典型工件的射线照相检验技术
- 格式:doc
- 大小:592.00 KB
- 文档页数:7


第3章 射线照相检验技术的理论基础和基本技术3.1 射线检测的基本原理当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在差异,它将改变物体对射线的衰减,使得不同部位透射射线强度不同,这样,采用一定的检测器(例如,射线照相中采用胶片)检测透射射线强度,就可以判断物体内部的缺陷和物质分布等。
如图3-1所示,设阶梯上存在一很小的厚度差,则有I =D I +S I ;I '=DI '+S I ' 式中 I D ,I'D —— 透射的一次射线强度;S I ,SI '—— 透射的散射射线强度; I ,I ' —— 透射射线强度。
由于有∆T 远小于T ,因此可认为S I =S I ' 所以有∆I =I '-I =D I '-I DI I Δ=S D D D I I I I +-' =nI I +-'11/D D )( 按单色窄束射线衰减规律有D I =T I μ-e 0D I '=)(T T I ∆+-μe 0 式中 μ —— 工件的线衰减系数;I 0 —— 入射射线强度。
因此有 T I I ΔDD e μ-=' 图3-1 射线检测基本原理58引用近似公式x x +=1e (1<x )则有T T Δ1e Δμμ-=- n T I I +-=1ΔΔμ (3-1) 当∆T 是缺陷,其线衰减系数为μ' 时,则式(3-1)应改写为 n T I I +'--=1ΔΔ)(μμ (3-2)∆I /I 称为“物体对比度”或称其为“被检体对比度”,有时也称为“主因对比度”。
式(3-1)即是射线检测的基本原理关系式,它给出了一个小的厚度差与对应的射线检测物体对比度之间的关系。
从式(3-2)可见,射线对缺陷的检验能力,与缺陷在射线透照方向上的尺寸、其线衰减系数与物体的线衰减系数的差别、散射线的控制情况等相关。



射线检测通用工艺规程1.适用范围:适用于压力容器受压元件的制造、安装、在用检测中对金属熔化焊焊接接头的射线检测。
用于制作焊接接头的金属材料包括钢、铜及铜合金、铝及铝合金、钛及钛合金、镍及镍合金。
承压设备其他其他金属材料、支承件和结构件的焊接接头的射线检测,也可参照使用。
本部分规定的射线检测技术分为三级:A级-低灵敏度技术;AB级-中灵敏度技术;B级-高灵敏度技术。
承压设备对接焊接接头的射线检测,一般应采用AB级射线检测技术进行检测。
对重要设备、结构、特殊材料和特殊焊接工艺制作的对接焊接接头,可采用B级技术进行检测。
1.探伤人员资格:2.1 无损检测人员资格分为Ⅲ(高)级、Ⅱ(中)级、Ⅰ(初)级。
取得不同无损检测方法各资格级别的人员,只能从事与该方法和该资格级别相应的无损检测工作,并负相应的技术责任。
2.2各级人员的职责范围:2.2.1 Ⅲ级人员:审核或签发检测报告,解释检测结果,仲裁Ⅱ级人员对检测结论的技术争议。
2.2.2 Ⅱ级人员:编制探伤工艺卡,熟练地调节仪器,独立进行检测工作,正确评定检测结果,并对报告负责。
2.2.3 Ⅰ级人员:在Ⅱ、Ⅲ级人员指导下,按工艺要求完成检测工作。
2.3 从事射线检测地人员:●上岗前应进行辐射安全知识的培训,并取得放射人员工作证;●未经矫正或经矫正的近(距)视力和远(距)视力不低于5.0(小数记录值1.0),测试方法应符合GB11533的规定,从事评片的人员应每年检查一次视力。
3.射线检测设备:3.1射线装置本规程所适用的射线装置为X射线机。
