
1、设计任务
1.1 项目说明
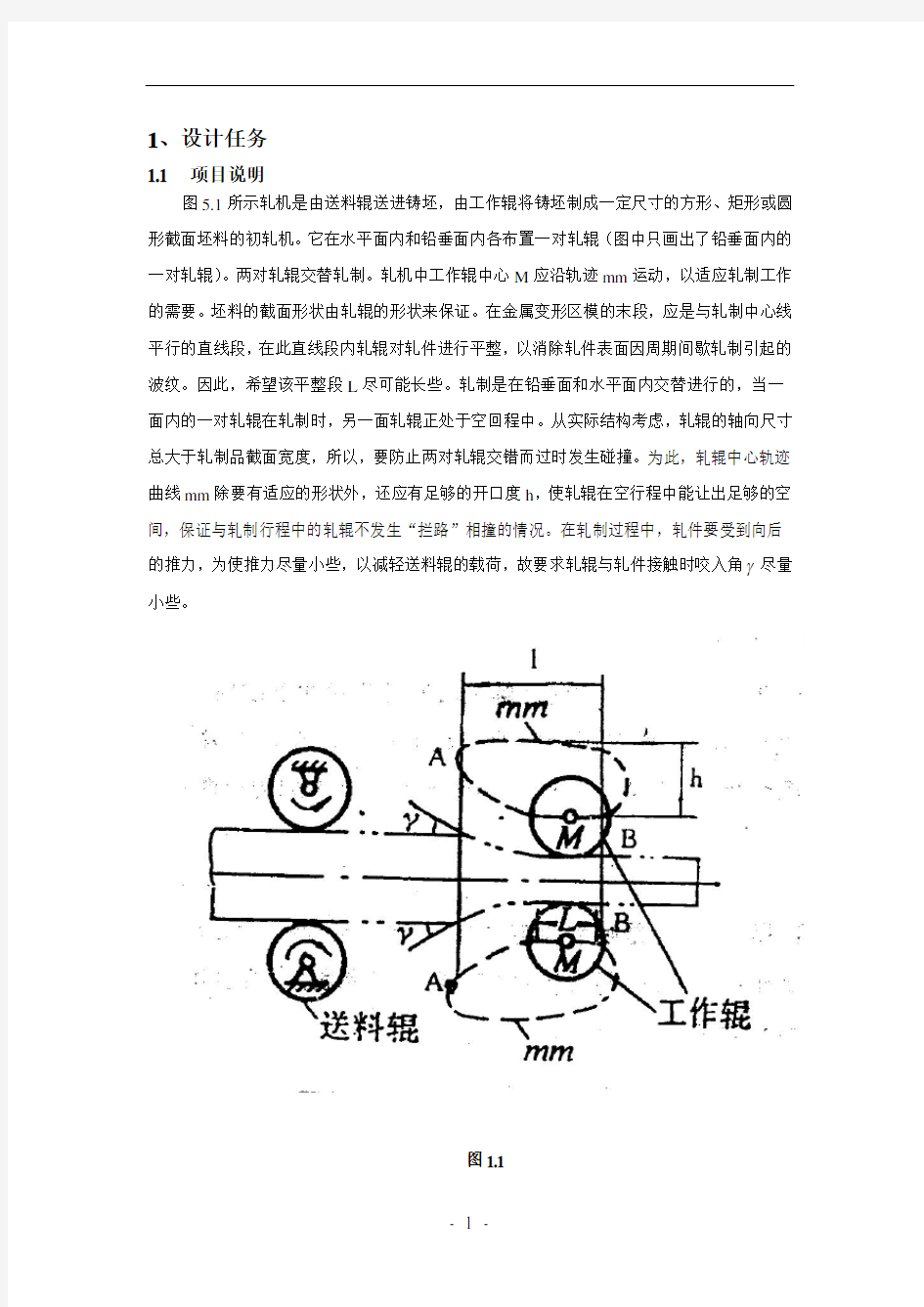
图5.1所示轧机是由送料辊送进铸坯,由工作辊将铸坯制成一定尺寸的方形、矩形或圆形截面坯料的初轧机。它在水平面内和铅垂面内各布置一对轧辊(图中只画出了铅垂面内的一对轧辊)。两对轧辊交替轧制。轧机中工作辊中心M应沿轨迹mm运动,以适应轧制工作的需要。坯料的截面形状由轧辊的形状来保证。在金属变形区模的末段,应是与轧制中心线平行的直线段,在此直线段内轧辊对轧件进行平整,以消除轧件表面因周期间歇轧制引起的波纹。因此,希望该平整段L尽可能长些。轧制是在铅垂面和水平面内交替进行的,当一面内的一对轧辊在轧制时,另一面轧辊正处于空回程中。从实际结构考虑,轧辊的轴向尺寸总大于轧制品截面宽度,所以,要防止两对轧辊交错而过时发生碰撞。为此,轧辊中心轨迹曲线mm除要有适应的形状外,还应有足够的开口度h,使轧辊在空行程中能让出足够的空间,保证与轧制行程中的轧辊不发生“拦路”相撞的情况。在轧制过程中,轧件要受到向后的推力,为使推力尽量小些,以减轻送料辊的载荷,故要求轧辊与轧件接触时咬入角 尽量小些。
图1.1
图1.2图1.3
1.2 原始数据和设计要求
根据轧制工艺,并考虑减轻设备的载荷,对轧辊中心点M的轨迹可提出如下基本要求:
1)轧辊中心点M的轨迹在AB段要求满足图5.2的曲线,开口度h大于140mm,咬入角
γ约为25?,坯料的单边最大压下量约为50mm,从咬入到平整段结束的长度l 约
270mm,平整阶段长度L约为100mm.。
2) 轧制过程中所受的生产阻力如图5.3所示,工作辊重15kg。
3) 实现轧制钢1500mm/min的生产效率。
4) 为调整制造误差引起的轨迹变化或更换轧辊后要求开口度有稍许变化,所选机构应能
便于调节轧辊中心的轨迹。
5)要求在一个轧制周期中,轧辊的轧制时间尽可能长些,行程速度比系数K=1.2,机器运动不均匀系数不超过0.05;
6)力源为三相380伏交流电,电机转速n=1450~1500rpm。
1.3 设计任务
1) 轧辊机构运动方案设计,并以1张2号图纸表述设计的机构简图、机构传动系统图及运动循环图。
2)轧辊机构的运动分析与力的分析(解析法),并提供如下结果:
轧辊中心M运动位移、速度和加速度曲线;原动件平衡力矩曲线,机架总反力曲线,等效驱动力矩和阻力矩曲线,等效转动惯量和飞轮转动惯量;电机型号(功率、额定同步转速)。
3)编写设计说明书。
2、机构选型及评价
1)、凸轮--连杆组合机构(如图2.1)
优点:能准确实现任意复杂运动轨迹。
缺点:凸轮廓线设计复杂,加工困难。
2)、连杆机构(如图2.2)
图2.2
优点:可实现复杂轨迹的设计要求,可以传动较大动力,几何形状简单便于加工。 缺点:不能准确实现轨迹,且累计误差较大:不适于用在高速场合。
3、机构设计(连杆机构设计)
3.1 尺寸设计
图谱法(见参考文献【2】 (德) K. 洛克, K.-H. 莫德勒编著 机械原理分析、综合、优化 北京:机械工业出版社, 2003 第二章 机构系统学 2.6.5四杆机构的连杆曲线中 图2.51 曲柄摇杆机构
B A AB 0
不同连杆点K 的连杆曲线)
根据M 点轨迹选取较接近的图,查出各杆杆长,具体尺寸如图3.1
图3.1
3.2验证行程速比系数K
32.12518025180180180=?
-??
