转炉自动化控制系统的优化及改造
- 格式:pdf
- 大小:1.50 MB
- 文档页数:1
Metallurgical Engineering 冶金工程, 2020, 7(3), 185-194Published Online September 2020 in Hans. /journal/menghttps:///10.12677/meng.2020.73026副枪在转炉自动化控制过程中常见问题及对策张孝兴1,程奎生21铭达科冶金科技(上海)有限公司,上海2达涅利霍高文钢铁技术(上海)有限公司,上海收稿日期:2020年8月28日;录用日期:2020年9月10日;发布日期:2020年9月17日摘要本文阐述了转炉副枪使用过程中影响转炉测温、测样、定碳、取样的主要因素,并逐一提出了对策,通过一系列措施改进,副枪使用成功率在现场稳步提高。
关键词副枪,探头,自动化Common Problems and Countermeasuresin the Operation of Sublancefor the Automatic Controlof ConverterXiaoxing Zhang1, Kuisheng Cheng21MDC Sublance Probe Technology (Shanghai) Co., Ltd., Shanghai2Danieli Hoogovens Steel Technology (Shanghai) Co., Ltd., ShanghaiReceived: Aug. 28th, 2020; accepted: Sep. 10th, 2020; published: Sep. 17th, 2020AbstractThis paper describes the main influence factors of converter temperature measurement, sample measurement, carbon determination and sampling with sublance and puts forward countermea-sures one by one. Through a series of improvements, the success rate of sublance is steadily in-creased on site.张孝兴,程奎生KeywordsSublance, Probe, AutomationCopyright © 2020 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言近年来随着“中国制造2025”的不断深入,智能制造成为各炼钢企业追求的目标。
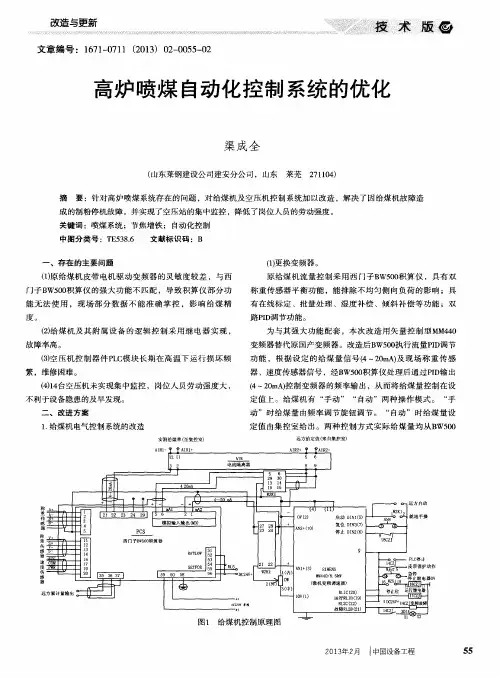
转炉氧枪自动控制系统【摘要】为满足某大型钢厂150吨转炉控制要求,开发了转炉控制系统,系统主要包括供配电、自动化、网络系统,其中氧枪控制是自动化系统的核心部分。
本文详细介绍了转炉氧枪的自动控制系统的应用,变频器完成氧枪的驱动控制,编码器完成枪位的精度控制,保证了氧枪运行的安全可靠、稳定准确。
【关键词】转炉;氧枪;控制系统1 引言氧枪系统是转炉的关键设备,主要由氧枪、氧枪升降装置、换枪装置三个部分组成,与其相关的还有仪表、阀门、供养管道等。
它的主要功能是将炼钢需要的氧气和氮气输送到转炉中,完成冶炼和溅渣护炉的工作,氧枪控制的优劣直接影响产品质量、炉龄以及设备安全,其中抢位检测是影响氧枪自动控制水平的关键。
某钢厂150吨转炉有2套氧枪设备,各自独立升降,2台横移小车可以互为备用。
