转炉自动化系统
- 格式:pdf
- 大小:242.54 KB
- 文档页数:3
转炉电气自动化控制系统一、概述从电控的角度看,复杂控制系统无非包括三个基本元件,电机、电磁阀与现场模拟量仪表,电控的工作就是要这些元件动作,让电机正反转,电磁阀打开关闭,现场模拟量的采集,一个复杂系统可以分解成很多小的简单系统。
转炉本体电控设备可以分为:转炉倾动系统,氧枪系统,炉下钢包车,渣罐车,气化冷却系统,转炉投料系统,底吹系统。
还包括活动烟罩,挡火门,润滑系统,除尘阀门等。
转炉机旁操作箱用于单体设备的调试和检修,各设备间无任何联锁。
两地操作转换开关设置在机旁操作箱。
转炉系统大部分设备都是在机旁箱或者操作台经过PLC操作,也就是说手动操作按钮没有直接控制现场设备,都是先给PLC信号,PLC再发出指令给现场设备。
另外还有两个特殊情况:转炉投料系统振动电机现场操作箱手动按钮直接给变频器的控制指令,挡火门操作台按钮直接控制的接触器动作,这两个没有经过PLC。
所以如果PLC 掉电,整个系统除了投料制动电机与挡火门能操作箱操作,其他设备将瘫痪。
二、电气设备的控制及操作1、转炉倾动1.1、操作地点:转炉主控室,炉前操纵室,炉后操纵室。
主控室:操作转炉兑铁水和加废钢的摇炉。
炉前台:操作转炉出渣,测温,取样的摇炉。
炉后台:操作转炉出钢时的摇炉。
在主控室的操作台上设置有操作权的转换开关,并在三处操作点均设置操作权在位的灯光信号显示。
炉前,炉后操作权在操作完毕后应转至主控室。
1.2 传动及控制转炉倾动由四台交流电机驱动,由四台变频器进行转速的调节控制。
四台变频器串接在转炉PLC通信网络中,控制命令(启动,停止,频率给定等信号)由PLC经通信网络送给变频器,变频器控制板电源由外部24V电源提供,其中一台变频器掉电时不会影响整个通信网络。
1.3 联锁1.3.1活动烟罩不处于上限位时转炉不能倾动。
反之,转炉不处于垂直位时,烟罩不得下降。
(微机画面可以强制解除联锁,实际PLC中已经将此点解除不起作用)1.3.2氧枪处于待吹点以下转炉不能倾动。
转炉炼钢自动化控制技术探讨转炉炼钢是一种常见的钢铁生产工艺,其自动化控制技术的发展对于提高生产效率、降低能耗、提升产品质量具有重要意义。
本文将就转炉炼钢自动化控制技术进行探讨,分析其应用现状及发展趋势,以期为相关研究和生产实践提供参考。
1.1 转炉炼钢自动化控制技术的现状转炉炼钢自动化控制技术是指利用先进的自动化控制系统对转炉炼钢生产过程进行实时监控和控制,以实现生产过程的智能化和精细化。
目前,国内外许多钢铁生产企业已经实现了转炉炼钢自动化控制技术的应用,并取得了显著的经济效益和社会效益。
转炉炼钢自动化控制技术具有以下几个特点:(1)智能化:通过自动化控制系统,可以实现对转炉炼钢生产过程的智能化监控和控制,提高生产效率。
(3)灵活化:自动化控制系统能够根据生产需求进行灵活调整,提高生产线的适应性。
(4)信息化:自动化控制系统可以实现对生产过程数据的实时采集和分析,为生产决策提供依据。
二、转炉炼钢自动化控制技术的关键技术及发展趋势(2)精细化发展:未来转炉炼钢自动化控制技术将更加精细化,实现生产过程的精细化调控,以确保产品质量。