+?=-?+?=
θθk >1.2
4、机构运动及力的分析 (数学模型)
4.1运动分析
杆组法:
0A X =,0A Y =,0Ax V =,0Ay V =,0Ax A =,0Ay A =
1cos B A ab X X L ?=+,1sin B A ab Y X L ?=+
()By Ay B A A V V Y Y Y ωω=--=-,()Bx Ax B A B V V X X X ωω=+-= 22()()Bx Ax B A B A B
A A X X Y Y X ωεω=----=-,
22()()By Ay B A B A B A A Y Y X X Y ωεω=--+-=-
d =arctan
D B
D B
Y Y X X δ-=-
222
arccos
2bc cd cd
d L L d L γ+-= 2?δγ=+
2cos C B bc X X L ?=+
2sin C B bc Y Y L ?=+ 2()Cx Bx C B V V Y Y ω=--
2()Cy By C B V V X X ω=+-
2?γδ
=+
2()()()()()()()()Dx Bx C D Dy By C D C D C B C B C D V V X X V V Y Y Y Y X X Y Y X X ω--+--=-----
3()()()()()()()()
Dx Bx C B Dy By C B C D C B C B C D V V X X V V Y Y Y Y X X Y Y X X ω--+--=
-----
0Dx Dy V V ==
32()()C B C D Y Y Y Y E εε--+-=
3
2()()C B C D X X X X F εε---=
2()()
()()()()C D C D C D C B C B C D E X X F Y Y Y Y X X Y Y X X ε-+-=-----
3()()
()()()()
C B C B C
D C B C B C D
E X X
F Y Y Y Y X X Y Y X X ε-+-=
-----
2
22()()Cx Bx C B C B A A X X Y Y ωε=----
222()()Cy By C B C B A A Y Y X X ωε=--+-
222
arccos
2bc bm cm bc bm
L L L L L θ+-= 422
π
??θ
=+
-
4sin E B bm X X L ?=- 4cos E B bm Y Y L ?=- 24cos Ex Bx bm V V L ω?=-
24sin Ey By bm V V L ω?=+
22424sin cos Ex Bx bm bm A A L L ω?ε?=+-
22424cos sin Ey By bm bm A A L L ω?ε?=++
M 点和E 点是一个
4.2 机构力的分析
解析法:
如图4.2.2所示(M 是将轧辊的重力和阻力和BCM 重力都转移到B 点上的力矩)
BCM bn 3M Mx My bm 4P L cos
(P +F - F ) L sin -
2
M ??=
2
2
BCM BCM BN M = P L
12g
ε
23
CD CD CD M = P L 12g
ε
N X 3B C M
X X X ++=
N Y 3
B C M Y Y Y ++=
BN L =
2
(n)
AB ab AB
P L w F =
2g
2
(n)
BCM BN 2
BCM
P L w F =
2g
()BCM BN 2
BCM P L F =
2g τε 图4.2.1
()CD CD 3
CD P L F =
2g
τε
B
M
=∑
22
22sin cos 0
4BN Cx AB Cy BC PL F L F L M g ε??---=
D
M
=∑
22533
55cos sin cos 02124CD CD CD CD CD CD Cx CD Cy CD P L P L P L F L F L g g
?εε??+++-=
对于BC 杆
0X
F
=∑
23223
sin cos 022BN BN Cx Bx PL PL F F g g
?εω?++-=
0Y
F
=∑
23223
cos sin 022BN BN Cy By My PL PL F P F F g g
?εω?+---+=
对于AB 杆(如图4.2.2)所示
111cos sin cos 0AB AB Bx AB By AB P L F L Md F L ???+--=
0X
F =∑
21cos 0Bx AB AB AX F P L F ω?+-=
0Y
F
=∑
21sin By Ay AB AB AB F F P L P ω?++=
对于CD 杆(如图4.2.3)
0X
F
=∑ 图4.2.2
23525
sin cos 022CD CD CD CD Dx Cx P L P L F F g g
ε?ω?+--=
0Y
F
=∑
23525
cos sin 022CD CD CD CD Dy CD Cy P L P L F P F g g
ε?ω?++--=
图4.2.3
解得:
等效阻力矩 My My
F V Mr ω
=
等效转动惯量
2
11
()()i
j
n
m
s j
e i s i j V J M J ωωω===+∑∑
222
222
22
32223322()()()()By By Cy My Cy Ax Bx Cx Mx Cx e AB BCM CD AB BCM CD V V V V V V V V V V J M M M J J J ωωωωωωω
++??????
++??????+++ ? ?
? ? ? ?????????????=+++++ 其中
2
3AB AB AB
M L J = ;212BCM BN BCM M L J = ; 23
CD CD CD M L J =
AB
V = ;
BCM V =
CD
V = AB V 、BCM V 、CD V 为杆AB 、杆BCM 、杆CM 质心的速度。
3'
4
5
2'
3
2
1
传动机构简图
5、运动循环图
见附录二
6、传动机构设计
由于 L ≈100mm,生产率为1500mm/min,
所以曲柄转速n 0=
1001500
=15r/min
57.12
602156020
≈=?==
πππωn rad/s 又因为,电机转速为1450~1500rpm,取1500rpm 所以,i=
n
n
=
15
1500
=100 由于传动比较大,我们采用了混合轮系作为传动机构,该机构具有结构紧凑,体积小,能传动大功率的特点。传动系统如图6.1。
各齿轮齿数机传动比计算如下: 各轮齿数:z 1=26 z
2
=50
z
‘2
=18
z 3
=94 z
'
3=18
z
4
=35
z
5
=88
带轮直径:d
d 1
=125mm
d d
2
=200mm
所以传动比
i
带=
d d d
d 1
2
=
125200
=1.6
图6.1
对差动轮系来说,有 117
1175
18269450'
21
3
25
3
51
15
13
-=??-
=-
=--=
=z
z z z n
n n n i i H
H
即
117
1175
5
3
51-
=--n
n n
n (a) 对定轴轮系来说,有 9
44
1888'
35
5
,35'3-=-
=-
==
z
z n
n i 即
n n 5
3'9
44
-
= (b) 由于齿轮3’和3为一个构件,故 n n n 5'339
44
-== (c)
将(c)式带入(a)式得
117
1175
9
44
5
5
51
-
=---n n n n 整理后可得
14.605
115≈=
n
n i
故
224.9614.606.115=?==i i i 带
7、小结
设计终于要做完了,虽然看上去只有薄薄的一本纸,但其中浓缩的辛勤和汗水,却是这些值中看不出来的,而我们得到的远比这多得多,甚至受用终生。
我和徐寅峰分到一组,首先我们要克服的是合作问题,男生女生一组肯定没有男生和男生那么方便,讨论的时间也很少,不想男生们睡觉前在寝室还可以讨论,这是第一大问题。然而我们配合得很好,每个人都独立的思考,然后在有效的时间整合讨论,得出最优结果。锻炼了我们独立思考,提纲挈领的能力。
第二,开始以为我们的问题很简单,机构确定了,很普通的四杆,我们都有点轻敌,然而真正的分析起来却没有想象的那么简单容易,所以我们学会了对任何一件事都要认真对待,不要眼高手低。原来word 文档也不是那么容易就写好的!