3.2观片灯观片灯的主要性能应符合GB/T 19802的有关规定,最大亮度应能满足评片的要求。
3.3黑度计(光学密度计)3.3.1黑度计可测的最大黑度应不小于4.5,测量值的误差应不超过±0.05。
3.3.2黑度计首次使用前应进行核查,以后至少每六个月应进行一次核查,形成核查报告。
核查方法可参照NB/T47013.2附录B的规定进行。
X射线照相法探伤实验一、实验目的1.通过X射线照相法探伤实验,使学生进一步了解射线探伤的原理及应用。
2.熟悉X射线探伤的工艺过程,了解X射线机的使用方法和操作步骤。
3.初步掌握X射线照相法探伤中依据有关标准判定缺陷的方法。
二、实验原理X射线照相法探伤是利用X射线在物资中的衰减规律和射线能使某些物质产生荧光、光化作用的特点,将射线穿过被探工件照射到X射线胶片上使胶片感光,再经过暗室处理,得到反映工件内部情况的照相底片,利用这种底片在强光灯上分析,从而判断被探工件内部质量。
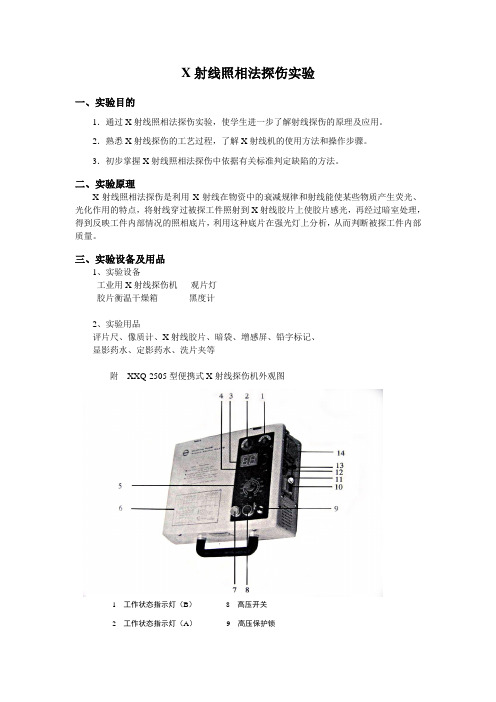
三、实验设备及用品1、实验设备工业用X射线探伤机观片灯胶片衡温干燥箱黑度计2、实验用品评片尺、像质计、X射线胶片、暗袋、增感屏、铅字标记、显影药水、定影药水、洗片夹等附XXQ-2505型便携式X射线探伤机外观图1 工作状态指示灯(B)8 高压开关2 工作状态指示灯(A)9 高压保护锁3 时间显示器10 电源开关4 时间调节旋钮11 保险丝5 kV调节旋钮12 电源插座6 透明曲线板13 接地端子7 高压开键(START)14 接地电缆插座四、实验步骤(依据GB3323-87)1、配制显影、定影药水(一般应提前24小时配制),做好暗室准备。
2、将X射线胶片,增感屏按确定的增感方式在暗室中装入暗袋。
3、选取一对接平板焊缝或对接钢管焊缝试件,并按标准规定在试件指定地方,放置定图二对接钢管焊缝底片成像图5、检查安全防护状况及警示灯是否完好。
6、按响警示电铃,提示所有人员离开放射室,进入安全地带,关闭放射室铅门。
7、开机拍片,操作步骤如下:1)根据拍片透照厚度(母材厚度十焊缝余高),在曝光曲线上选择相应的曝光参数:管电压KV值和曝光时间。
2)打开操纵台电源开关:工作状态指示灯(A)绿工作状态指示灯(B)绿计时器显示(0.0)3)按红键2次:A灯(黄),B灯(不亮)4)调节KV和时间旋纽至所需值。
5)按绿键:A灯(红色闪亮),B灯(不亮)X射线发生器开始工作,拍片开始。
第4章 典型工件的射线照相检验技术本章将运用第三章给出的技术讨论一些有代表性的工件的射线照相检验技术。
4.1 铸件射线照相检验技术4.1.1 铸件射线照相检验常用技术铸件射线照相检验时,经常遇到的主要问题之一是处理变截面工件透照技术。
也就是,在一次透照区中将包含不同的透照厚度。
这种情况,一般称为变截面工件射线照相检验技术。
处理这种问题的常用技术主要是:双(多)胶片技术、适当提高透照电压(X 射线)、补偿方法等。
当然,厚度的变化范围必须限制在适当的范围之内。
1.双胶片技术双胶片技术是在同一暗盒中放置两张感光度不同或感光度相同的胶片同时透照的技术。
当采用两张感光度不同的胶片时,感光度较高的胶片应适于工件厚度较大部分的透照,感光度较低的胶片应适于工件厚度较小部分的透照。
当采用两张感光度相同的胶片时,单张胶片观察时评定厚度小的区域,两张胶片叠加观察时评定厚度大的区域。
如果工件截面厚度变化不是太大,特别是主要由两个厚度组成时,则可以采用双胶片技术进行透照。
