5000t/d生产线窑头煤粉燃烧器的改造
- 格式:pdf
- 大小:106.25 KB
- 文档页数:2
洛阳理工学院课程设计说明书课程名称:新型干法水泥生产技术与设备设计课题:5000t/d水泥熟料NSP窑的设计专业:无机非金属材料工程班级:学号:姓名:成绩:指导教师(签名):年月日课程设计任务书设计课题:5000t/d水泥熟料NSP窑的设计一、课题内容及要求:1.物料平衡计算2.热平衡计算3.窑的规格计算确定4.主要热工技术参数计算5.NSP窑初步设计:工艺布置与工艺布置图(窑中)二、课题任务及工作量1.设计说明书(不少于1万字,打印)2.NSP窑初步设计工艺布置图(1号图纸1张,手画)三、课题阶段进度安排1.第15周:确定窑规格、物料平衡与热平衡计算、主要热工参数计算2.第16周:NSP窑工艺布置绘图四、课题参考资料李海涛. 新型干法水泥生产技术与设备[M].化学工业出版社严生.新型干法水泥厂工艺设计手册[M].中国建材工业出版社金容容.水泥厂工艺设计概论[M].武汉理工大学出版社2011.5.3设计原始资料一、物料化学成分(%)二、煤的工业分析及元素分析三、热工参数1. 温度a. 入预热器生料温度:50℃;b. 入窑回灰温度:50℃;c. 入窑一次风温度:20℃;d. 入窑二次风温度:1100℃;e. 环境温度:20℃;f. 入窑、分解炉燃料温度:60℃;g. 入分解炉三次风温度:900℃;h. 出窑熟料温度:1360℃;i. 废气出预热器温度:330℃;j. 出预热器飞灰温度:300℃;2. 入窑风量比(%)。
一次风(K1):二次风(K2):窑头漏风(K3)=10:85:5;3. 燃料比(%)。
回转窑(Ky ):分解护(KF)=40:60;4. 出预热器飞灰量:0.1kg/kg熟料;5. 出预热器飞灰烧失量:35.20%;6. 各处过剩空气系数:窑尾αy =l.05;分解炉出口αL=1.15;预热器出口αf=1.40;7.入窑生料采用提升机输送;8.漏风:预热器漏风量占理论空气量的比例K4=0.16;分解炉及窑尾漏风(包括分解炉一次空气量),占分解炉用燃料理论空气量的比例K6=0.05;9. 袋收尘和增湿塔综合收尘效率为99.9%;10. 熟料形成热:根据简易公式(6-20)计算;11. 系统表面散热损失:460kJ/kg熟料;12. 生料水分:0.2%;13. 窑的设计产量:5000t/d(或208.33t/h)。
一、存在的问题通过对某水泥集团子公司5000t/d熟料生产线进行现场质量回访发现,这些生产线的主机回转窑的主体部分与窑头罩安装的相对位置尺寸存在较严重的工艺设计或安装错误,造成Φ4.8m窑风冷套装置、窑头密封装置及窑头筒体段节在高温作用下短期内失效、变形、损毁,已给各子公司造成较大的经济损失。
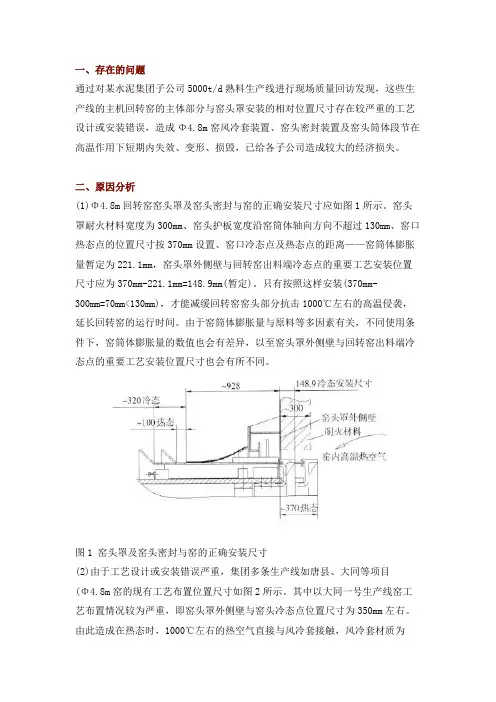
二、原因分析(1)Φ4.8m回转窑窑头罩及窑头密封与窑的正确安装尺寸应如图1所示。
窑头罩耐火材料宽度为300mm、窑头护板宽度沿窑筒体轴向方向不超过130mm、窑口热态点的位置尺寸按370mm设置、窑口冷态点及热态点的距离——窑筒体膨胀量暂定为221.1mm,窑头罩外侧壁与回转窑出料端冷态点的重要工艺安装位置尺寸应为370mm-221.1mm=148.9mm(暂定)。
