802D SL数控系统在H057磨床改造中的应用
- 格式:pdf
- 大小:654.85 KB
- 文档页数:2
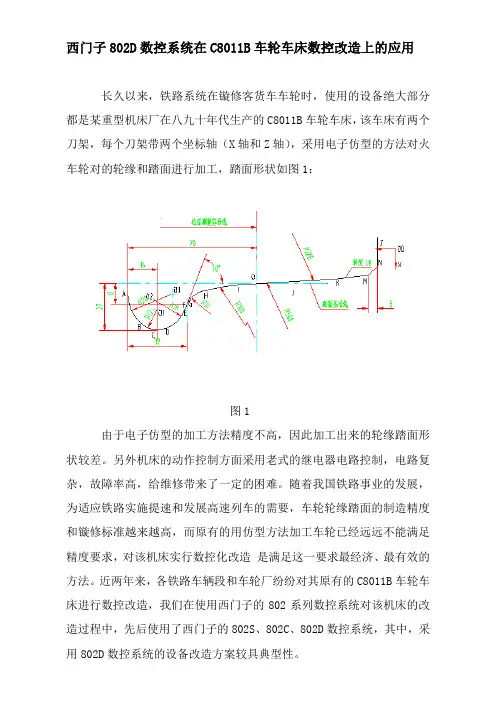
西门子802D数控系统在C8011B车轮车床数控改造上的应用长久以来,铁路系统在镟修客货车车轮时,使用的设备绝大部分都是某重型机床厂在八九十年代生产的C8011B车轮车床,该车床有两个刀架,每个刀架带两个坐标轴(X轴和Z轴),采用电子仿型的方法对火车轮对的轮缘和踏面进行加工,踏面形状如图1:图1由于电子仿型的加工方法精度不高,因此加工出来的轮缘踏面形状较差。
另外机床的动作控制方面采用老式的继电器电路控制,电路复杂,故障率高,给维修带来了一定的困难。
随着我国铁路事业的发展,为适应铁路实施提速和发展高速列车的需要,车轮轮缘踏面的制造精度和镟修标准越来越高,而原有的用仿型方法加工车轮已经远远不能满足精度要求,对该机床实行数控化改造是满足这一要求最经济、最有效的方法。
近两年来,各铁路车辆段和车轮厂纷纷对其原有的C8011B车轮车床进行数控改造,我们在使用西门子的802系列数控系统对该机床的改造过程中,先后使用了西门子的802S、802C、802D数控系统,其中,采用802D数控系统的设备改造方案较具典型性。
选择设备的改造方案时,首先需要考虑的是满足改造要达到的几个要求:1、刀架X轴和Z轴的控制由原仿型控制改由数字轴控制。
2、将原机床的所有动作控制由原继电器电路控制改为PLC控制。
3、切削后的踏面形状满足精度要求,同时操作尽量简单。
为满足以上条件,我们选用了西门子的802D数控系统,该系统是西门子公司近年来推出的数字化数控系统,它的车床版标准配置中带了一块PP72/48模板,可以实现72点输入和48点输出的PLC控制,同时驱动模块为一个双轴功率模块,可以带两个线性轴和一个主轴,在伺服电机中内置了速度反馈和位移反馈传感器可以和主机一起形成一个半闭环控制系统从而能达到很高的机床精度。
而且价格适中,具有很高的性价比,可以很好的满足设备数控改造的要求。
由于C8011B车轮车床采用两个刀架对火车轮对的左右踏面同时加工,因此我们采用了两套802D系统分别控制左右刀架的运动。
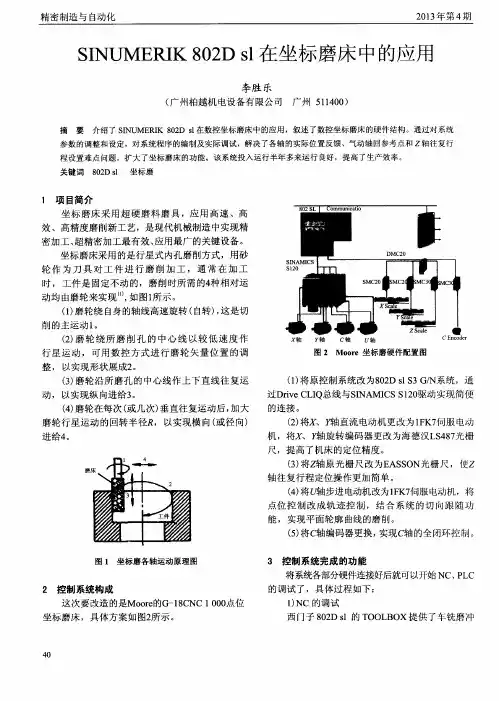
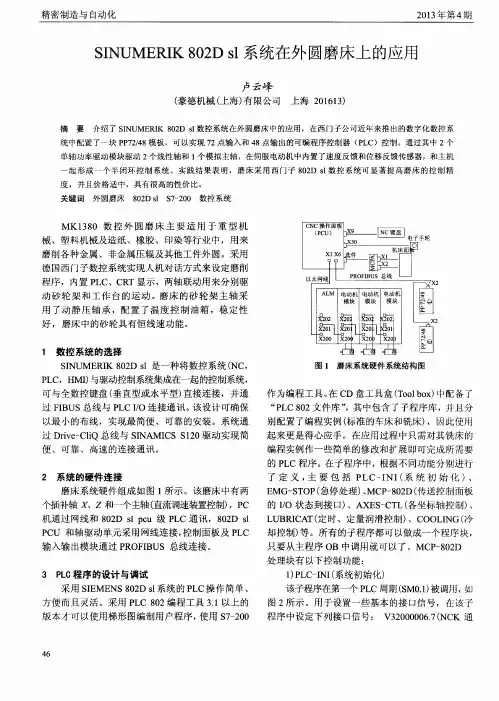
802D SL数控系统在H057磨床改造中的应用摘要:介绍了西门子数控系统802D SL在H057胶辊磨床改造上的应用,主要阐述了H057胶辊磨床多轴联动控制,改造后既增加了磨床的胶辊刻槽功能,又保留了磨床原有的磨削功能。
达到了客户提出的加工需求,提高了磨床的加工效率。
关键词:802D SL;多轴联动;刻槽;磨削H057磨床0引言某冷轧厂镀锌车间涂油胶辊一直以来由外协单位加工,由于外协厂产能增加很快,其胶辊磨床产能严重超载,因此无法继续承担冷轧厂的胶辊磨削加工,需要冷轧厂磨辊车间自行组织生产。
