普通外圆磨床数控化改造
- 格式:pdf
- 大小:152.26 KB
- 文档页数:3
题目四 C6132普通车床的数控改造设计1. 设计目的:通过C6132普通车床的数控改造,使学生们掌握普通机床改造的方法,具有灵活运用相关知识的能力;2. 设计内容及要求:C6132型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。
本设计任务是对C6132普通车床进行数控改造。
利用微型计算机对纵、横向进给系统进行开环控制.纵向脉冲当量为0.01mm/脉冲.横向脉冲当量为0.005mm/脉冲,驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
3. 设计成果:1)电动机的选取2)相关硬件电路图普通车床数控改造——C6132总体设计及横向进给设计机械设计制造及其自动化摘要本次设计是对普通车床C6132的数控化改造。
主要包括:主传动系统的改造、进给系统的改造、导轨和刀架的改造,以及控制系统改造。
结果表明,改造后的车床具有自动化程度高、精度高等优点,并且降低了成本,提高了原机床的使用价值。
关键词:车床数控改造滚珠丝杠数控系统一、总体方案拟定数控车床主要用于轴类、盘类零件的加工, 能自动完成外围柱面、内孔、锥面、圆弧面、螺纹等工序的粗细加工, 并能在圆柱面或端面上进行铣槽、钻孔、铰孔等工作, 可以实现回转体零件在预先加工好定位基面后, 一次装夹下完成从毛坯到成品的全部工序。
因此能够极大的提高生产率。
C6132车床主要用于对小型轴类、盘类以及螺纹零件的加工。
数控车床的结构改造要求:在改造中应尽可能保留原机床结构。
主传动系统中保留主轴箱内滑移齿轮变速机构,取消原操作手柄,实现主轴的正反转及停止,改由数控系统直接控制主电机,当数控系统发出M03指令后,主电机正转,通过传动系统实现主轴正转。
纵、横进给系统均采用交流伺服电动机。
用滚珠丝杠螺母机构代替普通的滑动丝杠螺母机构,具有摩擦力小,运动灵敏, 无爬行现象, 也可以进行预紧, 以实现无间隙传动,传动刚度好,反向时无空程死区等特点。
可提高传动精度。
普通车床数控化改造的主要内容
1.数控系统的安装与调试:将数控系统安装在车床上,并进行相关调试,确保其正常运行。
2. 电机和传动系统的更新:将传统的电机和传动系统替换为具有更高性能的电机和传动系统,以确保数控系统的稳定性和精度。
3. 自动化控制系统的集成:将自动化控制系统集成到数控系统中,以实现对车床的自动化控制和监控。
4. 床身和导轨的改造:对床身和导轨进行优化改造,以提高车床的刚性和稳定性,从而提高加工精度和效率。
5. 刀架和刀具系统的升级:升级刀架和刀具系统,以适应数控系统的要求,提高加工精度和效率。
6. 系统的集成和测试:将各个部分集成起来,并进行测试和调试,以保证整个数控化改造系统的正常运行。
通过上述内容的改造,普通车床能够实现数控化加工,提高加工精度和效率,满足市场对加工品质和效率的要求。
- 1 -。
普通车床的数控化改造方案摘要:为了提高我国机床的国际竞争力,满足生产和教学需要,将普通车床进行数控化改造并提高其使用的多功能性、安全性是大势所趋,在对普通车床进行改造的同时,设计出便于工人使用的机床附属元件也是很有意义的,所以本次设计改造主要包括对普通车床进行数控化改造、“车、铣、钻复合”车床改造及安全扳手的设计改造。
车床;改造;数控化;多功能性;安全性1.引言我国是世界上机床产量最多的国家,目前机床总量380余万台,但其中数控机床总数只有11.34万台,数控化率不到3%,在国际市场竞争中处于较低水平。
所以,投入较少的资金,将普通车床改造升级为数控车床,可以为企业创造可观的经济效益,可以使学校适应现代化生产和教学的要求,同时也可提高我国机床的数控化率。
并且,在普通车床改造升级为数控车床的基础上,还要更大程度的提高该数控车床的多功能性、安全性、加工精度和生产效率,因此提出了以下改造方案。
2.改造方案2.1数控化改造方案对普通车床进行数控化改造,可以提高加工效率、加工精度和自动化程度,数控改造分为硬件设计和软件设计两个部分。