只有按照这样安装(370mm-300mm=70mm<130mm),才能减缓回转窑窑头部分抗击1000℃左右的高温侵袭,延长回转窑的运行时间。
由于窑筒体膨胀量与原料等多因素有关,不同使用条件下,窑筒体膨胀量的数值也会有差异,以至窑头罩外侧壁与回转窑出料端冷态点的重要工艺安装位置尺寸也会有所不同。
图1 窑头罩及窑头密封与窑的正确安装尺寸(2)由于工艺设计或安装错误严重,集团多条生产线如唐县、大同等项目(Φ4.8m窑的现有工艺布置位置尺寸如图2所示。
其中以大同一号生产线窑工艺布置情况较为严重,即窑头罩外侧壁与窑头冷态点位置尺寸为350mm左右。
由此造成在热态时,1000℃左右的热空气直接与风冷套接触,风冷套材质为1Cr18Ni9Ti(注:此材质抗氧化性可承受650℃以下反复加热)。
而窑头护板在热态时失去保护作用,护板材质为ZGCr20Ni20(注:此材质抗氧化性可承受1150℃以下反复加热)。
图2 窑头罩及窑头密封与窑的错误安装尺寸三、改造措施(1)将过多深入窑头罩内的窑筒体,去掉200mm左右,在窑头筒体处配钻安装窑头护板孔,重新制作风冷套装置、窑头密封装置及筒体与风冷套相关连接件,并按正确的安装尺寸将风冷套装置向高端顺延安装。
预分解窑窑皮几种异常情况的处理江超,李思营,马海倩(新乡平原同力水泥有限责任公司河南新乡453011)0引言河南某水泥公司5000t/d水泥熟料生产线由天津水泥工业设计研究院有限公司设计,采用双系列五级预热器和TSD型分解炉,窑的规格为Φ×72m,配用天津仕名公司TC型四通道燃烧器。
该生产线所用燃料采用低挥发分无烟煤与烟煤按比例搭配而成的混合煤,其燃烧特性既有烟煤的也有无烟煤的,容易产生两极分化。
生产过程中因此出现了几次事故,如窑皮不平整、红窑、窑内结球、窑尾结圈漏料、熟料质量差等。
在处理事故的过程中,总结了一些宝贵的经验。
现做一简介,供同行参考。
1影响窑皮形成的主要因素生料的化学成份生料中铝质与铁质的成份比较多,熟料烧成液相量就多,容易形成窑皮。
铝含量高,液相的粘度大,形成窑皮比较困难。
铁含量高,液相的粘度就比较小,窑皮容易形成,但形成的窑皮也容易掉落。
烧成带的温度烧成带的温度低,物料形成的液相少,不易形成窑皮;相反,窑皮容易脱落。
火焰的形状和燃烧器的位置火焰形状要完整、顺畅,这样形成的窑皮厚薄一致、坚固。
燃烧器的位置应尽量向往外拉一点,同时偏料,火焰宜短不宜长。
这样高温区较集中,高温点靠前,使窑皮由窑前逐渐往窑内推进。
待窑产量增加到正常情况,燃烧器也随之移动到正常生产的位置。
喂料量和窑速挂窑皮期间,喂料量过大或窑速过快,窑内温度就不容易控制,粘挂的窑皮就不平整、不坚固。
2 几次异常窑皮的处理过程窑9.5m~14m处窑皮偏厚表现2005年8月10日中班,窑筒体9.5m~14m窑皮偏厚,筒体扫描显示此处温度平均值仅为165℃,窑尾密封圈漏料,熟料结粒偏大、黄心料较多、f-CaO偏高。