第三,我们都觉得能够很好的合作才是最大的收获。现在无论工作也好、学习也好,都要与人沟通交流,这次课程设计给我们提供了一个合作交流的机会。对我们以后步入社会走
上工作岗位,提供了莫大的帮助。
第四,这次课程设计我们用到了许多以前学过的知识、软件,我们又一次重新巩固了这些知识,同时也学到了许多新的东西。例如,对机构的运动分析是在上学期的课程中学的,这次我们又用到了,我们对课程上讲的方法有了深入的理解,也知道了在什么情况下能够用到这些方法。
最后,感谢老师的指导,我们对课程有了深入的理解,学过的知识也得到了巩固。
附录一源程序
Visual Basic
Dim Lab, Lbc, Lcd, Lad, w, w2, w3, jd, d, j1, j2, j7, E, F, e2, e3 As Double
Dim Fax, Fay, Fbx, Fby, Fcx, Fcy, Fdx, Fdy, Md, Mr, p, Pab, Pbcm, Pcd, Pn, Pm As Double
Dim j3, j4, j5, j6, j0 As Double
Dim Mm, Mbcm, Mcd, Fabn, Fbcmn, Fbcm7, Fcdn, Fcd7 As Double
Dim xn, yn, Lbn As Double
Dim i As Integer
Private Sub cmdstart_Click()
Dim xlApp As Excel.Application
Dim xlBook As Excel.Workbook
Dim xlSheet As Excel.Worksheet
Set xlApp = New Excel.Application
Set xlBook = xlApp.Workbooks.Add
Set xlSheet = xlBook.Worksheets.Add
'---------------------------------------------------
Lab = txtLab.Text
Lbc = txtLbc.Text
Lcd = txtLcd.Text
Lad = txtLad.Text
Lbm = txtLbm.Text
Lcm = txtLcm.Text
w = txtW.Text
jd = txtjd.Text
xa = txtxa.Text
xb = txtya.Text
xd = txtxd.Text
yd = txtyd.Text
For i = 1 To 90
j0 = (jd + i) * 0.017453292 * 4
xb = xa + Lab * Cos(j0)
yb = ya + Lab * Sin(j0)
Vbx = -w * Sin(j0)
Vby = w * Cos(j0)
Abx = -w * w * Cos(j0)
Aby = -w * w * Sin(j0)
d = Sqr((xd - xb) * (xd - xb) + (yd - yb) * (yd - yb))
j1 = Atn((yd - yb) / (xd - xb))
j2 = Atn(-((d * d + Lbc * Lbc - Lcd * Lcd) / (2 * d * Lbc)) / Sqr(-((d * d + Lbc * Lbc - Lcd * Lcd) / (2 * d * Lbc)) * ((d * d + Lbc * Lbc - Lcd * Lcd) / (2 * d * Lbc)) + 1)) + 2 * Atn(1)
j3 = j1 + j2 '-------注意正负号的修改
xc = xb + Lbc * Cos(j3)
yc = yb + Lbc * Sin(j3)
j4 = Atn((yc - yd) / (xc - xd))
w2 = ((Vdx - Vbx) * (xc - xd) + (Vdy - Vby) * (yc - yd)) / ((yc - yd) * (xc - xb) - (yc - yb) * (xc - xd))
w3 = ((Vdx - Vbx) * (xc - xb) + (Vdy - Vby) * (yc - yb)) / ((yc - yd) * (xc - xb) - (yc - yb) * (xc - xd))
Vcx = Vbx - w2 * (yc - yb)
Vcy = Vby + w2 * (xc - xb)
'------------------加速度分析
Adx = 0
Ady = 0
E = Adx - Abx + w2 * w2 * (xc - xb) - w3 * w3 * (xc - xd)
F = Ady - Aby + w2 * w2 * (yc - yb) - w3 * w3 * (yc - yd)
e2 = (E * (xc - xd) + F * (yc - yd)) / ((xc - xb) * (yc - yd) - (xc - xd) * (yc - yb))
e3 = (E * (xc - xb) + F * (yc - yb)) / ((xc - xb) * (yc - yd) - (xc - xd) * (yc - yb))
Acx = Abx - w2 * w2 * (xc - xb) - e2 * (yc - yb)
Acy = Aby - w2 * w2 * (yc - yb) + e2 * (xc - xb)
'------------
j7 = Atn(-((Lbc * Lbc + Lbm * Lbm - Lcm * Lcm) / (2 * Lbc * Lbm)) / Sqr(-((Lbc * Lbc + Lbm * Lbm - Lcm * Lcm) / (2 * Lbc * Lbm)) * ((Lbc * Lbc + Lbm * Lbm - Lcm * Lcm) / (2 * Lbc *
Lbm)) + 1)) + 2 * Atn(1)
j3 = j1 + j2 '-------注意正负号的修改
j4 = j7 - j3 - 1.5707
xm = xb - Lbm * Sin(j4)
ym = yb - Lbm * Cos(j4)
Vmx = Vbx - w2 * Lbm * Cos(j4)
vmy = Vby + w2 * Lbm * Sin(j4)
Amx = Abx + w2 * w2 * Lbm * Sin(j4) - e2 * Lbm * Cos(j4)
Amy = Aby + w2 * w2 * Lbm * Cos(j4) + e2 * Lbm * Sin(j4)
'--------------------力分析
g = 9.8
q = 0.45
Pm = 147
If (i >= 0 And i < 48) Or (i > 69 And i <= 360) Then
'---------------绘制生产阻力图
Fmy = 0
ElseIf i >= 48 And i <= 53 Then
Fmy = 30
ElseIf i >= 53 And i <= 61 Then
Fmy = -2.5 * i + 162.5
Else
Fmy = 10
End If
Pab = q * Lab '--------q是线密度,最后需要确定
Pbcm = q * Lbc + q * Lbm + q * Lcm
Pcd = q * Lcd
xn = (xb + xc + xm) / 3
yn = (yb + yc + ym) / 3
Lbn = Sqr((yb - yn) ^ 2 + (xb - xn) ^ 2)
j5 = Atn((yn - yb) / (xn - xb))
Mm = (Pm - Fmy) * Lbm * Sin(j4) - Pbcm * Lbn * Cos(j5) / 2 'Fmy还未表示,Pm需要输入Mbcm = Pbcm * Lbn ^ 2 * e2 / (12 * g)
Mcd = Pcd * Lcd ^ 2 * e3 / (12 * g)
Fabn = Pab * Lab * w ^ 2 / (2 * g)
Fbcmn = Pbcm * Lbn * w2 ^ 2 / (2 * g)
Fcdn = Pcd * Lcd * w3 ^ 2 / (2 * g)
Fbcm7 = Pbcm * Lbn * e2 / (2 * g)
Fcd7 = Pcd * Lcd * e3 / (2 * g)
-------------力分析
Fcy = ((Fcd7 * Lcd) * Lbc * Sin(j3) / 2 + (Pcd * Lcd) * Lbc * Cos(j4) * Sin(j3) / 2 + Mcd * Lbc * Sin(j3) - M * Lcd * Sin(j4) - (Fbcm7 * Lbn) * Lcd * Sin(j4)) / (Lbc * (Lcd * (Cos(j3) * Sin(j4) - Cos(j4) * Sin(j3))))
Fcx = (Fcy * Lbc * Cos(j3) + M + Mbcm + Fbcm7 * Lbn / 2) / (Lbc * Sin(j3))
Fbx = Fcx + Fbcm7 * Sin(j5) + Fbcmn * Cos(j5)
Fby = Fcy + Fbcm7 * Cos(j5) - Fbcmn * Sin(j5) - p + Fmy
Md = Pab * Lab * Cos(j0) / 2 + Fbx * Lab * Sin(j0) - Fby * Lab * Cos(j0)
Fax = Fbx + Fabn * Cos(j0)
Fay = Pab - Fby - Fabn * Sin(j0)
Fdx = Fcx + Fcdn * Cos(j4) - Fcd7 * Sin(j4)