2台升降小车分别装在横移换枪小车上,1台处于工作位时,另外1台处于等待为备用。
氧枪升降由交流变频电机驱动,电源经过UPS由变频调速柜供电,保证电源失电时实现紧急提枪,抱闸电机和氧枪控制电源由UPS供电,其它辅助设备均由MCC供电。
2 控制系统组成控制系统由PLC控制单元、大功率变频器(1用1备)、检测装置(机械式主令、两个绝对值编码器组成)。
操作台给定控制信号送至PLC控制单元,经过PLC处理后输出控制信号给变频器,完成氧枪的高低速控制、枪位定位。
PLC部分采用西门子S7 400 系列CPU,PLC采用Profibus现场总线分布式结构。
网络通信系统采用100 Mb/s工业以太网;采用工业级交换机,网络通信协议为TCP/IP;网络线路物理介质为光缆和双绞电缆。
PLC与氧枪传动的连接采用Profibus现场总线分布式结构;各PLC与上位机之间通过Ethernet网络进行实时数据传输;各PLC之间,PLC与HMI之间均通过Ethernet网络进行相互通信。
3 控制方式氧枪分两种控制方式,包括手动控制和自动控制。
手动控制又分吹炼、溅渣和维护三种工作模式。
转炉一次干法除尘技术的应用与改进关键词:除尘技术干法除尘静电除尘摘要:介绍转炉干法除尘系统的工艺流程、关键设备功能,并针对国内某钢厂转炉从投产到现在 LT系统在设备上和工艺上出现的问题,提出一系列解决措施。
生产实践表明,该系统目运行稳定,净化后烟气含尘量合格,符合国家环保标准。
1 工艺流程转炉烟气经汽化烟道冷却温度降到800~1 000 ℃后进入蒸发冷却器,在蒸发冷却器内部得以降温、粗除尘、调质,最终约有35%左右的灰尘在蒸发冷出口香蕉弯处被收集。
粗灰通过双板阀、链式输灰机等设备被送至灰仓并用汽车外送。
经过调质后的烟气进入静电除尘器[1],静电除尘器从入口到出口共有 4 个电场,4 个电场对烟气进行精除尘,收集剩余的粉尘,烟气经过静电除尘器后含尘量降到 10 mg/m3。
静电除尘通过扇刮系统、振打系统、链式输灰机等设备收集到剩下 65%的细灰。
烟气经过静电除尘器后,能回收的烟气经过煤气冷却器被冷却到70℃以下后进入煤气柜被回收再利用,不能回收的烟气通过放散塔点火装置燃烧放散。
工艺流程如图 1 所示。
2 关键设备功能介绍2.1 蒸发冷却器在转炉 LT 干法除尘系统中,蒸发冷却器起着关键性的作用,可以对烟气进行冷却、调质、粗除尘。
在蒸发冷却器上部均匀布置16个双介质雾化冷却喷枪[2],喷枪喷射出来的雾化水蒸气对烟气进行降温,使烟气在蒸发冷凝出口达到合适的温度,确保电除尘进口温度在140~160℃。
在降温的同时也对烟气湿度进行调质,使粉尘的比电阻达到更有利于静电除尘器捕捉的值。
约有35%的灰尘在蒸发冷却器香蕉弯处被收集后通过输灰系统运送到储灰罐。
2.2 静电除尘器静电除尘器主要由进口气流分布板、放电极、收尘极、振打系统、扇形刮灰系统、泄爆装置等部分组成。
静电除尘器的工作原理是:在阳极和阴极上通以高压(20~80kV)直流电流,其间产生一定强度的电场,使空气电离,产生大量的电子和正负离子,正离子向负极靠近被中和,负离子和电子在电场力作用下向收尘极运动,当含灰烟气通过电场后,固体尘粒与这些电子、负离子碰撞被荷电(粉尘获得电荷),荷电尘粒在电场力作用下向收尘极运动,被吸附在阳极板上。
浅析炼钢厂转炉PLC系统自动控制作者:张华来源:《数字化用户》2013年第10期【摘要】自动化控制在较大的转炉炼钢中得到广泛应用。
本文介绍了转炉炼钢工艺介绍,基于西门子 PLC 为基础的转炉自动化系统的设计应用,该控制系统稳定可靠、便于操作,为转炉生产创造了良好的经济价值。
【关键词】转炉 PLC 自动控制2010年我国钢产量为 6.27亿吨,居世界第一位,生产这么多的钢,需要大量的能源和原料,在目前钢铁生产成本大幅度上升的压力下,节能降耗、高效高产显得尤为重要。