原因分析由于入窑生料的易烧性变差,f-CaO合格率低,有的操作员由于经验不足又不愿减产,为了使f-CaO合格,采取加大窑头用煤量(超出正常值h)、窑尾温度偏高控制的方法,导致此处窑皮偏厚、过渡带副窑皮比正常值厚,窑内物料填充率过高(窑速已经达到最快),影响了通风和热交换,物料预烧不好,结果熟料中黄心料更多、f-CaO仍然偏高、此处窑皮更厚、窑尾密封圈漏料更为严重。
技术菲斯特转子秤断煤的解决方法某公司5000t/d熟料水泥生产线,窑头、窑尾采用菲斯特DRW3.12转子秤,2016年8月开始出现煤秤频繁断煤,且越来越厉害,严重时长时间不下煤,影响正常的生产。
该公司通过增加仓内消风锥体和秤内消风管道、辅助放低煤粉仓位、控制转子间隙、防止窜风等方法成功解决了问题。
一、断煤原因及分析断煤时,转子转速加快,变频器显示达到最大速度,负荷率由98%下降到0%,送煤风机电流由9.8A下降到6.5A,窑前温度下降,窑电流迅速下滑。
断煤原因分析:(1)风力输送过程中,一部分风窜入煤粉仓内,形成气拱,阻碍下煤;(2)煤粉水分过大或压缩空气含水量和油量高,在空气助流时将水分带到煤粉中,导致煤粉含水量上升,出现结露黏附。
二、解决方法2.1 煤粉仓内增加消风锥体及管道为解决煤粉仓内气拱,该公司自行设计加工,增设煤粉仓内消风锥体,通过管道引到仓顶袋收尘器,并将原转子秤内消风管道连通到负压更大的煤磨出磨风管,新增消风管道直径为120mm,安装有可调节蝶阀,用于控制煤粉仓内的负压大小,仓内管道及锥体材质为不锈钢。
新增消风管道内的通风量增加了仓顶袋收尘器收尘负荷,但是该风量较小,收尘器处理风量设计本身有一定富余,所以对袋收尘器没有影响。
原煤粉转子秤的消风管道直径为160mm,安装有可调节蝶阀,磨机运行时,打开该蝶阀,利用磨机系统通风为转子秤消风,煤磨停机时,关闭消风管道蝶阀,用煤粉仓顶收尘器为转子秤消风,确保煤粉不会反流到出磨风管内。
该解决方案对煤质无特别要求,适应性强。
改造后消风管道见图1,改造实景见图2。
改后仓内、秤内气阻现象明显改善,煤秤断煤现象得到控制,为窑提产创造有利条件。
图1 改造后消风管道示意图2 消风管道改造实景2.2 调整转子间隙转子间隙调整时,综合考虑电动机电流变化情况、煤粉细度、水分等因素,确定合适的转子间隙,一般为0.2~0.4mm,过大引起窜风,下煤不稳,过小电动机电流大,容易过负荷跳停。

集成模块化窑衬节能技术
技术适用范围
适用于建材行业回转窑节能技术改造。
技术原理及工艺
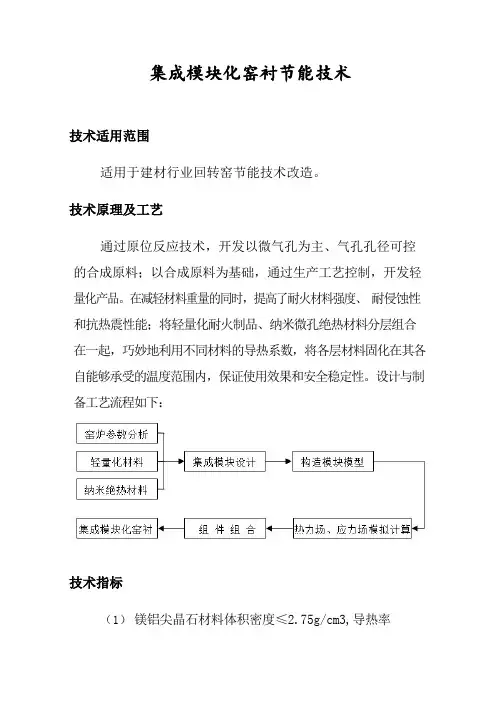
通过原位反应技术,开发以微气孔为主、气孔孔径可控的合成原料;以合成原料为基础,通过生产工艺控制,开发轻量化产品。
在减轻材料重量的同时,提高了耐火材料强度、耐侵蚀性和抗热震性能;将轻量化耐火制品、纳米微孔绝热材料分层组合在一起,巧妙地利用不同材料的导热系数,将各层材料固化在其各自能够承受的温度范围内,保证使用效果和安全稳定性。
设计与制备工艺流程如下:
技术指标
(1)镁铝尖晶石材料体积密度≤2.75g/cm3,导热率
(1000
(2)℃)≤2.90 W/m·k;
(3)窑衬重量减轻 15%以上;
(4)筒体表面温度降低 90-130℃。
技术功能特性
(5)材料体积密度降低了10%,导热率有一定程度的降低,节约稀有资源;
(6)以轻量化材料为基础,通过结构各种优化有效避免了使用过程中因温度过高造成的材料失效;
