水温度,继续加钙会进一步提高氧化钙的活度,促进氧化钙与硫的反应,硫化钙在铝酸钙的溶解度很低,在钢水温度下会以固态析出。
固态CaS质点也会附着水口内壁而堵塞水口.当硫含量高时,铝更可能导致硫化钙析出,使水口堵塞问题更难解决。
钙与氧、硫和A12O3夹杂之间的反应如下一步:Ca+O=CaO,Ca+S=CaS,Ca+Al2O3=(铝酸钙)+Al钙加入钢水中生成CaS还是生成CA6、CA2、CA、液态C12A7决定于钙的加入量、钢水温度、钢水中铝和硫的含量,实际生产中通常用控制[Ca] /[ Al]比的方法来控制铝酸钙的生成类型,试验表明:(1)当[Ca] /[ Al]<0.10时(单独用铝脱氧),生成CaO·6 A12O3 (CA6)等脱氧产物,其熔点高、流动性差,极易造成水口堵塞。
(2)当0. 10< [Ca] /[ Al] < 0.13时,在脱氧产物中,除Ca0·6 A12O3外,还有CaO· 2 A12O3存在,流动性有所改善,因此水口堵塞有所减少。
(3)当0.13< [Ca] /[Al]<0.14时,脱氧产物是CaO·2 A12O3 ( CA2 )或CaO·A12O3 (CA), 呈熔融或半熔状态。
(4)当0.14<[Ca] /[Al]<0.18时,脱氧产物为12CaO·7 A12O3 (C12A7 ),呈液态,完全消除了水口堵塞现象。
4.2改进材质用ZrO2- CaO—石墨水口取代石墨—A12 O3水口,不但使水口堵塞减少,而且使板坯上的簇状A 12 O3夹杂减少。
减少石墨—A12O3水口耐材中SiO2、Na2O 、K2O 、F e2O3等杂质含量,以及在保证水口有良好抗热震性的前提下,尽可能地减少C含量,为了解决碳含量对水口堵塞和热震性的矛盾,将水口内表面和塞塞棒头部表面敷上一层1一2 mm厚的含碳低(C约为6%)的耐火材料,可以使水口堵塞程度减少30%~50%。
用MgO一石墨水口取代石墨一A12O3水口,用以减少水口堵塞,是近年来研制出的一种新型材质的水口(多用于浸入式水口),其水口砖由镁砂、石墨和中性耐火材料,如氧化铬、碳化硅、氮化硼等配制而成,由于在镁碳材料中加入了中性耐火材料,与以前的铝碳质水口砖相比,有以下优点:(1)耐侵蚀性强,在钢水中熔损小:(2)由于氧化镁熔损在钢水中形成的非金属夹杂物,对钢水质量影响小:(3)在1500℃左右的温度下,氧化镁和钢中析出的氧化铝难以结合,可减轻因氧化铝析出物粘附于水口而引起的堵塞。
在这种水口中,氧化镁含量约占35%~70%,当含量小于35%时,难以防止水口堵塞;大于70%时,水口热膨胀系数大,耐剥落性差.在水口中,石墨含量小于5%时,水口砖的抗剥落性差,易被钢水侵蚀而形成变质层:当含量大于40%时,水口砖的抗钢水侵蚀能力显著下降.水口中的中性耐火材料占25%~55%,含量小于25%时,水口砖的抗剥落性差,大于55%,水口砖则失去镁碳质的优点.水口砖中的中性耐火材料可以提高水口砖的抗侵蚀能力和抗剥落性.水口砖采用的结合剂为酚醛树脂和沥青,加入量约10%。
据资料介绍,这种镁碳质水口与铝碳质水口相比,浇钢时间可延长1倍,钢坯质量明显提高。
4.3改进结构为了防止钢水中析出物如A12O3粘附在水口壁上使上水口堵塞,除从水口材质上着手解决外,还从水口结构上进行改造,一般制成吹气式上水口。
使用吹气式上水口浇注钢水,可使上水口和浸入式水口上的附着物大大减少,防止水口堵塞.一般吹气压力为0.06~0.1 MPa,气体流量为10~20 L /m in。
为了提高滑板的使用寿命和控制钢水流股形状及浇注速度,可将下水口做成二段式,其特点是,下水口的上段采用与滑板一样的材质,而下段则用易损的蜡石等材料制成。
下水口的可变段孔径比滑板孔径小,在浇钢初期,钢水压力大,钢流量大.随着浇钢过程的延续,钢水压力降低,下水口可变段的孔径逐渐增大,这时候钢水的流量可以通过下水口可变段的孔径扩大而得到补尝。
由于两段式下水口的浇注速度可以通过其可变段孔径的扩大来控制,所以滑板的滑动次数可以显著减少,从而使滑板的寿命提高.另外,两段式下水口比一般水口长,钢水流股整体性好,因此还可减少水口堵塞。
通过采用双滑动水口,灵活地控制钢流,对保持钢流整体性也会产生较好的效果。
4.4改进覆盖剂在中间包内使用双层覆盖剂代替单层覆盖剂,双层覆盖剂的下层用MgO含量高的碱性渣,上层用碳化稻壳,而单层只用碱性覆盖剂,从下表及图可以明显看出,双层渣对A12O3的吸收性能明显优于单层渣。