硬件设计主要包括液压卡盘、液压尾座的总体布局设计,及其主要零件形状、尺寸、材料的设计,在制造前还要对其进行有限元分析^p ,从而优化设计;软件设计主要包括PLC 和CNC系统的设计,包括CNC系统的选择及电气控制线的连接、PLC系统的选择及与CNC机床联接方式的确定,并设计与其配套的附属元件。
2.2“车、铣、钻复合”车床改造方案车铣复合是实现工件完整加工的有效方法,减少了零件在加工中重复拆卸、安装、找正所耗费的时间。
动力刀塔的设计是车铣复合车床的重要部分,它的性能将直接影响零件的加工精度、表面质量和机床生产率。
基于以上考虑,将动力刀塔设计如下:动力刀塔由步进电机、伺服电动机、横溜板、燕尾槽动导轨、立柱、动力头、刀具等组成,其中动力头是主要组成部分。
动力头部分可以安装十二把刀具,分别为车刀、铣刀、钻头、螺纹刀等;动力头安装在立柱上,可做旋转运动,方便了更换刀具;立柱可以沿着燕尾槽动导轨上下滑动,同时与主轴的旋转运动相配合,可以实现刀具与工件之间X向、Y向的相对运动。
普通车床数控化改造设计
一、引言
二、设计方案
1.机床结构设计
机床结构设计是普通车床数控化改造的关键环节之一、首先需要对原有车床结构进行分析和评估,确定是否适合改造。
然后根据数控系统的要求进行设计改造,包括添加刀塔、伺服电机、控制系统等。
同时还要考虑加工精度、刚性和工作台移动等因素。
2.操作系统选择
操作系统是数控车床的核心,直接影响数控系统的性能和稳定性。
常见的操作系统有FANUC、SIEMENS、MITSUBISHI等,选择合适的操作系统需要考虑产品性能、技术支持和成本等因素。
3.传感器和执行器选型
传感器和执行器是实现数控车床动作控制的关键元件。
合理选择传感器和执行器可以提高系统的稳定性和精度。
常见的传感器有光栅尺、编码器等,执行器有伺服电机、步进电机等。
三、设备选型
设备选型是普通车床数控化改造的重要环节之一、根据设计方案选择合适的数控系统、传感器和执行器等设备。
1.数控系统选型
数控系统是普通车床数控化的核心设备之一、常见的数控系统有FANUC、SIEMENS、MITSUBISHI等,根据操作系统的选择确定数控系统的型号和配置。
2.传感器和执行器选型
根据设计方案确定合适的传感器和执行器。
传感器需要具有高精度、高稳定性的特点,执行器需要具有高速度、高精度、高扭矩的特点。
五、总结。
普通车床数控化改造方案一、待改造设备明细:1、设备名称:普通卧式机床2、设备型号:CA61363、生产厂商:沈阳第一机床厂4、该设备最大工件回转直径360mm,最大工件长度750mm的普通卧式机床。
二、改造目的:1、实现锚具用的夹片的数控车床生产。
2、提高夹片的生产效率和加工精度。
3、不改变原有机床的机械结构;4、增加数控控制部分,实现机床机械加工自动化;5、增强机床的可操作性;6、提高生产效率,提高加工精度,降低劳动成本,降低工人劳动强度。
三、改造方案及配置:1、X向进给轴改造:拆除机床原有手动进给机构和小丝杠更换为精密滚珠丝杠副,大托板尾部用铣床加工后便于滚珠丝杠与驱动电机连接,尾部安装电机支座及驱动电机,用连接轴连接。
2、Z向进给部分的改造:拆除原机床的丝杠、光杠、走刀箱、溜板箱;驱动电机安装在原走刀箱位置将滚珠丝杠安装在原丝杠安装位置,用连接轴连接丝杠与电机并用销钉锁紧,大托板与丝杠副采用三角支架和直角板连接利用原溜板箱孔位用高强度内六方螺栓锁紧,3、刀架部分改造:刀架部分是机床主要功能部分,对其改造主要是为了实现多把刀连续工作,自动换刀加工。
拆除原机床刀架及小托板,换上夹片加工专用排刀架。
该刀架操作简单,经济实用、加工精度高、刚性好、使用寿命长、工艺性好等特点。
配套刀具的选用可以选用数控机加刀具也可选用普通磨制车刀。
4、电器部分改造:数控系统采用南京公司生产的最新数控系统,驱动电机采用国产三相混合式步进电机;电机驱动模块采用南京大地数控系统内襄式驱动器;加装电器控制部分;安装数控系统与驱动电机、电机驱动器、车床主轴连接及控制单元。