(7)智能化生产和自动化装配,实现了多层材料的精准复合制备,提高了集成模块在回转窑内的高效安全运输和自动化转配效率。
应用案例
洛阳中联水泥有限公司5000t/d水泥窑改造项目。
技术提供单位为河南瑞泰耐火材料科技有限公司。
(1)用户用能情况简单说明
洛阳中联水泥有限公司5000t/d水泥生产线,标准煤耗101.7kg/t。
(2)实施内容与周期。
5000T/D水泥窑烟气脱硝工程技术方案月4年2012.目录第一章总论1.1概述1.2设计参数1.3主要设计原则第二章方案说明2.1脱硝概述2.2方案选择2.3工艺流程2.4仪控专业2.5电气专业2.6土建工程2.7给排水、消防与安全防护第三章供货范围及内容3.1设计范围3.2供货范围3.3主要设备清单第四章原材料消耗量和年运行费用分析表4.1原材料耗量4.2年运行费用分析第五章主要经济技术指标附图第六章.第一章总论概述1.12002年10江苏天山水泥集团有限公司成立于月,由新疆天山水泥股份有限新疆天山水公司和原无锡湖山水泥有限公司共同出资设立的大型建材企业集团。
泥股份有限公司是2007年进入国家重点扶持发展的12家全国性水泥企业集团之一;于1998年10月在深圳证券交易所上市(A股票代码0877)。
天山股份现拥有回转窑37条,各类水泥粉磨设备59台套,水泥产能1170余万吨。
新型干法235万方。
(新疆天山水产能占67.8%。
拥有13条商品混凝土生产线,商混能力泥股份有限公司现由中国中材集团控股[中才集团于2007年12月在香港上市;股票代码1893.HK])江苏天山水泥集团有限公司是新疆天山水泥股份有限公司的控股公司。
其总部位于美丽的太湖之滨—无锡市,交通十分便利。
其在江苏无锡市、宜兴市、苏州市、溧阳市、溧水市共设立了八家分子公司,分别生产经营熟料、水泥、商品混凝土等产业、先拥有2条日产5000吨熟料生产线、一条日产2500吨熟料生产线;1条日产5000吨熟料生产线正在建设中。
1.2设计参数根据现场收资确定脱硝庄主设计参数(业主提供):数值备注项目单位3319237 C1筒出口烟气量Nm/h325 筒出口烟气温度℃C1374.5 g/NmC1筒出口烟尘浓度3mg/Nm烟气NOx浓度标态,干基800℃914分解炉出口烟气温度1.3主要设计原则1.3.1 本工程采用低氮燃烧改造(包括窑头以及窑尾分解炉低氮燃烧改造)+SCR”布置。
回转窑密封改进措施一、存在的问题某水泥有限责任公司5000t/d水泥熟料生产线,配备Φ4.8m×74m回转窑,窑头密封为双层鱼鳞片式密封。
鱼鳞片较短,容易磨损,鱼鳞片磨损后一旦窑内通风不畅,窑头负压波动,密封鱼鳞片处飞砂料大量逸出,飞砂料的逸出造成窑头平台、一挡平台及地面扬尘积料,环境污染严重。
同时,飞砂料的逸出加剧了一挡托轮的磨损,缩短托轮检维修周期,且飞砂料进入托轮瓦座内导致一挡托轮瓦润滑油更换周期缩短。
窑尾密封为气缸式,正常运行时,密封较好,无漏料情况,但停窑后预热器积料囤积于窑尾密封处,辅传转窑时,积料由密封处泄漏,既污染环境又增加了员工劳动强度。
为彻底解决窑头窑尾密封漏料问题,该公司于2019年大修期间实施了窑头窑尾密封技术改造。