转炉自动化,工业自动化生产工艺。
典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。
按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。
有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。
国内外经验表明,采用先进的自动化控制系统是达到上述要求的有效方法。
在转炉炼钢生产过程中,自动化已成为提高产量、保证钢水质量、降低消耗、改善操作和延长炉龄的重要手段,并取得了显著的经济效益。
一、转炉炼钢工艺介绍冶炼散装料通过四条胶带机从低位料仓将转炉炼钢所要加入的配料(石灰石、焦炭等)送到转炉的炉顶料仓;转炉本体是整个转炉系统的核心部分,主要是对转炉吹氧炼钢,吹炼到1700℃时向炉后的钢包出钢水,再向转炉吹氮,溅渣护炉,然后向炉前出渣;钢水倒入钢包后,通过吹氩站时对钢包的钢水顶吹氩或底吹氩(作用是将钢水搅匀,让钢水中炉渣浮在表层,保证连铸浇铸畅通),向钢水中加入合金调节钢水成分;转炉的烟气主要通过两个除尘系统排出:一次除尘系统通过高压风机从转炉烟罩抽风,当转炉吹炼时,烟气不会溢出,而且转炉吹炼的烟气根据煤气成分分析,通过风机房阀组可以选择放散或者回收至煤气柜,二次除尘系统通过高压风机,抽出天车向转炉倒钢水时的烟气:循环水泵房通过泵组向整个炼钢厂供水。
浅谈高炉自动控制方式的优化方法摘要:高炉生产的控制系统较为复杂,要实现其自动控制就需要将多个独立的系统相互结合起来,这样才能完成真正的自动化控制。
因此需要进行必要的优化,而优化的过程中可以利用PLC与工控机的良好结合实现对不同系统的连接与自动控制。
关键词:高炉生产;自控化;系统协调1 高炉自动控制的基本原则①保证生产稳定。
高炉的自动控制主要是为了保证生产效率的提高,因此应满足高炉功能的基本需求,从冶金行业的生产工艺出发,保证安全性、可靠性、稳定性的原则。
②标准化原则。
在系统设计和控制方式实现的过程中应保证系统具备标准化和开放性,即在设计和构件的时候应采用具有统一认证的产品,保证系统的兼容性,以方便技术人员对其进行二次开发。
③系统的先进性原则。
高炉自动控制系统必须具备相应的统一性和设备选择的先进性,同时也具备相应的超前性。
从系统自动控制系统本身看就是将自动化生产控制作为系统构建的目标,系统的作用就是最大限度的利用资源提高效率,因此在设备选择和系统设计上应保证先进性,即在经济条件允许的情况下选择技术先进的设备和技术。
④系统的节能与经济性原则。
在选择先进的设备和技术的时候应保证系统的构建符合经济条件并保证其最优的性价比。
⑤系统易操作维护的原则。
自动控制系统设计的目标就是为了节约人力和物力等资源,因此系统的构建也应符合操作简单、容易维护的特点,即在运行和维护中尽可能的减少人员投入和工作量。
2 高炉自动控制系统的构成按照自控系统的设计原则,对高炉自控系统的设计主要是利用先进的技术和经验,采用过程计算机监控系统,监控高炉的生产过程并对高炉的生产进行控制,包括数据采集、数据处理、图形显示和记录等。
形成集中操控分散控制的系统模式,充分发挥计算机网络功能和数据通信、处理优势,具体的系统构成如下:首先利用PLC芯片,以此满足对高炉控制数据处理的要求。
这是因为从实际看高炉生产中顺序控制突出,过程信号和控制情况数据较多,利用性价比高的PLC完成控制可以简化系统。
炼钢转炉渣冷却处理的自动化改造摘要:通过对炼钢转炉渣打水冷却处理系统实施技术改造,实现自动化作业,减轻操作人员劳动强度,提高控制精确度和反应速度。