取消原机床润滑系统,增加手动间歇润滑泵对两个进给导轨副、滚珠丝杠副进行润滑。
增装X、Z轴行程开关及相关附件。
5、数控系统介绍:数控系统采用高性能微处理器和大规模可编程逻辑阵列的专用数控电路,抗干扰能力强,可靠性高。
具有自诊断功能,内外部状态实时显示出现异常立刻报警。
CA6132普通车床的数控化改造班级:指导老师:摘要随着现代科技和社会生产水平的不断提高,零件的精度要求越高,要求用于零件加工的机床有更高的精度和自动化。
考虑到机床的生产能力和成本问题,以旧车床为基础,通过数控化改造提高机床的占有率是一条节约资金而又快速有效的方法。
本文以CA6132作为研究对象,主要研究容如下。
本文对CA6132普通车床的数控化改造进行了深入研究,包括对数控车床结构的分析、数控车床的改造方案、主传动系统的设计、主轴的形状结构的设计与计算、主电动机的选择、进给伺服电机的选用、滚珠丝杆的计算与选用。
根据机械、动力学原理,重新设计了车床的主传动系统,使车床实现变频无级调速。
结合车床工作条件加工质量,合理选择滚珠丝杆、齿轮和伺服电机。
通过以上的设计即可实现数控车床的改造,实现要求的技术参数。
关键词:机床占有率数控化改造伺服电机主传动滚珠丝杆Numerical control innovation of CA6132common latheAbstract:With the continuous improvement of modern science and technology and the level of social production, the higher the accuracy of the parts, the requirements for the machine tool has a higher precision of parts processing and automation. Considering Machine tool production capacity and cost into consideration, improving machine toolˊshare by numerical control transformation is an efficient and quick way.In this paper, the CA6132 ordinary lathe numerical control transformation was studied. That includes the analysis of the numerical control lathe structure, the retrofit scheme of numerical control lathe, the main drive system design, the shape of the spindle structure design and calculation, the choice of main motor, feed servo motor selection, calculation and selection of ball screw. The main drive system of machine tool was redesigned According to the principle of machinery and dynamics, making makes the lathe realize frequency conversionstep less speed regulation. Combined lathe processing quality of working conditions, choose the ball screw, gear, and servo motor. Design of CNC lathe can be realized through the above reform, realizing