二、技改方案该公司窑头密封漏风漏料的主要原因为窑头罩侧壁变形外突,冷风套太窄,造成鱼鳞片长度不够,柔性密封的柔性效果不好,同时冷风套的连接形式不好,致使冷风套连接不牢。
改造将窑头双层鱼鳞片式密封更换为新型柔性密封装置,主要措施:(1)对窑头罩侧壁变形处进行修复;(2)保留窑头罩的第一连接套,更换第二连接套,在第二连接套内加装挡料环装置,以防喷料。
具体部件包括:前挡料环,前挡料环迷宫套筒,挡料环,挡料环迷宫套筒,挡料环加固环两套,后挡料环连接套筒,后挡料环;(3)加长冷风套,割掉冷风套的喇叭口处法兰,重新制作一个宽350 mm的冷风套和一宽150 mm的喇叭口焊接到原来的冷风套上;(4)冷风套的连接改为活动弹簧板式,确保冷风套在冷热态的变化下与窑筒体保持稳定连接;(5)更换三层密封:三层密封由内而外分别为耐热不锈钢鱼鳞片、碳硅铝复合板和普通钢板鱼鳞片,中间的碳硅铝复合板有保温隔热作用,可有效降低漏风系数。
该公司窑尾密封存在的主要问题为冷态运转时漏料,这是因为窑尾的内套和扬料勺的配合不好造成的,窑尾密封漏料示意图见图1。
图1 窑尾密封漏料示意图改造具体措施:拆除原密封装置,更换内套,检查扬料勺并修整,清理扬料勺内浇注料,焊接立面法兰、连接套、锥体法兰,检查摩擦点、焊接摩擦套、漏斗,用管子把漏斗接到地面,在下面制造储料仓,储料仓侧面开口并安装闸门,安装三层密封(两层鱼鳞片夹一层碳硅铝复合板),安装挂钩,紧固钢丝绳。
回转窑用煤粉燃烧器操作参数选用和优化————————————————————————————————作者:————————————————————————————————日期:浅谈回转窑用煤粉燃烧器操作参数的合理选择和优化1.研究意义回转窑工作原理是利用回转着的窑筒体,不断旋转带动固体物料不断翻滚,以其暴露的新表面与掠过的气体进行传热和传质并产生化学反应。由于回转窑内的物料是处于堆积态,窑内气-固、固-固之间的换热效率就相对较低,研究高温热处理条件下回转窑内发生的物质与能量的转化与传递,研究空气过剩系数、二次风温度、内外风量比等操作参数对窑内传热过程的影响,并对操作参数进行优化,从而求得烟气、物料、窑内外壁沿窑长方向的温度变化规律,借此了解煅烧窑内温度分布及炉窑热工特性,可为优化窑的操作参数提供理论依据。
并对煤粉燃烧器的操作参数进行优化,这对提高回转窑内换热效率、降低回转窑能耗具有重要的意义。
水泥熟料烧成反应是指硅酸二钙与氧化钙生成的液固相反应。
由于水泥熟料强度的主要组成来源是C3S,因此C2S+Ca O→C3S的烧成过程对整个煅烧过程具有至关重要的作用。
对C-S-A-F-MgO系统而言,该反应主要发生在熔融的液相中,液相出现的温度约为1550K(1277℃)。
烧结反应的机理可以这样描述:固相反应生成的C2S和之前未被反应的CaO在液相中溶解、扩散并在液相中发生反应、经液相的过饱和及反扩散,最后经过再结晶形成新相C3S。
从传热学的角度来说,窑内物料因入窑生料表观分解率为90~95%,分解吸热反应所需的热量很少,公斤熟料约200~100千焦,物料升温吸热量约为450~500千焦,而熟料矿物形成是以放热反应为主,设熟料中C2S占0.20%,C3S占0.60%,C3A占0.08%,C4AF占0.10%,反应过程放热量约为655千焦。