对采用两张感光度不同胶片的双胶片技术,应解决的问题是选用胶片。
简单地说,选用方法是利用曝光曲线和胶片的感光特性曲线。
从曝光曲线确定应使用的一种胶片和对应的厚度,并从曝光曲线确定两厚度的曝光量比,利用此比和胶片感光特性曲线确定应使用的另一种胶片。
选取方法可参照图4-1进行。
对采用两张感光度相同胶片的双胶片技术,应注意的是底片的黑度。
在目前的多数标准中,均限定双片迭加观察区的黑度,该区单片的黑度不能低于标准规定的下限值。
不同标准限定值可能不同,主要的下限限定值有:ASTM E1742—00:D ≥1.0;EN 444:1994:D ≥1.3;ISO 5579:1998:D ≥1.3;GJB 1187A —2001:D ≥1.2.2.适当提高透照电压技术对截面厚度变化比较小,特别是截面厚度是连续变化时,可采用适当提高透照电压技术进行透照。
从曝光曲线可以看出,不同透照电压的曝光曲线其厚度宽容度不同。
射线照相探伤检验规程射线照相探伤检验规程(ISO9001-2015/IATF16949)1.0目的:本规范适用于铸件、锻件产品和焊接(焊补)产品的射线照相检测。
2.0引用标准ASTM E94ASTM E142ASTM E186ASTM E446ASTM E747ASME B16.343.0检测要求:3.1 对承压铸件焊缝、焊接端焊缝坡口等关键区域100%进行射线照相。
3.2 对壁厚在2英寸(50mm)以内的钢铸件射线照片,应用ASTM E446标准,壁厚为2~4.5英寸(51~114mm)以内的,应用ASTM E186标准,壁厚为4.5~12英寸(114~305mm)应用ASTM E280标准。
3.3 API spec 6A产品a 取样:在进行改善力学性能的热处理之后和限制检验结果有效解释的机加工之前,应对每个零件尽实际可能选用射线照相探伤。
b 方法:射线照相检验应对最少当量灵敏度2%按ASTM E94或中国有关标准规定的程序进行。
χ-射线和γ-射线辐射源在各自厚度范围内均可采用。
当工厂有书面记载这些方法会产生最小当量灵敏度2%时,实际显像和记录/增强方法均可采用。
线形显像质量透度计可按ASTM E747采用。
c 阀体、阀盖铸造临界部位进行检测。
4.0射线照相程序4.1 ASTM E94“用于射线试验的推荐作法”ASTM E142“射线照相试验的控制质量”应作为指南作用4.2 射线照相范围应按3.1和3.3C要求。
4.3 软片应按实际情况紧贴在要进行射线照相的铸件上。
4.4 在市场上可买到的任何增感屏都可使用,但荧火增感型除外。
4.5 所有软片应具有识别标记,以便在说明和指示检验时的实际铸件严格定位。
软片还应标明拍摄的部门和日期。
4.6 每次拍射线片都应使用射线透度计,并应按照ASTM E142的要求。
4.7 任何软片都可使用,只要其粒度细于或等于ASTM E94中的2型。
4.8 可采用多样的拍摄技术,不论是一次或多次拍摄,目的是用一次曝光便能达到铸件厚度较大的范围。
4.4 非金属材料与复合材料制件射线照相检验技术*4.4.1 射线照相检验技术的一般考虑非金属材料与复合材料不同于金属材料,一方面是它们主要由低原子序数物质构成,物质密度小,对射线的吸收能力弱;另一方面是它们本身的材料特性与金属材料也具有很大的不同,它们的加工成形工艺、缺陷等都与金属材料具有很大的差异,这些使得在非金属材料与复合材料中存在的缺陷与金属材料相比发生了变化,而要求检验的缺陷也发生了变化。
因此,在确定非金属材料与复合材料的射线照相检验技术时,应考虑这些差别和变化。