Fdy = Pcd + Fcy - Fcdn * Sin(j4) - Fcd7 * Cos(j4)
Mr = Fmy * vmy / w
Vab = Sqr((Vbx / 2) ^ 2 + (Vby / 2) ^ 2)
Vbcm = Sqr(((Vbx + Vcx + Vmx) / 3) ^ 2 + ((Vby + Vcy + vmy) / 3) ^ 2)
Vcd = Sqr((Vcx / 2) ^ 2 + (Vcy / 2) ^ 2)
Jab = Pab * Lab ^ 2 / 3
Jbcm = Pbcm * Lbn ^ 2 / 12
Jcd = Pcd * Lcd ^ 2 / 3
Je = Pab * (Vab / w) ^ 2 + Pbcm * (Vbcm / w) ^ 2 + Pcd * (Vcd / w) ^ 2 + Jab + Jbcm * (w2 / w) ^ 2 + Jcd * (w3 / w) ^ 2
FA = Sqr(Fax ^ 2 + Fay ^ 2)
FD = Sqr(Fdx ^ 2 + Fdy ^ 2)
'xlSheet.Cells(i + 1, 1).Value = txtLab.Text
xlSheet.Cells(i + 1, 2).V alue = txtW.Text
xlSheet.Cells(i + 1, 3).V alue = txtjd.Text
xlSheet.Cells(i + 1, 4).V alue = xm
xlSheet.Cells(i + 1, 5).V alue = ym
xlSheet.Cells(i + 1, 6).V alue = Vmx
xlSheet.Cells(i + 1, 7).V alue = vmy
xlSheet.Cells(i + 1, 8).V alue = Amx
xlSheet.Cells(i + 1, 9).V alue = Amy
xlSheet.Cells(i + 1, 10).Value = FA
xlSheet.Cells(i + 1, 11).Value = FD
xlSheet.Cells(i + 1, 12).Value = Md
xlSheet.Cells(i + 1, 13).Value = Fmy * 1000
xlSheet.Cells(i + 1, 14).Value = Mr * 1000
xlSheet.Cells(i + 1, 15).Value = Je
xlSheet.Cells(1, 4).Value = "M点横坐标"
xlSheet.Cells(1, 5).Value = "M点纵坐标"
xlSheet.Cells(1, 6).Value = "M点横向加速度"
xlSheet.Cells(1, 7).Value = "M点纵向速度"
xlSheet.Cells(1, 8).Value = "M点横向加速度"
xlSheet.Cells(1, 9).Value = "M点纵向加速度"
xlSheet.Cells(1, 10).Value = "机架A点总反力"
xlSheet.Cells(1, 11).V alue = "机架D点总反力"
xlSheet.Cells(1, 12).Value = "等效驱动力矩"
xlSheet.Cells(1, 13).Value = "工作阻力"
xlSheet.Cells(1, 14).Value = "等效阻力矩"
xlSheet.Cells(1, 15).Value = "等效转动惯量"
Next i
'---------------------------------------------------- xlSheet.SaveAs "c:\单杆运动.xls" xlBook.Close
xlApp.Quit
Set xlApp = Nothing
Set xlBook = Nothing
Set xlSheet = Nothing
End Sub
Private Sub moren_Click()
If moren.Value = 1 Then
txtLab.Text = 90
txtLbc.Text = 374.5
txtLcd.Text = 274
txtLad.Text = 285.5
txtjd.Text = 0
txtxa.Text = 0
txtya.Text = 0
txtxd.Text = 285.5
txtyd.Text = 0
txtW.Text = 1.57
txtLbm.Text = 270
txtLcm.Text = 585
ElseIf moren.Value = 0 Then
txtW.Text = ""
txtLbm.Text = ""
txtLcm.Text = ""
txtLab.Text = ""
txtLbc.Text = ""
txtLcd.Text = ""
txtLad.Text = ""
txtjd.Text = ""
txtxa.Text = ""
txtya.Text = ""
txtxd.Text = ""
txtyd.Text = ""
End If
End Sub
附录二原始数据、运动曲线图原始数据:
曲线图:
M点运动轨迹图
M点速度曲线
机械设计课程设计--设计胶带输送机的传动装置
机械设计课程设计说明书 目录 1 设计任务书 (4) 1.1 题目名称设计胶带输送机的传动装置 (4) 1.2 工作条件 (4) 1.3 技术数据 (4) 2 电动机的选择计算 (4) 2.1 选择电动机系列 (4) 2.2 滚筒转动所需要的有效功率 (4) 2.3 确定电动机的转速 (5) 3 传动装置的运动及动力参数计算 (5) 3.1 分配传动比 (5) 3.1.1 总传动比 (5) 3.1.2 各级传动比的分配 (5) 3.2 各轴功率、转速和转矩的计算 (6) 3.2.1 Ⅰ轴(高速轴) (6) 3.2.2 Ⅱ轴(中间轴) (6) 3.2.3 Ⅲ轴(低速轴) (6) 3.2.4 Ⅳ轴(传动轴) (6) 3.2.5 Ⅴ轴(卷筒轴) (6) 3.3 开式齿轮的设计 (7) 3.3.1 材料选择 (7) 3.3.2 按齿根弯曲疲劳强度确定模数 7 3.3.3 齿轮强度校核 (8) 3.3.4 齿轮主要几何参数 (9) 4 闭式齿轮设计 (10) 4.1 减速器高速级齿轮的设计计算 (10)
4.1.1 材料选择 (10) 4.1.2 按齿面接触疲劳强度确定中心 距 (10) 4.1.3 验算齿面接触疲劳强度 (12) 4.1.4 验算齿根弯曲疲劳强度..... - 13 - 4.1.5 齿轮主要几何参数............. - 14 - 4.2 减速器低速级齿轮的设计计算 .................................................................... - 14 - 4.2.1 材料选择............................. - 14 - 4.2.2 按齿面接触疲劳强度确定中心 距..................................................... - 15 - 4.2.3 验算齿面接触疲劳强度..... - 16 - 4.2.4 验算齿根弯曲疲劳强度..... - 18 - 4.2.5 齿轮主要几何参数............. - 19 - 5 轴的设计计算 .................................................................................................... - 19 - 5.1 高速轴的设计计算 ........................................................................................ - 19 - 5.2 中间轴的设计计算 ........................................................................................ - 20 - 5.3 低速轴的设计计算 ........................................................................................ - 20 - 6 低速轴的强度校核 ............................................................................................ - 21 - 6.1 绘制低速轴的力学模型......... - 21 - 6.2 求支反力................................. - 21 - 6.3 作弯矩、转矩图..................... - 23 - 6.1.4 作计算弯矩Mca图............. - 24 - 6.1.5 校核该轴的强度................. - 24 - 6.6 精确校核轴的疲劳强度......... - 24 - 7 低速轴轴承的选择及其寿命验算 .................................................................... - 26 -