基于窑内熟料形成热基本是一个负值,所以可以认为窑内传热已不是主要矛盾,而熟料矿物生成的晶格形成和晶体生长所需维持的高温条件及在烧成带的停留时间成为矛盾的主要方面。
一20一.杠渗俐刚TIKN篦冷机在10000t/d生产线上的应用杨明友,王雪梅(北京柯曼克水泥工业设计院,北京100037)中图分类号:TQl72.622.4文献标识码:B文章编号:1002—9877(2009)01-0020—04我公司总承包的阿联酋UCC公司10000t/d生产线采用IKN公司的悬摆式篦冷机(以下简称IKN)。
通过采用多项新技术,使得该篦冷机在很多指标上都达到了国际领先水平。
l运行参数产量:10000~12000t/d;有效篦板面积229.Im2;熟料入料温度:约14000C;熟料出料温度:≤环境温度+65℃。
单位面积篦板负荷:48t/(d・m2);单位熟料冷却风量:1.78m3/kg(标态);单位熟料电耗:<o.38kWM(篦冷机驱动+破碎机);热效率:≥78%。
2主要组成部分2.1篦板系统2,1.1篦板的布置形式IKN全部采用COANDA篦板,其主要形式有3种。
在活动篦床区采用了1种,该区每3排篦板中有一排是活动篦板,共有95排。
在固定篦床区采用了2种,落料点使用的是稍窄一点的篦板,主要是增加强度,以减少块料落下时对篦板造成的损坏;另外一种则是增加了斜槽的数量,增加冷空气量,以达到快速冷却熟料的目的。
2.1.2篦板的工作原理采用狭长并呈弧形的篦缝,高压空气风速由进口的lm/s提高到出口的40rids,工作原理见图l。
由于COANDA效应(亦称附壁作用),高速气流在出口拐角处改变方向,附于篦板上表面,形成水平气流。
水平的高速空气既能吹送熟料,又能将细粉清理出篦板表面,通过粗的熟料颗粒间的缝隙将其带到料床的表面,这样可以大大地减少篦板漏料问题,也使得篦板和熟料的摩擦变得很小。
同时水平气流对篦板还有冷却作用,使篦板工作在较低的温度下,正常运行条件下的工作温度只有30—40。
C,因而大大地延长了篦板的使用寿命。
IKN承诺5年不需要更换篦板,而有的厂家的使用时间已经远远超过5年。
另一方面,由于2009.No.1篦板阻力与风速平方成正比,所以这种篦板阻力较大,因而料层变化而产生的阻力变化卡u对篦板阻力来说是比较小的,对篦板充气的均匀性影响不大。
朱忠民:5000t/d生产线窑头煤粉燃烧器的改造
中图分类号:TQ172.625.3 文献标识码:B 文章编号:1007-0389(2007)04-0060-02
5 O00 t/d生产线窑头煤粉燃烧器的改造
1概述
朱忠民(中材国际南京水泥工业设计研究院,江苏南京210029)
广东某公司现有一条5 000 t/d新型干法水泥熟
料生产线,回转窑规格为04.8 rex72 in,窑头煤粉燃
烧器为某设计院设计制造的四通道煤粉燃烧器,窑