为了解决此问题,根据冷轧厂和磨辊车间研究决定,对现有的H057胶辊磨床进行改造成既能磨削加工涂油胶辊,同时又保证该设备原有的加工功能。
并将这个改造任务交给笔者所在单位,改造后的设备达到了用户要求,下面详细介绍一下改造方法,供大家参考。
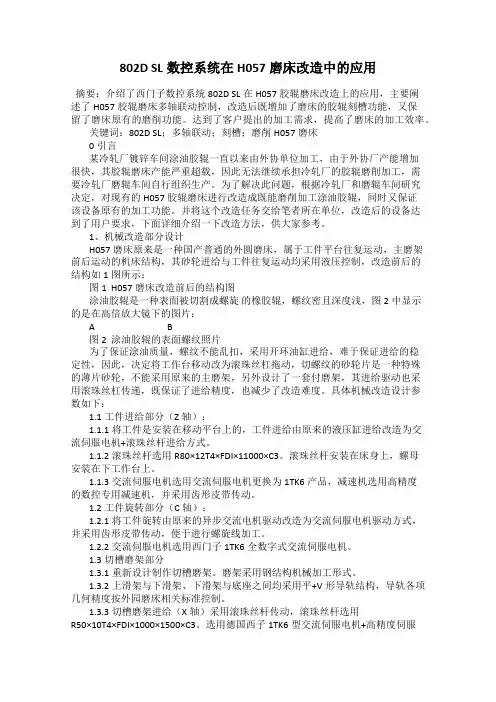
1、机械改造部分设计H057磨床原来是一种国产普通的外圆磨床,属于工件平台往复运动,主磨架前后运动的机床结构,其砂轮进给与工件往复运动均采用液压控制,改造前后的结构如1图所示:图1 H057磨床改造前后的结构图涂油胶辊是一种表面被切割成螺旋的橡胶辊,螺纹密且深度浅,图2中显示的是在高倍放大镜下的图片:A B图2 涂油胶辊的表面螺纹照片为了保证涂油质量,螺纹不能乱扣,采用开环油缸进给,难于保证进给的稳定性,因此,决定将工作台移动改为滚珠丝杠拖动,切螺纹的砂轮片是一种特殊的薄片砂轮,不能采用原来的主磨架,另外设计了一套付磨架,其进给驱动也采用滚珠丝杠传递,既保证了进给精度,也减少了改造难度。
具体机械改造设计参数如下:1.1工件进给部分(Z轴):1.1.1将工件是安装在移动平台上的,工件进给由原来的液压缸进给改造为交流伺服电机+滚珠丝杆进给方式。
1.1.2滚珠丝杆选用R80×12T4×FDI×11000×C3。
滚珠丝杆安装在床身上,螺母安装在下工作台上。
西门子802D车床的数控化控制方案设计作者:宋广雷;周春华来源:《价值工程》2010年第32期摘要:本文通过对通用车床进行西门子802D数控化改造,介绍机床数控化设计的具体内容,探索旧设备的新型利用方式。
Abstract: This paper introduces a method of the numerical control design based of siemens 802D system and presents the details. It provided a new way to utilize the old equipments.关键词:西门子802D;数控化改造Key words: SIEMENS 802D system;numerical control design中图分类号:TH11 文献标识码:A文章编号:1006-4311(2010)32-0184-020引言数控技术水平的高低和数控设备拥有量的多少已成为衡量一个国家工业现代化的重要标志[1]。
随着机电一体化技术的迅猛发展,数控机床的应用已很普及,然而,发展数控技术的最大障碍就是添置设备的初期投资大,这使许多中小型企业难以承受。
如果淘汰大量的普通机床,而去购买昂贵的数控机床,势必造成巨大的浪费。
因此,普通机床的数控化改造设计大有可为。
为了专业教学的需要,更新现有的数控实验设备以改善办学条件,比较经济有效的办法就是充分利用和改造现有的设备,满足实践教学的需要。
1系统改造设计方案在调研的基础上对CW6132车床进行数控化控制设计,设计的主导思想是数控化后的机床,能够达到使用一台数控机床就可提供一个整班实施电气装调实训的配套设备与环境,同时也能满足一定的机械加工任务。