在确定透照技术时主要应考虑的是下面几个方面:1)胶片与透照电压;2)散射线防护;3)透照方向。
对于非金属材料与复合材料工件进行透照一般都应选用较好的胶片,从根本上保证得到的影像具有较高的对比度和较小的颗粒度,这样才可能保证缺陷的检验能力。
对非金属材料与复合材料工件进行透照应选用低电压X射线机;如果工件的厚度比较小,则还必须选用铍窗口软X射线机;要求检验的缺陷尺寸很小时,应选取小焦点或微胶点X 射线机。
表4-3是对多数非金属材料与复合材料常见厚度适宜的透照电压和胶片类别。
表4-3 适宜非金属材料的透照电压和胶片对非金属材料与复合材料工件进行射线照相,为得到良好的影像质量另一个重要问题是必须注意对散射线的防护。
特别是对厚度较大的工件,不解决散射线的防护就不可能得到合格的底片。
这主要是因为,这时候在射线与物质的相互作用中康普顿效应和瑞利散射经常是主要的作用,这将导致散射线增加,另外则是透照电压较低,散射线更容易被胶片吸收,因此产生的影响也就更强。
除了采用一般防护散射线方法外,在透照厚度较大的工件时,需要采取特殊的散射线防护措施,一种有效的措施是使用栅格式防散射线装置。
这种装置的基本结构是具有一定高度的栅格,栅格采用一定厚度的铅片制成。
使用时置于工件与胶片之间,在曝光期间以一定速度做往复移动。
非一次射线由于其方向的改变,将投射在栅格铅片上而被吸收,达到吸收散射线的目的。
X射线数字照相技术(DR)在铝合金铸件检测中的应用王广坤北京航星机器制造公司NDT主任工艺师邦能达(北京)无损检测有限公司技术顾问一.概述工业数字X射线检测(Digital Radiography)通常可以分为以下四种:(1)以图像增强器为基础的X射线实时成像检测(Real-time Radiography Testing Image,缩写RRTI);(2)采用成像板(ImagrPlate IP板)为射线探测装置的模拟数字X射线计算机照相检测(Computed Radiography,简称CR);(3)采用专用数码扫描仪将普通X射线照相底片经数字化扫描后转化为数字图像存储并进行后期处理(FDR);(4)采用电子成像技术的直接数字化X射线照相检测(DirectDigit Radiography,简称DR)。
根据现代工业数字X射线检测技术的发展动态,比较前沿、活跃和工程化技术成熟的数字X射线检测技术当属DR成像检测和CR成像检测,本技术专题讲座着重讲一下X射线数字照相DR技术在铝合金铸件无损检测的应用,同时也在与DR 技术的研究比较中大致讲一下CR检测技术。
二.DR X射线数字照相简介DR成像X射线数字照相检测技术包括直接转换方式(器件经X射线曝光,X 射线光量子直接转换为电信号输出)和间接转换方式(器件先将X射线光量子转变为可见光,再转换为电信号输出),从X射线曝光到图像显示的全过程自动进行,经X射线曝光后,即可在显示器上观察到图像。
DR所用的器件主要是线阵列DR探测器和平板检测器(Flat Pannel Detector,简称FPD)。
典型的间接转换型DR探测器是线阵列探测器,由碘化铯CsI闪烁体、荧光体如硫氧化钆G d SO与具有光电二极管作用吸收可见光并转换为电信号的低噪声非晶硅层(amorphous Silicom,a-Si)、大量微小的带有薄膜晶体管(TFT)阵列、大规模集成电路等组成多层结构构成,同步完成射线接收、光电转换、数字化等全过程,读出电路将每个像素的数字化信号传送到计算机的图像处理系统集成为X射线影像,最后在显示屏上输出数字图像显示。