technical parameters as required.Key words: machine toolˊshare numerical control transformationservo motor目录第1章绪论01.1数控技术与数控机床01.2 数控化改造的背景01.3 数控化改造的优点11.4 普通车床数控化改造的现状21.4.1数控化改造国外发展现状21.4.2 普通机床数控化改造的趋势21.5 数控化改造的目的和容31.5.1 数控化改造的目的31.5.2 数控化改造的容4本章小结4第2章机械部分数控化改造总体方案52.1 CA6132普通车床与数控车床的参数对比52.2 数控化改造的总体设计方案62.2.1主传动系统62.2.2进给传动系统的改造62.2.3刀架的改造72.2.4 改造方案图8本章小结8第3章主传动系统的数控化改造93.1 主传动系统的传动方式93.2 主轴驱动与控制103.3 主轴电动机103.4 主轴组件113.4.1 主轴组件的性能要求113.4.2 主轴113.4.3 主轴轴承123.4.4 主轴组件的计算123.5 带传动设计143.5.1 带轮153.5.2 同步带的选用与计算15本章小结17第4章进给系统的数控化改造184.1 进给伺服系统的组成184.2 进给伺服系统的基本要求184.3 进给伺服系统的控制方式194.4 进给系统改造204.4.1 电动机的选用204.4.2 滚珠丝杆的计算与选择204.4.3 齿轮传动消隙机构28本章小结28第5章自动换刀装置的设计305.1 自动换刀装置的作用与要求305.2 自动换刀装置的选用30本章小结30结论31致 32参考文献33第1章绪论1.1数控技术与数控机床数控技术,简称数控(Numerical Control——NC),是利用数字化信息对机械运动与加工过程进行控制的一种方法。
普通机床的数控改造普通机床是一种非常重要的机械设备,在各种生产制造过程中都扮演着重要的角色。
虽然它能够满足大部分的加工需求,但是在某些特定的场景中,传统机床也存在一些弊端,这时候普通机床的数控改造就十分必要。
普通机床数控改造是指将传统的非数控机床进行改装,使其具备数控加工的能力,从而提高其加工精度和生产效率。
数控改造可以应用于多种类型的机床,例如铣床、车床和钻床等。
这种技术在实践中已经得到了广泛的应用,其优点在于改造后的数控机床能够实现高精度、高效率、高自动化程度的加工,并且在生产过程中能够减少人工干预,避免人为错误的发生。
为什么要进行数控改造呢?其主要原因在于普通机床不能完全满足现代生产的需要。
在传统机床加工过程中,往往需要通过人工来控制机械的加工过程,这样不仅提高了出错率,同时也极大地影响了加工效率。
而通过进行数控改造,可以通过计算机控制机床加工过程,实现高精度、高效、高稳定性、高自动化程度的加工效果。
数控改造的最大好处就是提高了加工的准确性和生产效率。
因为数控加工过程中所有的加工参数都可以在程序中进行预先设置,这样就可以大大降低加工误差和减少加工重复次数,从而提高了生产效率。
同时,数控加工具有高度的重复性,可以确保生产的每个产品都拥有相同的大小、形状和质量标准,提高了产品质量。
除此之外,数控改造还能够提高机床的使用寿命。
因为数控精度高,能够保证机床的使用寿命长。
同时,数控机床还能够实现多种加工模式的切换,适应不同的加工要求。
这种灵活性与多功能性,使得数控机床在很多领域都能够发挥出更好的性能。
当然,数控改造并不意味着完全抛弃传统机床。
纯数控加工设备通常价格昂贵,而数控改造可以在不大幅度增加成本的情况下,将现有的机床进行升级,使其具备较好的数控加工能力。
总之,普通机床数控改造是一个非常有实际意义的技术,它可以提高生产效率、产品的质量和机床的使用寿命,具有广泛的应用前景。
虽然改造的难度较大,但是在技术不断进步的背景下,这种技术越来越成熟,实现的难度也越来越低,预计会在未来得到更广泛的运用。
磨床数控化改造设计1.引言磨床是一种常见的金属切削加工设备,用于加工精密零件。