所以在机床改造设计时,根据机床功能要求进行结构设计,要求电气元件的安装,接口信号的端子安排都要进行最大程度的整合。
在改造方案中,利用该机床的机械结构,液压冷却系统作相应调整,重新设计新型防护罩板,用滚珠丝杠副代替原滑动丝杠副,进给伺服系统中采用交流伺服电动机,X轴选用1FK7060,Z轴选用1FK7063交流伺服电动机,机械连接采用电机与丝杠副通过联轴节带来传动;主轴的驱动取消原接触器控制方式,采用西门子公司生产的MM420变频器作为主轴的驱动装置,并在802D系统中将其配置为模拟主轴,另外重点对机床电器控制部分的具体功能进行分类整合。
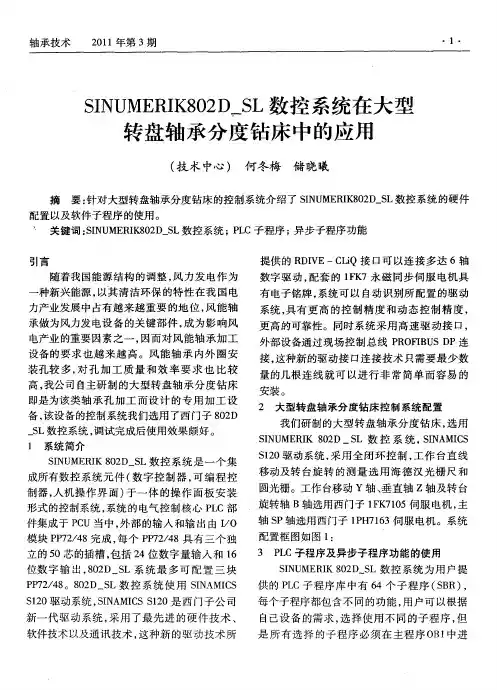
基于西门子802D sl数控系统的伺服刀架控制作者:尚陆华王恩为来源:《硅谷》2013年第06期摘要本文针对SIEMENS 802D sl数控系统的数据接口及伺服刀架机构的特点,分析总结出在数控机床中用NC-PLC实现伺服刀架控制的原理及方法,提出伺服刀架的控制流程,并编程实现伺服刀架的有效控制。
关键词 SIEMENS 802D sl;NC-PLC;伺服刀架中图分类号:TP315 文献标识码:A 文章编号:1671—7597(2013)032-025-02刀架,作为数控车床类产品上最重要,最核心的机械部件之一,主要用于夹持切削用的刀具,许多刀架还直接参与切削工作,因此刀架可靠性的好坏,性能的优劣,都直接影响到机床的切削性能和切削效率等。
随着刀架结构,技术的成熟,性能的提高及伺服驱动系统价格的降低,在数控车床上已越来越多地选择配置液压伺服刀架本文主要基于西门子802D sl数控系统,针对卧式12工位伺服刀架展开对回转刀架的结构,数控系统的接口,伺服控制器的接口等进行介绍,并编程分析了伺服刀架的控制原理及过程。
1 伺服刀架控制系统的工作原理1.1 回转刀架介绍数控车刀架一般分为3类,排刀式刀架一般用于小规格的数控车床,以加工棒料或盘类零件为主;当由于某种原因需要数量较多的刀具时,通常采用带刀库的自动换刀装置;本项目中采用的即为数控车床中最常用的一种典型换刀刀架-回转刀架,其是一种最简单的自动换刀装置。
回转刀架上回转头各刀座主要用于安装各种不同用处的刀具,数控机床的自动换刀就是通过回转头的旋转,分度和定位来实现的。
回转刀架主要分为立式刀架和卧式刀架两种,立式回转轴垂直于机床主轴,多用于经济型数控车床,卧式回转刀架的回转轴平行于机床主轴,可径向与轴向安装刀具。
1.2 数控系统的接口西门子的820D sl系统的核心是PPU,它主要包括NCK,PLC,HMI,闭环控制和一些通信任务。
在控制系统中,NCK与PLC通过数据块进行数据信息传递。
西门子SINUMERIK 802D 数控系统在轧辊车床数控改造中的应用孙瑜摘要数控机床和普通机床相比具有工作效率高,加工精度高,易操作,故障率底等优点。