图4-22 管T接接头射线照相的透照方向1—接管 2—主管 3—肩部4—腹部<鞍部)①中心射线束以与接管成30°左右<或较小角度)指向肩部焊缝区②中心射线束以与接管成30°左右<或较小角度)指向腹部焊缝区在小直径管对接接头讨论的近似假设下,无论从肩部透照或从腹部透照,透照区内任一点的透照厚度比,均可认为服从小直径管对接接头讨论的结论。
此外,对小管T形接头其最大透照厚度比,将直接相关于接管管径与主管管径之比,也与主管的壁厚与主管管径比相关。
当接管管径与主管管径之比不大时,无论从肩部透照或从腹部透照,在焊缝半圆周的透照区内,最大透照厚度比均不会超出对接接头关于二次透照的规定。
即在多数情况下,管T形接头焊缝可进行二次透照。
对小直径的管座角焊缝,在实际的射线照相检验中,当主管管径较小时,经常采用的是从腹部方向椭圆成像或垂直透照的方式进行射线照相检验。
由于它更有利于检验肩部存在的根部缺陷,可能是更好的一种处理。
在T形接头的射线照相检验中,需要解决的另一个问题是未焊透深度的测定。
确定未焊透深度目前采用的方法可以分为三种:二次透照法、试块比较法、黑度计算法。
黑度计算法依据的基本理论是射线照相对比度公式按底片上的黑度差∆D给出缺陷与周围背景的厚度差∆T。
由于从理论上很难给出公式中的与技术因素相关的部分的准确值,因此,黑度计算法必须采用试块,通过试块影像的黑度确定对比度公式中∆T前面项的准确值。
实际的黑度计算,常需采用扫描仪器,将底片黑度转换为灰度,这样才适于实际应用。
*4.2.4球罐焊接接头γ射线全景照相检验技术球罐焊接接头射线照相检验,最典型的和最常用的方法是γ射线全景曝光技术。
这种技术,采用γ射线源置于球罐中心,一次对球罐上各方向的焊缝全景曝光,一次可完成数百张甚至上千张胶片的曝光。
透照过程大体上可分为下面一些步骤:划线→编号与标记→布片→送源→曝光→预处理→收源→取片与一般的射线照相检验相比,其主要的特点<或说不同)是,一次透照的胶片数量多、一次透照的时间长、野外现场作业。
球罐γ射线全景曝光技术的上述特点决定了它的射线照相检验工艺必须作出一些特殊的考虑,主要是下列一些方面。
源固定必须考虑稳定性。
由于曝光时间长、又处于野外环境,因此在曝光的过程中可能发生各种情况,例如天气的变化、现场周围情况的变化等,都可能引起源的晃动,导致曝光源尺寸的增大,也即产生运动不清晰度。
因此必须对源固定的稳定性作出考虑。
实际工作中采用的一种方法是,将尼龙绳沿上下人孔固定、绷紧,然后将源导管捆在尼龙绳上。
同样,考虑到曝光时间长、野外作业等,布片必须采取一些措施防风、防雨、防晒等。
此外还必须多加考虑的是背散射防护问题。
由于球罐γ射线全景曝光时,罐体周围必定有脚手架等辅助装备,下人孔附近将与地面接近等,将造成较多的背散射,对此必须采取措施进行防护。
为避免由于曝光不足或过度造成大量的废片,在透照过程中应增加预处理环节。
即在曝光时间达到设定的80%<或/及90%)左右时,取1张胶片进行暗室处理,测定黑度,以此监测或修改设定的曝光时间。
在球罐γ射线全景曝光中,在输源导管的下方的焊缝,主要是下人孔接管和极板区将处于“死区”,即γ射线源透照不到。
这些区的焊缝应另外透照。
对不同的γ射线机,这个区的范围可能不同,例如有的γ射线机的死区角度约为26°。
此外,为保证曝光的均匀性,应要求送源时间不超过总曝光时间的10%。
球罐γ射线全景曝光时,必须考虑的另一个重要方面是辐射防护。