一、简介 带式输送机是由承载的输送带兼作牵引机构的连续运输设备。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。 带式输送机是煤矿最理想的高效连续运输设备,与其他运输设备(如机车类)相比,具有输送距离长、运量大、连续输送等优点,而且运行可靠,易于实现自动化和集中化控制,尤其对高产高效矿井,带式输送机已成为煤炭开采机电一体化技术与装备的关键设备。 带式输送机主要特点是机身可以很方便的伸缩,设有储带仓,机尾可随采煤工作面的推进伸长或缩短,结构紧凑,可不设基础,直接在巷道底板上铺设,机架轻巧,拆装十分方便。当输送能力和运距较大时,可配中间驱动装置来满足要求。根据输送工艺的要求,可以单机输送,也可多机组合成水平或倾斜的运输系统来输送物料。 带式输送机由于具有输送量大、结构简单、维修方便、成本低、通用性强等优点,被广泛应用在冶金、煤炭、交通、水电、化工等部门,对国民经济的发展有重要的作用。 二、带式输送机的典型布置及基本组成 1、带式输送机的典型布置见下图:
2、带式输送机的整机应包括以下零部件(但不限于): (1)胶带 (2)托辊组 (3)滚筒组 (4)驱动装置(含电动机、减速器、机械联轴节、驱动装置底座等)
(5)盘式制动器 (6)逆止器 (7)拉紧装置 (8)导料槽 (9)皮带清扫器 (10)中间架、支腿、滚筒支架、接料板、安全防护罩、护栏等钢结构件(11)现场补漆用的涂料和溶剂,试运转用的油料、润滑剂 (12)安装、调试及试运转期间所需的全部易耗品、易损件 (13)设备安装、维修、检验及操作用专用工具、仪器、调试用仪器仪表 结构简图如下图所示: 2.1.输送带:是牵引和承载物料的主要构件。它不仅应有足够的强度,还要有相
带式输送机的传动装置设计书 二. 已知条件(设计依据)工作条件:题目大编号B 工作年限:10年 工作班制:3班 载荷性质:载荷变动微小 运输带速度允许误差:4% 技术数据:题目小编号14 输送带速度V:1.2m/s 滚筒直径D: 480mm 滚筒圆周力F:2200N 应完成的工作 1 减速器装配图1;(CAD绘制) 2 零件工作图1—2(从动轴、齿轮);(CAD绘制) 3 设计说明书1份。(打印) 设计计算及说明结果三 .传动装置的总体设计 传动方案设计----.传动装置的总体设计 合理的传动方案,首先应满足工作机的性能要求,其次应满足工作可靠, 转动效率高,结构简单,结够紧凑,成本低廉,工艺性好,使用和维护 方便等要求。任何一个方案,要满足上述所有要十分困难的,要多方面 来拟定和评比各种传动方案,统筹兼顾,满足最主要和最基本的要求, 然后加以确认。 1.传动装置方案的拟定及其说明 传动方案如图所示:方案由一级普通V带传动和二级斜齿圆柱齿轮传动组成,有效减小了横向尺寸,且成本较低, 由于是斜齿轮,总传动比较大,结构简单应用最广.但使用寿命在十五年以且不适合在较差环境下结构合理 传动方案可行
基本结构尺寸:查机械设计书,表8---! V 带的截面尺寸 由1d d =160mm.,z =2,带型号B 型,节 宽Bp=14.0mm,顶宽b=17.0mm,高度h=11.0mm,横截面积A=143平方毫米, 2 .齿轮传动的设计 (1)选择齿轮类型.材料,精度及参数 选择斜齿圆柱齿轮传动,外合 按软齿面闭式斜齿轮设计 (1) 齿轮材料、热处理方法、齿面硬度,确定许用应力齿轮制造 精度及其选择齿数1z 的初步选择 ① 查《机械设计》表10-1,小齿轮用40r c ,调质,齿面硬度为 280HBS ,大齿轮用45号钢,调质,齿面硬度240HBS ,硬度差为40HBS ,合适 ② 查《机械设计》表10-21(d )得lim1H σ=600Mpa,lim 2H σ=550Mpa 。 选取齿轮为8级的精度(GB10095----1988) ③ 初选螺旋角为12度, 计算应力循环系数,工作寿命10年, ,(设每年工作300天) 工作班次3班,一班8小时,则h L =3*8*300*10=72000h 1N =600n j h L =60*960*1*72000=4.1472*109 2N =1 2 N i =0.8294*109 由图10-19取接触疲劳寿命系数 1HN K = 0.90 2HN K =0.95 取失效概率为1%安全系数S=1,得 1[]H σ==540MPa 2[]H σ==522.5MPa 孔板式 小齿轮用 40r c 大齿轮用 45号钢 调质 h L =72000h 1[]F σ=300.54M Pa []2 F σ=238.86 MPa
《热处理工艺设计》课程设计报告 CA8480轧辊车床主轴 和淬火量块 热处理工艺的设计
课程设计任务书 课题名称CA8480轧辊车床主轴和淬火量块热处理工艺的设计 完成时间 6.21 指导教师职称教授学生姓名班级 总体设计要求 一、设计要求 1.要求学生在教师指导下独立完成零件的选材; 2.要求学生弄清零件的工作环境。 3.要求学生通过对比、讨论选择出最合理的预先热处理工艺和最终热处理工艺方法; 4.要求学生分别制定出预先热处理和最终热处理工艺的正确工艺参数,包括加热方式、加热温度、保温时间以及冷却方式; 5.要求学生写出热处理目的、热处理后组织以及性能。 工作内容及时间进度安排 内容要求时间备注 讲解并自学《金属热处理工艺》课本第六章;收集资料, 分析所给零件的工作环境、性能要求, 了解热处理工艺设计的方法、内 容和步骤; 通过对零件的分析,选择合适的材料 以及技术要求 0.5天 热处理工艺方法选择和工艺路线 的制定确定出几种(两种以上)工艺 线及热处理方案, 然后进行讨论对比优 缺点, 确定最佳工艺 路线及热处理工艺方 案 1.5天 热处理工艺参数的确定及热处理后组织、性能 查阅资料,确定出每种热处理工 艺的参数,包括加热方式、温度和时 间,冷却方式等,并绘出相应的热处 理工艺曲线 1.5天 编写设计说明书按所提供的模板 0.5天 答辩1天 课程设计说明书内容要求
一. 分析零件的工作环境,确定出该零件的性能要求,结合技术要求,选出合适的材料,并阐述原因。 二. 工艺路线和热处理方案的讨论。要求两种以上方案进行讨论,条理清晰,优缺点明确。 三. 每种热处理工艺参数的确定(工序中涉及到的所有热处理工艺)。写出确定参数的理由和根据,(尽可能写出所使用的设备)要求每一种热处理工艺都要画出热处理工艺曲线; 四. 写出每个工序的目的以及该零件热处理后常见缺陷。 一、CA8480轧辊车床主轴热处理工艺的设计 1. 工作环境 1)与滑动轴承配合 2)中轻载荷 3)精度不高 4)低冲击、低疲劳 2. 性能要求 主轴是机床的重要零件之一,切削加工时,高速旋转的主轴承受弯曲、扭转和冲击等多种载荷,要求它具有足够的刚度、强度、耐疲劳、耐磨损以及精度稳定等性能。 3. 选材 主轴依用材和热处理方式可分为四种类型,即局部淬火主轴,渗碳主轴,渗氮主轴和调质(正火)主轴。根据主轴的工作条件,选择材料为45钢。 4. 工艺方法选择和工艺路线的确定 方案一:毛胚—锻造—正火—粗加工—中频感应加热淬火—中温回火—精加工 方案二:毛胚—锻造—粗加工—调质—中频感应加热淬火—精加工
矿业职业技术学院 毕业设计说明书 设计题目某煤矿带式输送机选型设计作者军 学号 7 系部机电工程系 专业矿山机电 指导教师丽芳 2013年5月26日
摘要 刮板输送机是矿山运输机械的重要组成部分。刮板输送机的设计制造涵盖了运动转换、动力传输、变速机构、铸锻件结构设计等机械设计与制造工艺容。经过分析,选择刮板输送机作为我们的毕业设计选题,能够比较全面的运用所学习知识和技能,综合应用机械设计的分析计算、结构选择、绘图技能和机械制造基础知识,对我们的所学知识进行概括总结,对我们的综合应用知识能力进行一次强化训练并获得提升。 本设计以煤矿实际运输条件为依据,以训练提高综合设计能力为目的,在设计中尽可能采用新的设计思想和设计方法,选择更加合理的结构和技术参数,力争提高刮板输送机质量,降低生产成本,在充分吸收学习现有的刮板输送机设计经验的基础上,参考有关设计资料,查阅《机械设计手册》等工具书,按照机械工程设计程序、方法和技术规进行设计。 主设计主要研究问题有:矿用刮板输送机的型式与性能比较、矿用刮板矿输送机的整体选型、减速器的优化、刮板链的
设计、液力耦合器的选型等,设计出具有实际应用要求的产品。通过这次设计,锻炼了自己调研分析、加工与整理、运用工具手册的能力,初步掌握了机械工程设计程序、方法和技术规,提高工程设计计算、理论分析、图表绘制、技术文件编写的能力。
目录 第一章概述-----------------------------------------1 1.1刮板输送机的工作原理与基本结构组成----------------------1 1.2刮板输送机的使用围和主要类型、系列--------------------2 1.3刮板输送机的发展----------------------------------------3 1.4刮板输送机的主要特点------------------------------------4 第二章刮板输送机的选型设计计算--------------------- 5 2.1设计原始参数和要求-------------------------------------- 6 2.2运输生产能力计算---------------------------------------- 7 2.3最大铺设长度------------------------------------------- 9 第三章刮板输送机机头部和机尾部的设计-------------- 10 3.1机头部和机尾部结构组成及功能分析----------------------- 11 3.2减速器------------------------------------------------- 12 3.3链轮的几何尺寸及齿形计算------------------------------- 14 3.4机头架和机尾架----------------------------------------- 20 3.5紧链装置----------------------------------------------- 21 第四章刮板输送机机身部的设计计算------------------ 22 4?1溜槽的结构及受力分析-----------------------------------2 2 4.2溜槽联接结构的分析------------------------------------- 23 4.3圆环链的结构特点分析及强度校核------------------------- 24 第五章液力耦合器的选型设计------------------------ 27第六章技术经济分析-------------------------------- 28第七章刮板输送机的安装、运转---------------------- 29