但要购买一台新的数控轧辊车床可能要耗资数百万甚至数千万元,如果利用802D系统对原有的轧辊车床进行数控改造,只需要几十万的投资。
而且轧辊的加工工艺相对来说比较简单,对轧辊加工的尺寸精度要求也并不是非常苛刻,所以采用SIEMENS 的经济型数控系统SINUMERIK 802D 作为轧辊车床的数控改造系统是非常合适的。
本文根据一个轧辊车床的改造实例,阐述了使用SINUMERIK 802D数控系统进行轧辊车床数控改造的方法与步骤。
关键词:SINUMERIK 802D数控系统、轧辊车床、数控改造、数控系统调试原CA84125D轧辊车床的基本功能描述该车床具有一个主轴和两个独立刀架。
每个刀架可以独立的进行操作。
整个轧辊加工过程全都由操作人员手动进行操作。
每个刀架的纵向和横向进给是由一台永直流伺服电动机驱动的,依靠六只电磁离合器来切换刀架的进给方向和机械档位,所以刀架的纵向和横向不能同时进给。
主轴直流电动机速度的调整是通过调整操作面板上的可调电位器从而改变SIMOREG V57直流调速器的模拟给定来完成的。
主轴速度分为三档,由两只液压缸执行换档动作,由五只限位开关来检测三档档位。
车床没有测量装置,工件的加工尺寸完全由操作人员手工测量控制。
机床有一个液压站,主要负责给主轴浮动轴承和主轴换档液压缸供油。
机床尾座的前后移动是电动的。
顶针的前后移动有电动和手动两种方式。
顶针的压力值由一只测力仪显示。
由于该车床采用传统的接触器、继电器控制回路完成逻辑控制,所以电气柜内元件布置的十分拥挤,接线也相当复杂。
一旦出现电气故障,检查处理非常困难。
SINUMERIK 802D 系统描述SINUMERIK 802D是西门子公司推出的全数字化控制系统。
它集成了NCK、PLC、HMI 于一体,拥有易操作的人机界面。
西门子802Dsl数控系统在1300—CNC车削中心改造中的应用作者:段玉成梁明江体平来源:《中国新技术新产品》2013年第14期摘要:本文着重阐述了西门子802Dsl数控系统在特殊车削中心改造中的应用。
重点对改造过程中的车铣转换、选刀与刀具旋转转换、C轴位置坐标确定等疑难问题的解决方案进行了详细叙述,为引进车削中心设备的改造提供了借鉴。
关键词:西门子802Dsl数控系统;1300-CNC车削;改造中图分类号:TM93 文献标识码:A1300-CNC车削中心是20世纪90年代初从瑞士引进的机床。
该机床有X、Z、C三个为全闭环的进给轴、一个主主轴和一个刀具旋转主轴,同时刀具旋转电机兼顾刀架选刀功能。
该机床原配置的数控系统为西门子840C。
由于该机床使用时间长、电器元件和数控系统严重老化,致使机床可靠性降低,故障频繁,不能正常使用。
鉴于机床主体刚性、机械结构部分依然良好,故决定对该机床进行改造。
1改造方案1.1数控系统更换机床原配置的系统为功能较为强大的西门子840C数控系统,如果要保证机床原有的功能,必须采用功能相当的西门子840D系统,但考虑到改造成本及实用性,经仔细分析、比较对比,决定采用价格相对偏低的西门子802Dsl系统进行改造。