头喂煤风机为罗茨风机JAS一250,风量85.6 m3/min, 风压58.8 kPa.风机转速1 350 r/min,配套电机功率 132 kW。原设计配套一次风机为罗茨风机ARF一 300,风量181 m3/min,风压29.4 kPa,风机转速980 r/min,配套电机功率132 kW。后该公司将原所配一 次风机改为罗茨风机R 604,风量234 m3/min,风压 39.4 kPa,风机转速980 r/min,配套电机功率 215 kW。 该四通道煤粉燃烧器存在的主要问题有: (1)一次风用量太大,风量匹配不合理,煤耗 高,电耗高: (2)燃烧器火焰不集中,燃烧速度慢,燃烧温度 低: (3)窑头喂煤量多,约占总喂煤量的50%; (4)火焰形状不合理; (5)燃烧器头部磨损快,约3个月就需更换一 次: (6)熟料升重(即质量密度)偏低,黄心料偏多。 受该公司委托.中材国际南京水泥工业设计研 究院(以下简称南京院)利用自已开发设计的NC一15 型四通道煤粉燃烧器技术,对原四通道煤粉燃烧器 进行技术改造,使上述系列问题得到了很好解决。 2 NC一15型四通道煤粉燃烧器的技术结构特点及 其应用 NC型煤粉燃烧器是南京院借鉴国内外不同行
业先进燃烧器产品的设计思想,通过大量冷态模拟
试验研究和计算机数值模拟计算,开发设计出的新
型煤粉燃烧器。这种燃烧器利用同向协流大速差原
理,并对煤粉喷出速度和角度进行了调整,在燃烧器
中心区域形成负压区,使得其前端部的气流交换和
混合性能得到大幅度改善,从而能促进热的二次风
与煤粉的充分混合,使煤粉快速升温达到着火温度,
并迅速燃烧和形成稳定的燃烧火焰。
NC型煤粉燃烧器从I型发展到Ⅱ型,从三通道
发展到四通道,已形成了喷煤量从1~16t/h各种规
格的标准化系列化产品,可满足不同窑型及不同燃
料等的系统需求。
NC一15型四通道煤粉燃烧器具有以下技术特
点:
(1)一次风用量少。设计用风量(不包括煤风)
约占理论燃烧空气量的7%,能降低系统热耗和煤
耗:
(2)煤粉与一、二次风的混合充分,燃烧速度
快,火焰明亮、黑火头短且顺畅、活泼有力,高温区域
闸板;重袋自动落下,
始下一个循环。
完成了一个循环。再插袋开 3结语
这种闸门关闭机构结构简单,制作容易,操作
灵活迅速,便于自动控制。不但减轻了包装工的拆
装和维修量,而且又提高了设备的运转率,可方便
灵活地更换部件,增加了台时产量;而且无手把、
无电磁铁,工人只须插袋,实现了包装机的自动
化。
6O一
通过上述改进,螺旋水泥包装机彻底避免了堵
嘴、闷机、捞空、排空、打风现象,且每小时(包
括插掉袋时间)袋装水泥由原来的l8.5~23 t提高
到了20~25t。
(编辑:徐凤娟)(校对:沈新)
(收稿日期:2007-03_-26)
求 工
维普资讯 http://www.cqvip.com
朱忠民:5000t/d生产线窑头煤粉燃烧器的改造
| ’ J
适中:
(3)火焰形状合理,操作灵活方便,调节范围
大:
(4)对煤质的适应性强,可燃烧各种劣质煤和
无烟煤:
(5)点火方便,升温速度快;
(6)能提高窑的台时产量和熟料质量;
(7)减少NOx有害气体的生成量。
NC一15型四通道煤粉燃烧器在结构上具有以
下主要特点:
(1)外风采用孑L式喷出多股射流风,具有很强
的穿透性和卷吸二次风的能力;
(2)内风采用高速旋流风,强度大,混合强烈。
特殊设计的旋流器能形成一个合理的回流区;
(3)中心风约占一次风量的2%~4%,采用fl, ̄L
形式喷出多股低速射流风,能稳定火焰,保护喷嘴头