关键词:自动化变频PLC引言武钢炼钢转炉渣处理主要是在在炉渣间和泼渣间两个作业区的渣厢进行,其中一个重要的工序是对渣厢的钢渣进行打水冷却处理。
两作业区都是由四台110kW渣浆泵进行轮换打水,以前由手动人工控制水泵工作数量和调节排水阀来控制打水压力,打水压力的精确度控制及反应速度均不理想。
且原打水工艺造成大量废水回流,严重污染现场环境,设备结p2、改造实施2.1 四泵并联变频恒压打水电气传动对原驱动4台11OKW水泵电机的软启动柜MCC2OA1─MCC2OA4进行利旧改造,原有机旁手动控制系统基本保持不变。
新增1台变频控制柜置于水泵站电控室MCC2OA4柜旁,变频器输出通过接触器分别与软启动器输出并联。
变频启动、停止、自动/手动转换开关、指示灯等控制元件安装在变频柜面板上。
水泵现场新增1台仪表保护箱,内置1台压力变送器,总管水压模拟信号通过变频柜内配电隔离器送入变频器模拟量输入端。
交流变频调速装置采用AHen-Brad|y公司的PowerFlex400系列交流变频器。
该变频器内置了PID(比例、积分、微分)控制器和辅助电机控制功能。
允许通过变频器来直接控制一台电机和额外一台工频启动的电机(安装辅助继电器卡,额外最多可达三台)。
系统的输出能力能从0%(辅助电机停止并且变频器控制电机在零速)至200%(一台辅助电机和变频器控制电机在全速运行)。
PID控制器用一个参考量(设定值)和过程反馈量(总管水压)的偏差量来调节变频器的速度,以致总管水压维持在期望的设定值。
当用水量超过变频电机的能力时,辅助电机控制功能自动开启一台辅助工频电机,这时变频电机的速度由于系统增加了一台在线工频启动的电机(增加了供给)而相应的降低。
当需求降低,辅助电机停止,辅助电机控制功能通过增加变频电机的速度来平衡系统输出的降低。
冶金行业自动化控制系统解决方案在当今的工业领域,冶金行业作为基础产业之一,对于国民经济的发展起着至关重要的作用。
随着科技的不断进步,自动化控制系统在冶金行业中的应用日益广泛,为提高生产效率、保证产品质量、降低能耗和减少环境污染等方面提供了有力的支持。
本文将详细探讨冶金行业自动化控制系统的解决方案,旨在为相关企业提供有益的参考。
一、冶金行业的特点与需求冶金行业是一个复杂的流程工业,其生产过程包括采矿、选矿、烧结、炼铁、炼钢、轧钢等多个环节,具有高温、高压、高粉尘、强腐蚀等恶劣的工作环境,同时对生产过程的稳定性、准确性和可靠性要求极高。
因此,冶金行业对自动化控制系统的需求主要体现在以下几个方面:1、过程控制的精确性冶金生产过程中的各种参数,如温度、压力、流量、成分等,需要精确控制,以保证产品质量的稳定性和一致性。
2、系统的可靠性和稳定性由于生产过程的连续性和复杂性,自动化控制系统必须具备高度的可靠性和稳定性,能够长时间无故障运行。
3、快速响应能力在生产过程中,可能会出现各种突发情况,如设备故障、原料质量变化等,自动化控制系统需要能够快速响应,及时调整生产参数,以减少损失。
4、数据采集与处理能力冶金生产过程中会产生大量的数据,自动化控制系统需要能够实时采集、存储和分析这些数据,为生产决策提供依据。
5、节能环保要求随着环保意识的不断提高,冶金行业需要通过自动化控制系统实现节能减排,降低对环境的污染。
二、自动化控制系统的组成为满足冶金行业的上述需求,一个完整的自动化控制系统通常由以下几个部分组成:1、传感器与检测仪表用于实时采集生产过程中的各种参数,如温度传感器、压力传感器、流量传感器、成分分析仪等。
2、控制器对采集到的参数进行处理和分析,并根据预设的控制策略生成控制指令,如 PLC(可编程逻辑控制器)、DCS(集散控制系统)等。
3、执行机构根据控制器的指令,对生产过程中的设备进行操作和调节,如调节阀、电机、变频器等。