转炉炼钢自动化控制技术在应用过程中面临着一些挑战,主要包括以下几个方面:(1)技术集成难度大:转炉炼钢自动化控制技术需要集成物联网、人工智能、大数据等多种技术,技术集成难度大。
(2)系统稳定性要求高:转炉炼钢自动化控制技术对系统稳定性要求高,一旦出现故障将对生产造成严重影响。
(3)成本较高:转炉炼钢自动化控制技术的应用需要投入大量资金,成本较高。
(4)人才素质要求高:转炉炼钢自动化控制技术的应用需要具备高素质的技术人才,而这类人才相对稀缺。
四、总结转炉炼钢自动化控制技术是钢铁生产过程中的重要技术,其应用可以提高生产效率、降低能耗、提升产品质量。
目前,转炉炼钢自动化控制技术已经取得了显著的成果,但在应用过程中仍面临着一些挑战。
未来,随着物联网、人工智能、大数据等技术的不断发展,转炉炼钢自动化控制技术将迎来更加广阔的应用前景。
第一部分:转炉炼钢倾动自动控制系统说明转炉炼钢自动化系统中倾动交流传动装置采用一拖一方式,设四台变频器。
倾动交流传动在控制上最关键的就是电机的力矩同步性。
同步性的准确的控制是倾动交流传动达到最佳状态的关键,对四台变频器的工作状态进行采集,通过PLC对采集信号进行分析处理后,调整变频器输出,使四台变频器输出达到同步状态。
转炉倾动角度确定采用绝对型编码器,其安全性和准确性大大超越传统的主令控制器。
首先,编码器安装方便,调整简单,使用寿命长;其次,编码器精度高,单圈分度为1024,即倾动角度可精确到0.044度,这是主令控制方式望尘莫及的,使转炉本体旋转时各个位置都能精确反映,不存在位置的盲点。
重点提示:在正式操作前,要进行一些必要的检查。
●按下操作台上的“灯检查”按钮,观察操作台上的指示灯是否有损坏,如果有损坏请及时更换。
●切换监控画面,观察监控数据和电脑(包括鼠标,键盘,显示等)工作是否正常,如果有异常现象请及时和专业人员联系。
倾动操作及连锁:倾动本体控制方式为手动控制和自动控制,可在三地进行操作,分别是主控操作、炉前操作操作和炉后操作;⏹倾动主控台操作:●作倾动。
其功能和权利与炉前是一样。
●BCD数字显示表,刷新频率为20次/秒,同步显示倾动角度,范围为179~-180。
●倾动操作可在主控室和炉后两地进行操作,操开关打到右侧时倾动操作权被分配到主控操作,开关打到左侧时倾动操作权被分配到炉后操作。
●置自动转回到零角度的位置。
倾动自动回零位过程中,加速,减速,停止,全部自动,可以快速准确的使本体停止到零角度的位置,减轻操作人员的工作量。
●本体向倒渣方向旋转。
●态,即可以操作倾动旋转。
⏹倾动炉前操作台及炉后操作台操作,炉前和炉后操作台只是位置不同,操作方式是相同的,操作方法:●态,即可以操作倾动旋转。
●:抱闸抱紧停车,进线接触器自动按钮,进线接触器自动吸合,倾动变频器上电,才可以再次动作倾动。
●本体向倒渣方向旋转。
炼钢厂转炉系统自动化控制摘要:目前,转炉炼钢所采用的自动控制系统,满足了氧气转炉的冶炼生产、生产与信息管理、新技术的开发需要,创造的巨大的经济效益,具有广阔的推广价值。
本文通过对自动化控制系统作简单介绍,并对其工艺和带来的效果进行分析,为炼钢厂转炉系统自动化控制的了解提供参考。