用创新设计思路弥补802Dsl在功能上的缺陷。
1.2控制电路改造按照西门子802Dsl数控系统的配备,重新设计电气原理图。
为节约改造成本,对外围的一些性能依然良好的检测开关、光栅尺、园光栅、电缆、接插件进行了保留;对控制柜内性能完好的变压器、电抗器、断路器、接线端子等器件进行了利用;对其它一些老化的电器元件和电缆进行全面更换、重新选型;对控制柜、分线盒进行重新布局、安装。
2 改造过程中几个疑难问题的解决2.1对车铣转换疑难问题所实施的解决方案西门子802Dsl数控系统在车削中心的车铣转换必须满足:车床主轴为第一主轴,刀具旋转为第二主轴,车削时,第一主轴为车床主轴,转换成铣削后,第一主轴自动转换成C轴,第二主轴成为铣削主轴。
基于西门子802DSL高级功能的智能防错系统开发谭昌彦【摘要】应用802DSL数控系统的高级功能,开发智能防错保护系统,自动防患或消除人为操作失误及机床坐标系统基准变化引起的砂轮与工件之间碰撞.一旦发生工件与砂轮间的意外碰触,能将冲击转矩降到限定极限内并停止进给,从而消除对机床和工件的损伤.【期刊名称】《机械工程师》【年(卷),期】2016(000)007【总页数】2页(P95-96)【关键词】防错;异步程序;软件挡块;运行到固定点【作者】谭昌彦【作者单位】重庆潍柴发动机有限公司,重庆402262【正文语种】中文【中图分类】TG659工厂MKC1380曲轴磨床虽然配置了西门子802DSL数控系统,砂轮架横向进给轴由西门子最新技术的带DRIVE-CLIQ总线接口的S120伺服驱动器及1FK7高性能伺服电机驱动,受机床总体机械结构的限制,如:工作台纵向移动由液压控制,马波斯在线测量尺FENAR的投入和撤出需人工手动完成,机械式中心架也需在磨削过程中进行手动调整等,机床不能实现自动化程序加工。
机床操作员虽是老员工,但过去一直操作普通外圆磨床,对数控没什么概念,因为误操作,导致在砂轮快速引刀过程中砂轮与曲轴轴径相撞,在轴径外圆表面局部磨出一很深的平面,平面处轴径尺寸比工艺要求的最终尺寸小8 mm多,引起加工的6250曲轴报废,造成直接经济损失超过10万元。
机床原加工方式为:可以在自动方式执行进刀程序将砂轮引进到安全磨削位置,手动挂好在线测量尺、再切换到手轮进给方式磨削,磨削到要求尺寸后,手动返回在线测量尺,调用退刀程序将砂轮退到远离工件位置,再跳档到下一磨削档位,重复进行下一轴径加工。
机床X轴参考点与机械零点重合,设在远离头尾架顶尖中心线位置,也就是说X轴回参考点,能将砂轮退到远离工件位置。
操作员在加工过程中一直是用X轴回参考点来执行砂轮退刀动作的,如图1所示,X轴机械式回零开关动作灵活时,每次回零操作都能返回到图中的正确位置;但是长期的磨屑污垢在开关滚轮杆周围聚集后,滚轮触头回位不灵活、时快时慢,可能越过离开关最近的一个零位脉冲后开关才复位,这样确立的参考点位置就是图中的“异常零点位置”,与正常位置相差一个螺距(10 mm)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。