滚筒式输送机的设计论文定稿(可编辑)滚筒式输送机的设计论文定稿 毕业设计(论文)诚信声明本人郑重声明:所呈交的毕业设计(论文)是我个人在导师指导下进行的研究工作及取得的研究成果。就我所知,除了文中特别加以标注和致谢的地方外,本设计(论文)中不包含其他人已经发表和撰写的研究成果,也不包含为获得华东交通大学或其他教育机构的学位或证书所使用过的材料。如在文中涉及抄袭或剽窃行为,本人愿承担由此而造成的一切后果及责任。本人签名导师签名年月日华东交通大学毕业设计(论文)任务书 姓名学号毕业届别 13届专业机械设计制造及其自动化 毕业设计(论文)题目滚筒式输送机的设计 具体要求: 1.主要技术参数: 输送机型式:滚筒式 工作台面积:1700×1400×960?。 输送速度:最大速度:30m/min。 2.设计工作量 (一)、机械系统设计 (1)总装配图设计、零部件设计。 (2)参数设计及验算(如伺服电机、滚动轴承、轴等)。 (3)绘制三维零件图、装配图并虚拟动画。 (二)、控制系统设计 变速控制系统设计,绘制电路图。 (三)、编制设计说明书,不少于1.5万字。(分初、终稿2本)。
(四)、翻译一篇有关外文资料,不少于2000实字。二、进度安排: (1)毕业实习、调查研究、收集有关资料 3周 (2)分析课题、阅读资料、确定总体方案 1周 (3)总装配图设计、零部件设计3周 (4)参数设计及验算 1周 (5)绘制三维零件图、装配图 4周 (6)控制系统设计1周 (7)编写设计说明书 1周(第14周) (8)评阅答辩 2周 指导教师签字:吴志强 2012年 12 月 18 日 教研室意见教研室主任签字: 年月日题目发出日期 2012.12.18 设计(论文)起止时间备注: 华东交通大学毕业设计论文评阅书1 姓名学号专业 毕业设计论文题目 指导教师评语: 得分 指导教师签字: 年月日评阅人评语: 得分评阅人签字: 年月日华东交通大学毕业设计论文评阅书2 姓名学号专业 毕业设计论文题目 答辩小组评语:
一、课程设计的意义、内容及步骤 随着生产技术的不断发展,机械产品种类日益增多,对产品的机械自动化水平也越来越高,因此,机械设备设计首先需要进行机械运动方案的设计和构思、各种传动机构和执行机构的选用和创新设计。本指导书旨在根据高校工科本科《机械原理课程教学基本要求》的要求:结合一个简单的机械系统,综合运用所学理论和方法,使学生能受到拟定机械运动方案的初步训练,并能对方案中某些机构进行分析和设计,针对某种简单机器(即工艺动作过程较简单)进行机构运动简图设计。 设计过程指从明确设计任务到编制技术文件为止的整个设计工作的过程,该过程一般来讲包括四个阶段:1)明确设计任务和要求;2)原理方案设计;3)技术设计;4)施工设计。本次设计的主要内容主要完成前两个任务,完成的步骤如下; 二、机械原理课程设计的基本要求 1.设计结果体现创新精神。 2.方案设计阶段以小组为单位,组织学生参观讨论,分析机器的结构、传动方式、工 作原理,给出至少两种运动方案,并对其进行比较,从中选出最优方案。 3.方案确定以后,进行机构尺寸综合和机构运动分析时,每个学生的参数不同,独自 设计。若发现尚未达到工作要求,应审查方案,调整机构的尺寸,重新进行设计。 4.每个学生绘制一张图纸,应包括机械系统运动方案简图和机械运动循环图,一两个 主要机构的运动分析及设计程序。 5.写一份设计说明书,最后进行答辩。 6.成绩的评定。课程设计的成绩单独评定。应以设计说明书、图样和在答辩中回答问 题的情况为依据,参考设计过程中的表现,由指导教师按五级计分制(优、良、中、及格、不及格)进行评定。 二、机械运动简图设计内容 1.功能分解 机器的功能是多种多样的,但每一种机器都要完成某一工艺动作过程。将机械所需完成的工艺动作过程进行分解,即将总功能分解为多个功能元,在机械产品中就是将工艺动作过程分解为若干个执行动作。设计者必须把动作过程分解为几个独立运动的分功能,然后用树状功能图来描述,使机器的总的功用及各分功能一日了然。 例如,设计一部四工位专用机床,它可以分解成如下几个工艺动作:
目录 1带式输送机设计的目的和意义 (2) 2带式输送机设计基本条件和主要技术要求 (2) 带式输送机的工作原理 (2) 3 带式输送机的设计计算 (4) 计算公式 (4) 传动功率计算 (5) 传动轴功率(A P)计算 (5) 电动机功率计算 (6) 传动滚筒结构 (7) 4托辊 (8) 5卸料装置 (8) 参考文献 (12) 致谢 (13)
1带式输送机设计的目的和意义 熟悉带式输送机的各部分的功能与作用,对主要部件进行选型设计与计算,解决在实际使用中容易出现的问题,并大胆地进行创新设计。 选择带式输送机这种通用机械的设计作为毕业设计的选题,能培养我们独立解决工程实际问题的能力,通过这次毕业设计是对所学基本理论和专业知识的一次综合运用,也使我们的设计、计算和绘图能力都得到了全面的训练。 2带式输送机设计基本条件和主要技术 要求 带式输送机的工作原理 带式输送机又称胶带运输机,其主要部件是输送带,亦称为胶带,输送带兼作牵引机构和承载机构。带式输送机组成及工作原理如图2-1所示,它主要包括一下几个部分:输送带(通常称为胶带)、托辊及中间架、滚筒拉紧装置、制动装置、清扫装置和卸料装置等。
图2-1 带式输送机简图 1-张紧装置 2-装料装置 3-犁形卸料器 4-槽形托辊 5-输送带 6-机架 7-动滚筒 8-卸料器 9-清扫装置 10-平行托辊 11-空段清扫器 12-清扫器 输送带1绕经传动滚筒2和机尾换向滚筒3形成一个无极的环形带。输送带的上、下两部分都支承在托辊上。拉紧装置5给输送带以正常运转所需要的拉紧力。工作时,传动滚筒通过它和输送带之间的摩擦力带动输送带运行。物料从装载点装到输送带上,形成连续运动的物流,在卸载点卸载。一般物料是装载到上带(承载段)的上面,在机头滚筒(在此,即是传动滚筒)卸载,利用专门的卸载装置也可在中间卸载。 普通型带式输送机的机身的上带是用槽形托辊支撑,以增加物流断面积,下带为返回段(不承载的空带)一般下托辊为平托辊。带式输送机可用于水平、倾斜和垂直运输。对于普通型带式输送机倾斜向上运输,其倾斜角不超过18°,向下运输不超过15°。 输送带是带式输送机部件中最昂贵和最易磨损的部件。当输送磨损性强的物料时,如铁矿石等,输送带的耐久性要显著降低。 提高传动装置的牵引力可以从以下三个方面考虑: (1)增大拉紧力。增加初张力可使输送带在传动滚筒分离点的张力 S增加,此法提高牵引力虽然是可行的。但因增大1S必须相应 1 地增大输送带断面,这样导致传动装置的结构尺寸加大,是不经济的。故设计时不宜采用。但在运转中由于运输带伸长,张力减
目录 1、前言 (2) 2、摘要 (3) 3、总体设计方案 (4) 4、电动机的选择 (6) 5、三角胶带传动设计 (7) 6、减速器设计 (10) 7、联轴器的选择 (32) 8、锥齿轮传动设计 (33) 9、小锥齿轮的设计及轴承座的设计 (35) 10、滚筒、滚筒轴及其配件的设计 (36) 11、滚筒架的设计及轴承座的设计 (39) 12、参考文献 (41) 13、结束语 (42)
前言 本课题设计的是某工厂的驱动式滚筒运输机。该运输机要求结构紧凑,效率高,寿命长,并且能适用于多种场合。 这个设计基本能满足上述要求,并从经济性,实用性出发,尽量与一般工厂的实际情况相吻合。故能够达到预期效果。 当然,由于本人的经验和条件有所限制,缺点和不足之处在所难免。敬请各位老师和同仁提出宝贵的意见和建议。谢谢!
摘要 摘要内容: 本次设计的主要内容有:传动方案的总体设计、电动机的选择、三角胶带传动设计、减速器的设计、联轴器的设计、锥齿轮传动设计及滚筒运输架等的设计。本次设计我采用了三角胶带传动,圆柱齿轮减速器及锥齿轮传动。 关键词: 电动机. 齿轮. 减速器. 轴承. 滚筒. Summary Summary contents: The main contents of this design has:Spread to move the choice,triangle tape that project that total design,electric motor spread move the design,stalk that decelerate the join shaft ware of design, the subulate wheel gear spread to move the design and roller the conveyance the design for waiting.This design I adopted the triangle tape to spread to move ,and the cylinder wheel gear decelerate the machine and subulate wheel gear to spread to move. Keywords: Electrpmotor. gear wheel. Reducer. Axletree. Platen.