关键词:炼钢厂转炉系统;自动化1炼钢厂转炉的工艺和系统功能1.1转炉炼钢的工艺目前,在不同的程度上对容积比较大的转炉炼钢所采用的均为自动控制。
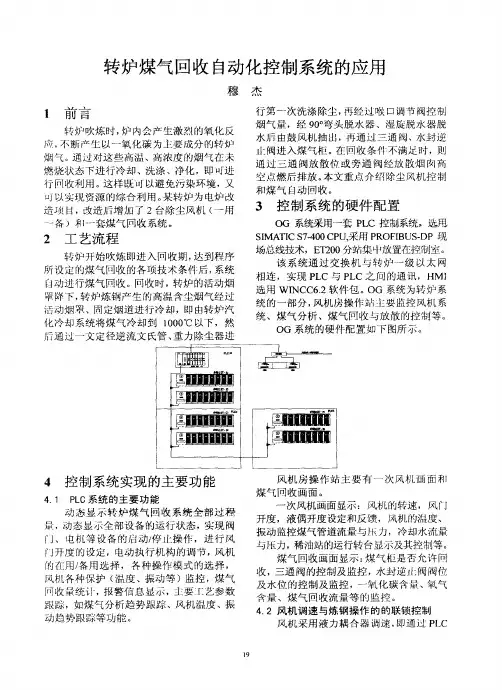
本文将对自动化控制系统作简单介绍,包括转炉本体、散装料、一次除尘(oG 法)、吹氩站、循环的水泵房、炉后铁合金、二次除尘、混铁炉的除尘、三万气柜、VD炉水的处理等。
冶炼散装料主要是通过四条胶带机由低位料仓将转炉炼钢需要加入的配料送到转炉炉顶料仓;转炉本体作为整个系统核心的部分,进行转炉吹氧炼钢,到1700℃时从炉后钢包流出钢水,然后向转炉吹氮,经过溅渣护炉,向炉前出渣;把钢水倒入钢包之后,加入合金调节钢水成分;转炉烟气通过两个除尘的系统排出:一次除尘系统是通过高压的风机从转炉烟罩抽风,二次除尘系统是通过高压的风机,抽出天车从转炉倒入钢水的烟气。
1.2转炉系统功能系统对于生产全过程的情况进行监视,控制和管理的过程,这一点相较于过去的传统生产而言,更加精确的将生产过程中的数据进行了定位,检测,能够让操作人员对于生产过程中的实时参数更加的了解,这样转炉的运用就能够更加的高效和安全。
典型的转炉自动化控制系统的主要组成部分分为过程控制计算机,微型计算机和各种自动检测仪和电子称量装置等各个部分,这些部分共同组成了转炉的自动化系统,而且辅助系统还分为了供氧系统,原料系统和煤气回收系统等,这些都由计算机测控系统来检测。
计算机测控在本次研究中,采用的是PLC系列的产品,选择CPU 是系列中较为高性能的53414CPU型号,现场总线采用的是CRP系列产品,编程软件使用施奈德的产品Concept2.6。
系统自动化的过程主要设置三个级别来进行控制,首先是生产管理级别,然后是过程控制级别,最后是基础自动化级别,这些级别都是利用本次研究中的基础自动化控制级来进行编程的,这些自动化控制系统可以对炼钢厂转炉的数据进行采集,然后对于数据进行顺序的控制,监控的操作和通讯的各种过程控制,这些过程控制构成部分主要是由服务器,交换机和工作站等部分,这个系统自动化控制的试验数据主要是能够存储并且用于研究,所以系统自动化控制的价值还是非常重要的,实现了对于炼钢整个郭晨的参数科学化跟踪,能够对于数据进行分析和管理,整个系统的操作站是西门子的工业型号Win2000+SP3操作系统,性能卓越,能够通过以太网卡、双绞线与工业以太网相接。
浅析炼钢厂转炉PLC系统自动控制作者:张华来源:《数字化用户》2013年第10期【摘要】自动化控制在较大的转炉炼钢中得到广泛应用。
本文介绍了转炉炼钢工艺介绍,基于西门子 PLC 为基础的转炉自动化系统的设计应用,该控制系统稳定可靠、便于操作,为转炉生产创造了良好的经济价值。
【关键词】转炉 PLC 自动控制2010年我国钢产量为 6.27亿吨,居世界第一位,生产这么多的钢,需要大量的能源和原料,在目前钢铁生产成本大幅度上升的压力下,节能降耗、高效高产显得尤为重要。
转炉自动化,工业自动化生产工艺。
典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。
按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。