GB 18465—2001《工业γ射线探伤放射卫生防护要求》对此作出了具体规定,在编制有关规定时应依据这个标准的规定。
主要的方面是控制区和管理区的设定、现场的辐射防护方面的标志设置、工作人员的辐射防护监测等。
球罐γ射线全景曝光的曝光量可依据有关数据通过计算得出。
主要的数据可分为三个方面:源的数据<活度、照射率常数、半值层、散射比等)、球罐的数据<材料、厚度、半径等)、胶片的数据<达到一定黑度所需的曝光量)。
源的半值层厚度、散射比及胶片达到一定黑度所需的曝光量常需通过实验确定。
计算曝光量可用公式或计算尺。
实用的计算公式可写成<4-12)式中A——源的活度<Bq);K r——γ源的照射量率常数<cm2/<h·kg·Bq));T1/2——γ源的半值层厚度<mm);n——γ源的散射比;R——球罐的半径<m);T——球罐的壁厚<mm);X——胶片达到要求黑度所需的照射量<C/kg);t——所需的曝光时间<h)。
应注意,源的活度是透照时的活度,而不是源出厂时的活度。
图4-23是一种设计的γ射线计算曝光量的计算尺,计算尺的基本原理是利用对数将乘除运算转换为加减运算,这样就可以通过尺的移动完成计算过程。
这种计算尺的使用方法是:图4-23γ射线计算曝光量计算尺<192Ir )在定尺2上确定所需的胶片剂量→移动动尺2,使相应源龄对准胶片剂量→移动动尺1,使相应源活度对准动尺2上的厚度→找到动尺1的焦距在定尺1上的对应点。
则对应点的时间值即为所求的曝光时间。
例如,源的当前活度为50×3.7×1010Bq ,达到规定黑度胶片剂量为100×2.58×10-7C/kg ,钢厚度为70mm ,图4-24是此计算的实际位置,从图中可以得到:10s 1min 2510min 201h 2510h 1520h胶片剂量定尺1定尺2192Ir 钢曝光量计算尺(T 1/2=10mm )图4-24 γ射线计算曝光量计算尺的计算例焦距为100cm 时,曝光时间约为32min ;焦距为200cm 时,曝光时间约为2.2h ;焦距为500cm 时,曝光时间约为13h 。
这些值与按公式计算的值基本相同<两者均未考虑散射)。
**4.3特殊焊接接头射线照相检验技术4.3.1 电阻点焊接头射线照相检验技术电阻点焊是一种常用的连接工艺,用于板—板的搭接连接。
其工艺的主要过程是:预处理→夹紧加压→通电→断电通电时在电极下的两板处被加热熔化,形成熔核,断电冷却后形成焊点,通过这些焊点实现板—板连接。
电阻点焊工艺可能产生的主要缺陷是缩孔、气孔、夹杂、裂纹、喷溅、未熔合等,图4-25给出的常见的主要缺陷图像,图4-26是缩孔和裂纹缺陷的剖面图像。
缩孔、气孔、夹杂、裂纹出现在熔核区和熔核的边缘,喷溅出现在熔核的边缘之外,未熔合是两板焊点处仅是机械贴合,未形成熔核,它也是最严重的缺陷。
a) b) c) d) e)图4-25电阻点焊接头的主要缺陷a)、b)缩孔与气孔 c)、d)裂纹 e)喷溅a) b)图4-26 电阻点焊接头缺陷剖面a)缩孔与气孔 b)裂纹电阻点焊的射线照相检验技术,可分为两个方面,一是透照技术,二是缺陷识别技术。
电阻点焊接头射线照相检验技术的透照技术,应根据接头所在工件的具体样式和规格确定。
例如,它可能是平板工件、筒形工件,确定透照技术时只需按这些工件的一般射线照相检验技术处理,电阻点焊接头本身并不存在特殊的要求。
电阻点焊接头射线照相检验技术,需要解决的主要问题是缺陷识别问题,主要是未熔合缺陷的检验问题。
缩孔、气孔、夹杂、裂纹、喷溅等缺陷的识别并不困难,如何判断是否形成熔核,是值得研究的问题。