课程设计任务书 设计题目:轧钢机轧辊辊缝调整装置-----压下装置 机械学院:机械设计制造及自动化052 设计者:秦海山(2005441453) 指导老师:陈祥伟 2008-6-25
设计说明书 设计题目:轧钢机轧辊辊缝调整装置-----压下装置 一、设计目的 此次课程设计目的主要是让同学们对轧辊机械的压下装置有进一步的了解,通过此次课程设计,让我们对整个压下机构的工作原理和一些主要零部件的结构有更深刻的认识。 二、设计内容及要求 1、制定三种方案,选择其一 2、计算压下机构驱动功率; 3、对压下机构的工作系统或零件进行机构设计及关键零件力能参数的验算 4、画出压下机构装配图或工作系统简图 5、画出关键零件的零件图(选择一个) 6、完成4000—5000字左右的设计说明书 三、设计参数 热轧带钢生产成精轧机组的轧制力设计能力为20MNM,上轧辊向调整升降速变为1mm/s,最大工作行程为20mm。电动压下是最常使用的上辊调整装置,通常包括,电动机、减速器、制动器、压下螺丝、压下螺母、压下位置指示器、球面垫块和测压仪等部件。 四、传动方案的拟定及说明 在设计中选择压下装置的电动机和减速器配置方案是十分重要的。因为在设计压下机构时,不仅应满足压下的工艺要求(压下速度、加速度、压下能力及压下螺丝的调整方式等),而且还应考虑其他因素,如:电动机、减速机能否布置得开;换辊、检修导卫和处理事故时,吊车吊钩能进入;检修是否方便等。 四辊板带轧机的电动压下大多采用圆柱齿轮-蜗轮副传动或两级蜗轮副传动的形式。这两种传动形式可以有多种配置方案。图1示出了三种配置方案。其中配置方案3是电动机直接传动的(只用在小型板带轧机上);配置方案1和配置方案2是圆柱齿轮-蜗轮副传动。 四、对压下装置的要求是:1、采用惯性较小的传动系统,以便频繁地启动,制动;2、 有较高的传动效率和工作可靠性;3、必须有克服压下螺丝阻塞事故(“坐辊”或“卡钢”)的措施。 电动压下装置配置方案简图如下:
《机械设计基础》 课程设计 船舶与海洋工程2013级1班第3组 组长:xxx 组员:xxx xxx xxx 二〇一五年六月二十七日
《机械设计基础》课程设计 说明书 设计题目:单级蜗轮蜗杆减速器 学院:航运与船舶工程学院 专业班级:船舶与海洋工程专业一班学生姓名:xxx 指导老师:xxx 设计时间:2015-6-27
重庆交通大学航运与船舶工程学院2013级船舶与海洋工程 《机械设计基础》课程设计任务书 1. 设计任务 设计某船舶锚传动系统中的蜗杆减速器及相关传动。 2. 传动系统参考方案(见下图) 锚链输送机由电动机驱动。电动机1通过联轴器2将动力传入单级蜗杆减速器3,再通过联轴器4,将动力传至输送锚机滚筒5,带动锚链6工作。 锚链输送机传动系统简图 1——电动机;2——联轴器;3——单级蜗杆减速器; 4——联轴器;5——锚机滚筒;6——锚链 3. 原始数据 设锚链最大有效拉力为F(N)=3000 N,锚链工作速度为v=0.6 m/s,锚链滚筒直径为d=280 mm。 4. 工作条件 锚传动减速器在常温下连续工作、单向运动;空载起动,工作时有中等冲击;锚链工
作速度v的允许误差为5%;单班制(每班工作8h),要求减速器设计寿命8年,大修期为3年,小批量生产;三相交流电源的电压为380/220V。 5. 每个学生拟完成以下内容 (1)减速器装配图1张(A1号或A0号图纸)。 (2)零件工作图2~3张(如齿轮、轴或蜗杆等)。 (3)设计计算说明书1份(约6000~8000字)。
目录 1、运动学和动力学的计算 0 2、传动件的设计计算 (4) 3、蜗杆副上作用力的计算 (7) 4、减速器箱体的主要结构尺寸 (8) 5、蜗杆轴的设计计算 (10) 6 、键连接的设计 (14) 7、轴及键连接校核计算 (14) 8、滚动轴承的寿命校核 (17) 9、低速轴的设计与计算 (18) 10、键连接的设计 (21) 11、润滑油的选择 (21) 12、附件设计 (22) 13、减速器附件的选择 (23) 参考文献: (25)
Hefei University 机械创新设计说明书 系别:机械工程系 专业:材料成型及其控制工程 学制:四年 组长:耿晨光(1306032046) 组员:王凯(1306032001)何曙(1306032003) 洪广孝(1306032005)倪奇(1306032044)指导老师:徐厚昌 2015年11月9日
包装机商品载运推送 机械装置的设计说明书 摘要:本文在高速发展的物流业背景下介绍了商品包装机载运推送装置的必要性,根据实际要求,将载运推送机械装置的运动功能进行了分解,然后为各运动设计了相应的机构部件,最后对各部件进行组合整体设计,提出了一种各构件的参数选择分配方案。 关键字:包装机载运推送机械装置设计 引言:现在物流业高速发展的今天,许多厂家商品载运输送多靠人工完成,不够快捷,而且不能保证投递员和商品的安全,不利于实现文明装卸、文明分发、投递各类快件,实现商品的快速运送与包装成为必要。商品载运推送装置实际上是一种助力装置可以在商品生产流水线上减轻工人疲劳强度,且能保障商品运送安全性可靠性。基于此我们为包装机设计了一个包装机载运推送装置,它推送物品到达指定包装工作台,该装置取代了传统的人工移动物品,能全自动化运行,提高了工作效率。其主要设计思路来自于对传统工艺分解,然后按照相应功能的机构部件进行设计,对比,选定,以及优化组合,综合利用凸轮的往复运动,齿轮的传动运动,以及减速器的定值调速比设定,设计这一装置旨在为个商品生产包装厂家提供一种载运传送商品辅助装置,减轻人工负担,提高生产效率。
一、设计要求 商品载运推送机构能够实现商品载运推送(进给过程),推到指定位置后能准确返回到初始位置(回程复位过程),再将下一件商品载运推送周而复始不间断自动推送。它由原动机部分,传动部分,执行部分和辅助控制部分组成。 具体要求如图1所示,将待包装的工件1先由输送带送到推包机构的推头2的前方,然后由该推头将工件由a处推至b处(包装工作台),再进行包装。为了提高生产率,要求推头2快速返回初始位置(推头2结束返回即b到a前,下一个工件已送到推头2的前方)且能立即开始推送工作。假设每5-6s包装一个工件,且给定:L=100mm,S=25mm,H=30mm.行程速比系数K(反应急回运动的急回程度)在1.2-1.5范围内选取。 。 图1 二、功能分析与方案设计 2.1运动功能分析与执行部分设计 1.为了让推头2快速准确返回载运推送初始位置,可以让推头2按图示的abcde线路运动,实现“平推—水平退回—降位退回—上升复位”的运动。在推头回程时间应尽可能与包装间隔时间吻合缩短空回程的时间以提高工
机械原理 课程设计 课程设计名称:轧辊机设计 学生姓名:谢自力 学院:材料科学与工程学院 班级:09913 学号:10909010329 指导老师:黄霞
目录 1.设计题目………………………………………………………… 2.工作原理及工艺动作分解……………………….……………... 3.执行机构选型…………………………………………………… 4.机构运动方案的选择和评定…………………………………… 5.机构运动简图…………………………………………………… 6.机械运动原理…………………………………………………… 7.轧辊机机构的尺度设计………………………………………… 8.原动机的选择与装配要求……………………………………… 9.参考文献与资料…………………………………………………
一·设计题目:轧辊机设计 1)工作原理及工艺动作过程 图1 所示轧辊机是由送料辊送进铸坯,由工作辊将铸坯轧制成一定尺寸的方形、矩形或圆形截面坯料的初轧轧机。它在水平面内和铅垂面内各布置一对轧辊(图中只画了铅垂面内的一对轧辊)。两对轧辊交替轧制。轧机中工作辊中心M应沿轨迹mm运动,以适应轧制工作的需要。坯料的截面形状由轧辊的形状来保证。 因此,轧辊机主要由工作辊和送料辊机构组成。
2)原始数据及设计要求 根据轧制工艺,并考虑减轻设备的载荷对轧辊中心点M的轨迹可提出如下基本要求: (a)在金属变形区末段,应是与轧制中心线平行的直线段,在此直线段内轧辊对轧件进行平整,以消除轧件表面因周期间歇轧制引起的波纹。因此,希望该平整段L尽可能长些。 (b)轧制是在铅垂面和水平面内交替进行的,当一个面内的一对轧辊在轧制时,另一面内的轧辊正处于空回行程中。从实际结构上考虑,轧辊的轴向尺寸总大于轧制品截面的宽度,所以,要防止两对轧辊在交错而过时发生碰撞。为此,轧辊中心轨迹曲线mm除要有适当的形状外,还应有足够的开口度h,使轧辊在空行程中能让出足够的空间,保证与轧制行程中的轧辊不发生“拦路”相撞的情况。 (c)在轧制过程中,轧件要受到向后的推力,为使推力尽量小些,以减轻送料辊的载荷,故要求轧辊与轧件开始接触时的啮入角γ尽量小些。γ约取25o左右,坯料的单边最大压下量约50mm,从咬入到平整段结束的长度约270mm。 (d)为调整制造误差引起的轨迹变化或更换轧辊后要求开口度有稍许变化,所选机构应能便于调节轧辊中心的轨迹。 (e)要求在一个轧制周期中,轧辊的轧制时间尽可能长些。 3)设计方案提示 (a)能实现给定平面轨迹要求的机构可以有铰链连杆机构、双凸轮 机构、凸轮—连杆机构、齿轮—连杆机构等。 (b)采用两自由度的五杆机构,可精确实现要求的任意轨迹,且构 件尺寸可在很大范围内任选,但需要给两个主动件,联系两主动件间运动关系的机构常用齿轮机构、凸轮机构、连杆机构等。
带式输送机设计(传动滚筒部分) 摘要 带式输送机是用于散料输送的重要设备,滚简作为带式输送机的重要部件,其作用更是举足轻重。 通过了解滚筒的作用,及滚筒在当今社会的发展现状,对输送机的分类有所认识。结合任务书的要求,首先对输送带的带宽,及所需牵引力的计算和确定。查阅资料了解到滚筒的结构,及滚筒失效的常见原因和方式。并结合计算数据合理确定滚筒的直径。并结合所算数据对传动滚筒装置的组成件进行计算,并结合任务及相关要求进行校验。进而得到合理的设计尺寸。使设计得到较为准确的数据。 关键词: 传动滚筒结钩组成