部.减少NOx有害气体;
(4)煤风入口等处在材料及耐磨性上进行了特
殊设计和处理,并设有防磨保护层,大大延长了使用
寿命;
(5)在燃烧器的外风管上设有防止燃烧器弯曲 的筋板。 NC型煤粉燃烧器已经在5 O00t/d及5 000t/d 以上生产线上投入使用的厂家有:铜陵海螺水泥有 限公司、宁国水泥厂、平阴山水水泥有限公司、江苏 联合水泥有限公司、浙江长兴水泥股份有限公司、广 东台泥(英德)水泥股份有限公司等数十家,均使用 正常并取得了显著效果。 3改造方案 针对原四通道煤粉燃烧器存在的上述问题。我 们进行了如下改造: (1)重新设计1台NC一15型四通道煤粉燃烧 器。设计一次风用风量(不包括煤风)约占理论燃烧 空气量的7%.外风喷出速度140~200m/s,煤风喷出 速度28~32m/s.内风喷出速度120~200m/s。 (2)因一次风机风量太大,必须改小,需更换风 机。为了节约费用。改用原配套罗茨风机ARF一300。 并由变频将风机转速从980r/min改为800r/min。 (3)现窑头喂煤风机风量偏大,需改小。但考虑 到现有煤风输送管道为0299 mmx lO mm。煤风风量 偏小会影响煤粉的输送。只将煤风风量作少量调整。 另为了节约费用,不另外更换风机,只更换电机和皮 带轮.电机功率由132kW改为110kW,电机转速不 变.风机转速由1 350dmin改为1 250r/min。电机也 可不改.只更换皮带轮。 4改造方案的经济分析 经计算使用NC一15型四通道煤粉燃烧器后,吨 熟料实物煤耗可降低2 kg以上,并可提高熟料的产 量和质量,降低电耗等。 (1)降低煤耗效益。按实物煤耗降低2kg/t,煤 价450元,t。一年300 d,熟料产量以5 000 t/d计算, 则年节煤效益为: 450x0.002x5 000x300=1 35(万元) (2)降低电耗效益。现一次风机电机功率 215 kW.考虑变频等因素。实际功率为140kW,改造 后电机功率132kW,考虑变频等因素,实际功率为 90kW。 现煤风风机电机功率132 kW,实际功率为 105 kW.改造后电机功率110 kW。实际功率为 96.6kW。 电价按O.45元/lcWh。一年按300d计算,则年
节电效益为:
0.45x(140-90+105-96.6)x24x300
—189200元/年=19万元/年
(3)改前燃烧器头部3个月更换一次,考虑每
套头部可修复使用一次,平均每次更换费用2万元,
NC一15型四通道煤粉燃烧器一般约2年更换一次
外风管头部。约2万元,则年节约维修经费为:
(2x4x2—2)÷2=7万元/年
因此.综合上述三项.更换NC一15型型四通道
煤粉燃烧器后。年可获效益高达161万元。即
∑=135+19+7=161万元
5结语
以上仅考虑了降低煤耗和电耗及燃烧器头部更
换所产生的经济效益,如果考虑产量的增加,熟料质
量的提高。燃烧器使用寿命的大大延长。维修工作量
的减少。运转率的提高等因素。每年产生的经济效益
将更加可观。燃烧器的改造费用将在很短时间就可
收回。
(编辑:沈新)(收稿日期:2007-06-22)
水 工程 些 一61—
维普资讯 http://www.cqvip.com