由于工艺过程存在夹紧加压环节,接头焊点处总有一凹坑,在底片上会形成焊点的影像,但如何判断该点是否经过熔化、形成熔核、然后形成焊点,则存在困难。
这也是电阻点焊接头射线照相检验技术需要研究的问题。
对含铜的铝合金,目前基本的判断依据是,熔核边缘是否存在偏析环,图4-25c和d 是含铜铝合金的焊点影像,焊点影像边缘的不规则的亮环<很低黑度环),是铜偏析环,它们的存在显示了焊接过程中经过了熔化、形成熔核、然后形成焊点的过程,即该焊点不存在未熔合缺陷。
对一些不含铜的铝合金,焊点是否存在未熔合,还未提出容易识别的判据。
图4-25a 和b 是不含铜的铝合金的焊点影像,它们不存在明显的偏析环,但存在一模糊的低黑度环,一些实验证明,此低黑度环的状况与熔核形成状况有关。
一般是,此环比较清晰和完整时,可认为焊点不存在未熔合缺陷,此环很模糊并比较小时,应怀疑焊点可能存在熔化不足的问题,严重时,可能存在未熔合缺陷,这还需要比较系统的实验证明。
在所给出的图像中,从焊点熔核内存在的缺陷应判断它们不存在未熔合缺陷。
4.3.2 波纹管组件电子束对接接头射线照相检验技术波纹管组件的基本结构包括三部分:波纹管、导杆、底座,波纹管为多层结构,每层厚度很小,两端采用电子束焊与底座和导杆之间连接,图4-27是一端的结构形貌。
对所得到的环形电子束焊缝,主要是应保证各层均可靠连接、不存在较大尺寸的缺陷。
由于电子束焊缝尺寸很小,连接区又为实心区域,使得焊接质量难以检验。
显然,波纹管组件电子束焊缝应采用切向射线照相方法,这是一个变截面射线照相检验问题。
即在一次透照区内,射线穿透的厚度具有较大的变化范围。
透照区厚度变化的基本规律,可采用小直径管对接接头射线照相检验技术中的讨论结果。
依据透照厚度变化的规律和设计的具体透照方案,确定透照参数。
此外,必须解决的另一问题是,如何减少散射对电子束焊缝影像的影响,主要是边蚀影响,以得到能够对焊接质量作出评定的射线照相影像。
为减少散射造成的边蚀,除了按一般的理论采取光阑、滤波、遮蔽等措施外,在本问题中简便有效的措施是,采用适当厚度的铅箔增感屏遮盖在透照的波纹管组件上,吸收接近胶片的软射线,这可以有效地改善得到的影像质量。
为了检验电子束焊缝的缺陷,必须采用灵敏度较高的射线照相检验技术,必须采用细颗粒或微颗粒胶片,以保证能够识别细小的缺陷影像。
选择透照参数的考虑与小直径管对接焊缝的考虑相同。
由于采用的是切向射线照相方法,为保证一圈焊缝的质量都能得到有效的检验,必须进行多次透照,实验结果证明,至少进行6次透照,得到在圆周上均匀分布的12点<区)影像,则可以对一圈焊缝质量作出可靠的评定。
由于底片上所能评定的电子束焊缝影像区很小,在评定时必须注意正确地识别影像、识别出是否存在缺陷。
实验证明,按照上述考虑,所提出的射线照相检验技术,可以有效地检验波纹管电子束焊缝的质量。
图4-28是得到的不存在未焊接层和较大缺陷的点<区)的影像,图4-29是最里面一层未焊上的点<区)的影像。
所附的该点的剖切后金相检验照片证明了射线照相检验结果的正确性。
图4-27 波纹管电子束焊缝的基本结构a) b)图4-28 波纹管组件电子束焊缝焊接质量正常点影像a)射线照片 b)金相照片a) b)图4-29 波纹管组件电子束焊缝最里层未焊上点影像a)射线照片 b)金相照片核燃料棒的环形焊缝<和堵孔焊点)是类似于波纹管组件电子束对接接头的特殊焊接接头,它们的射线照相检验技术可以参照波纹管组件电子束对接接头的射线照相检验技术处理。