有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。
国内外经验表明,采用先进的自动化控制系统是达到上述要求的有效方法。
在转炉炼钢生产过程中,自动化已成为提高产量、保证钢水质量、降低消耗、改善操作和延长炉龄的重要手段,并取得了显著的经济效益。
一、转炉炼钢工艺介绍冶炼散装料通过四条胶带机从低位料仓将转炉炼钢所要加入的配料(石灰石、焦炭等)送到转炉的炉顶料仓;转炉本体是整个转炉系统的核心部分,主要是对转炉吹氧炼钢,吹炼到1700℃时向炉后的钢包出钢水,再向转炉吹氮,溅渣护炉,然后向炉前出渣;钢水倒入钢包后,通过吹氩站时对钢包的钢水顶吹氩或底吹氩(作用是将钢水搅匀,让钢水中炉渣浮在表层,保证连铸浇铸畅通),向钢水中加入合金调节钢水成分;转炉的烟气主要通过两个除尘系统排出:一次除尘系统通过高压风机从转炉烟罩抽风,当转炉吹炼时,烟气不会溢出,而且转炉吹炼的烟气根据煤气成分分析,通过风机房阀组可以选择放散或者回收至煤气柜,二次除尘系统通过高压风机,抽出天车向转炉倒钢水时的烟气:循环水泵房通过泵组向整个炼钢厂供水。
转炉自动化系统
简介
从70年代初期起,一直从事转炉自动化技术的开发、研究和工程化。
先后承担了转炉的氧枪、副原料、副枪、底吹、煤气回收、合金、智能测温仪表等国家或省部级的攻关项目,并取得了丰硕的成果,形成了转炉自动化成套技术。
由我们承担的宝钢、包钢、太钢等转炉自动化工程项目均为国内先进水平。
宝钢三号转炉(300吨)DCS系统改造,作为大型技改项目,在宝钢尚属首次。
包钢转炉自动控制系统包括从铁水预处理、转炉、精炼至生产调度的各主要工序。
可提供大中型和小型转炉的自动化成套技术。
转炉自动化系统由基础控制级、过程控制级和生产管理级构成。
* 转炉控制模型
* 可提供的控制装置和系统
* 工程实例
转炉自动控制系统:
* 基础控制级
主要包括氧枪、副枪、副原料、高位料仓、顶吹、底吹、煤气回收、余热锅炉等进行检测和控制,并好象集中监视和操作。
* 过程控制级
主要进行造渣、供氧、终点控制及炉后成分微调等模型计算、数据管理、工艺数据收集和报表生成等。
* 生产管理级
以炼钢厂生产调度为中心,协调混铁炉或铁水处理、废钢站、合金站、炉后吹氩站、转炉、钢包、精炼、连铸或铸锭等工序,并负责炼钢厂的计划排产、钢种变更、生产状况监视和质量判断等功能。
转炉控制模型:
-铁水和废钢装入量模型
-副原料造渣模型
-合金加料模型
-底吹供气模型
-静态终点控制模型
-动态终点控制模型
-吹炼后期的脱碳速度和钢水升温模型
-转炉专家控制系统
可提供的控制装置和系统:
-转炉自动化系统成套技术
-转炉仪表控制系统
-氧枪、副枪自动控制系统
-副原料称量及自动控制系统
-底吹控制系统
-高位料仓控制系统
-合金自动控制系统
-炼钢厂能源管理计算机系统
-炼钢厂计算机辅助调度系统
-转炉专家系统
工程实例:
* 宝钢300吨转炉DCS系统改造* 包钢80吨转炉自动化系统
* 太钢50吨转炉自动控制系统* 酒钢30吨转炉自动控制系统* 上钢一厂炉口微差压调节系统* 南钢底吹自动控制系统。