BELT CONVEYOR DESIGN(TRANSMISSION ROLLER PART) ABSTRACT Belt conveyor is an important equipment for powder conveying, roll Jane as an important part of a belt conveyor, its role is very important. By understanding the role of the drum, and roller in today's society, the development status of to recognize the classification of the conveyor. Combined with the requirements of the specification, first of all, the bandwidth of the conveyor belt, and the required traction calculation and determined. Check data to know the structure of the roller, and the common failure modes of the drum and the way. And combining with calculation data reasonably determine the diameter of the cylinder. And combined with the numerical data for calculation, transmission roller device of a calibrated and connecting with the requirements and related tasks. Reasonable design size is obtained. Make the design get more accurate data. KEY WORDS:transmission roller structur constitute
机械创新说明书 Prepared on 24 November 2020
Hefei University 机械创新设计说明书 系别:机械工程系 专业:材料成型及其控制工程 学制:四年 组长: 组员:王凯 ) 指导老师:徐厚昌 2015年 11月 9日 包装机商品载运推送 机械装置的设计说明书 摘要:本文在高速发展的物流业背景下介绍了商品包装机载运推送装置的必要性,根据实际要求,将载运推送机械装置的运动功能进行了分解,然后为各运动设计了相应的机构部件,最后对各部件进行组合整体设计,提出了一种各构件的参数选择分配方案。 关键字:包装机载运推送机械装置设计 引言:现在物流业高速发展的今天,许多厂家商品载运输送多靠人工完成,不够快捷,而且不能保证投递员和商品的安全,不利于实现文明装卸、文明分发、投递各类快件,实现商品的快速运送与包装成为必要。商品载运推送装置实际上是一种助力装置可以在商品生产流水线上减轻工人
疲劳强度,且能保障商品运送安全性可靠性。基于此我们为包装机设计了一个包装机载运推送装置,它推送物品到达指定包装工作台,该装置取代了传统的人工移动物品,能全自动化运行,提高了工作效率。其主要设计思路来自于对传统工艺分解,然后按照相应功能的机构部件进行设计,对比,选定,以及优化组合,综合利用凸轮的往复运动,齿轮的传动运动,以及减速器的定值调速比设定,设计这一装置旨在为个商品生产包装厂家提供一种载运传送商品辅助装置,减轻人工负担,提高生产效率。 一、设计要求 商品载运推送机构能够实现商品载运推送(进给过程),推到指定位置后能准确返回到初始位置(回程复位过程),再将下一件商品载运推送周而复始不间断自动推送。它由原动机部分,传动部分,执行部分和辅助控制部分组成。 具体要求如图1所示,将待包装的工件1先由输送带送到推包机构的推头2的前方,然后由该推头将工件由a处推至b处(包装工作台),再进行包装。为了提高生产率,要求推头2快速返回初始位置(推头2结束返回即b到a前,下一个工件已送到推头2的前方)且能立即开始推送工作。假设每5-6s包装一个工件,且给定:L=100mm,S=25mm,H=30mm.行程速比系数K(反应急回运动的急回程度)在范围内选取。 。 图1 二、功能分析与方案设计 运动功能分析与执行部分设计
目录 一.设计任务书 (2) 二. 传动装置总体设计 (3) 三.电动机的选择 (4) 四. V带设计 (6) 五.带轮的设计 (8) 六.齿轮的设计及校核 (9) 七.高速轴的设计校核 (14) 八.低速轴的设计和校核 (21) 九.轴承强度的校核 (29) 十.键的选择和校核 (31) 十一.减速箱的润滑方式和密封种类的选择 (32) 十二. 箱体的设置 (33) 十四.设计总结 (37) 十五。参考文献 (38) 一.任务设计书
题目A:设计用于带式运输机的传动装置 原始数据: 工作条件:一半制,连续单向运转。载荷平稳,室内工作,有粉尘(运输带于卷筒及支撑间.包括卷筒轴承的摩擦阻力影响已经在F中考虑)。 使用年限:十年,大修期三年。 生产批量:十台。
生产条件:中等规模机械厂,可加工7~8级齿轮及蜗轮。动力来源:电力,三相交流(380/220)。 运输带速度允许误差:±5%。 设计工作量:1.减速器装配图一张(A3) 2.零件图(1~3) 3.设计说明书一份 个人设计数据: 运输带的工作拉力T(N/m)___4800______ 运输机带速V(m/s)____1.25_____ 卷筒直径D(mm)___500______ 已给方案 三.选择电动机
1.传动装置的总效率: η=η1η2η2η3η4η5 式中:η1为V 带的传动效率,取η1=0.96; η2η2为两对滚动轴承的效率,取η2=0.99; η3为一对圆柱齿轮的效率,取η3=0.97; η为弹性柱销联轴器的效率,取η4=0.98; η5为运输滚筒的效率,取η5=0.96。 所以,传动装置的总效率η=0.96*0.99*0.99*0.97*0.98*0.96=0.86 电动机所需要的功率 P=FV/η=4800*1.25/(0.86×1000)=6.97KW 2.卷筒的转速计算 nw=60*1000V/πD=60*1000*1.25/3.14*500=47.7r/min V 带传动的传动比范围为]4,2[' 1 i ;机械设计第八版142页 一级圆柱齿轮减速器的传动比为i2∈[8,10 ];机械设计第八版413页 总传动比的范围为[16,40]; 则电动机的转速范围为[763,1908]; 3.选择电动机的型号: 根据工作条件,选择一般用途的Y 系列三相异步电动机,根据电动机所需的功率,并考虑电动机转速越高,总传动比越大,减速器的尺寸也相应的增大,所以选用Y160M-6型电动机。额定功率7.5KW ,满载转速971(r/min ),额定转矩2.0(N/m ),最大转矩2.0(N/m ) 4、计算传动装置的总传动比和分配各级传动比 总传动比ib=n/nw=971/47.7=20.3
冷轧课程设计说明书 Prepared on 24 November 2020
辽宁科技大学 课程设计说明书 课题:生产Q235 1×1450mm 板带钢 指导老师: 班级: 姓名: 目录
1综述 引言 冷轧生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。 冷轧的定义:
是再结晶下的轧制,但一般理解为使用常温轧制材料的轧制.铝冷轧分为板轧和箔轧.厚度在~以上的称为板,~以下的称为箔.欧美多采用3~6台连续式轧机作为冷轧设备 冷轧优点: 采用冷轧方法生产带钢优点是很多的,归结起来有以下几点: ①能得到热轧方法很难得到的极薄带钢(薄达; ②能使产品具有很高且范围很广的力学性能及工艺性能; ③能保证获得高精度尺寸、厚度偏差小、沿带钢的宽度及长度方面的厚度均匀,板形良好、表面光洁的各种带钢; ④成本低、收效率高; ⑤轧制速度快,具有很高的生产率 冷轧主要工艺特点 与热轧相比较,冷轧板带生产主要有三大特点: 加工硬化 由于加工硬化,使轧制过程中金属变形抗力增大,轧制压力提高,同时还使金属塑性将低,容易产生脆裂。当钢种一定时,加工硬化的剧烈程度与冷轧变形程度有关。当变形量加大使加工硬化超过一定程度后,就不能再继续轧制。因此,板带材在经受一定的冷轧总变形量后,往往需要软化热处理(再结晶退火或固溶处理),使之恢复塑性,降低抗力,以利于继续轧制。生产过程
中每两次软化热处理之间所完成的冷轧工作,通常称之为一个“轧程”。在一定轧制条件下,钢质越硬,成品越薄,所需的轧程就越多。 工艺冷却和工艺润滑 冷轧过程中产生的剧烈变形热和摩擦热使轧件和轧辊温度升高,故必须采用有效的人工冷却。轧制速度越高,压下量越大,冷却问题显得越重要。如何合理的强化冷却成为发展现代高速冷轧机的重要课题。 冷轧采用工艺润滑的主要作用是减小金属的变形抗力,这不但有助于保证在已有的设备能力条件下实现更大的压下,而且还可使轧机能够经济可行地生产厚度更小的产品。此外,采用有效的工艺润滑也直接对冷轧过程的发热率以及轧辊的升温起到良好的影响。在轧制某些品种时,工艺润滑还可以起到防止金属粘辊的作用。 冷轧润滑效果的优劣是衡量工艺润滑剂的重要指标,乳化液的要求是:当以一定的流量喷到板面和辊面上时,既能有效的吸收热量,又能保证油剂以较快的速度均匀的从乳化液中离析并黏附在板面和辊面上,能形成均匀,厚度适中的油膜。 张力轧制 所谓“张力轧制”就是轧件的轧制变形是在一定的前张力和后张力作用下实现的。张力的主要作用有:1)防止带材在轧制过程中跑偏;2)使所轧带材保持平直和良好的板形;3)降低变形抗力,便于轧制更薄产品;4)可以起适当调整冷轧机主电机负荷的作用。