传统的磨床操作复杂,效率低下,难以满足现代工业对精度和生产率的要求。
因此,将磨床进行数控化改造是一个重要的工程,可以提高生产效率和产品质量。
本文将介绍磨床数控化改造设计的关键方面。
2.设备选择在进行磨床数控化改造前,需要选择合适的数控系统和相关设备。
目前市场上有多种数控系统可供选择,如Siemens、Fanuc等。
要根据磨床的规格、使用要求和预算等因素来选择适合的数控系统。
同时,还需要选择相应的伺服电机和驱动器,以及传感器和编码器等相关设备。
3.机械结构调整在进行数控化改造时,需要对磨床的机械结构进行调整。
首先,需要对磨床的导轨、主轴和滑块等关键部件进行检修和维护,确保其良好的工作状态。
然后,根据数控系统的要求,对磨床进行改进和加工,如增加线性导轨、调整传动方式等,以提高精度和稳定性。
4.硬件接口设计数控系统需要与磨床的各个部件进行通信和控制。
因此,需要设计适配器和接口板,将数控系统的控制信号转化为磨床能够接受的信号。
这涉及到电气和电子方面的知识,需要根据具体磨床的设备和数控系统的要求来设计。
5.编程和控制数控化改造后,磨床需要进行编程和控制。
编程是通过数控系统来告诉磨床如何进行加工操作和移动。
传统的编程方式是使用G代码和M代码,但随着技术的发展,现在还可以采用CAD/CAM软件来进行编程。
控制是指数控系统对磨床进行运动控制和参数调整。
数控系统可以通过插补算法来实现复杂的运动轨迹控制,同时也可以根据不同的工件进行参数调整,以实现更高的加工效率和精度。
6.总结磨床数控化改造可以提高加工效率和产品质量,是现代工业中的重要工程。
在进行数控化改造设计时,需要选择适合的数控系统和相关设备,调整磨床的机械结构,设计硬件接口,进行编程和控制。
这些关键方面的设计将直接影响磨床的数控化改造效果。
因此,在设计过程中需要充分考虑实际情况和需求,确保改造后的磨床能够满足生产要求。
SIELEMANN RFrB80数控立式内外圆磨床的改造胡国清(武汉华中自控技术发展有限公司,湖北武汉430077)内容提要:阐述了RFrB80磨床改造的方案及实施过程中的主要技术要点,包括参数组切换、动平衡系统、电磁吸盘控制、磨削加工界面等。
关键词:数控磨床;改造Transformation of NC vertical internal-external grinding machineSIELEMANN type RFrB80HU Guoqing(Wuhan Huazhong Automation Technology Devolopment Ltd.,Wuhan 430077,CHN)Abstract:The scheme and primary technology of RFrB80 grinding machine transformation is expatiated, including to parameter groups switchover, dynamic balance system,electromagnetic chuck control, grinding MMI, etc.Keywords:NC grinding machine;Reproducing1. 机床概述RFrB80数控立式内外圆磨床是德国HANS SIELEMANN公司在上世纪90年代初生产的,可磨削内圆、外圆、平面、孔底面等,工作台具有偏心调整数显,可手动调整偏心量磨削偏心内外圆。
机床最大加工直径800mm,工作台移动X轴行程1000mm,磨头垂直移动Z1、Z2行程780mm,立柱旋转Q轴行程200°,砂轮修整器安装在工作台上。
机床X、Z1、Z2轴传动均为伺服电机驱动滚珠丝杆带动轴移动,Z1、Z2轴各带有两个平衡油缸,平衡油缸压力通过比例阀分流控制;工作台通过液压静压浮升,工作台旋转S1轴传动通过伺服电机经减速箱和皮带驱动旋转,工作台上下层通过六块电磁铁控制是否夹紧,台面为电磁吸盘用于固定工件;立柱通过液压静压浮升,Q轴传动通过伺服电机经谐波齿轮箱和齿圈驱动旋转;内外圆磨头传动均通过异步交流电机通过皮带驱动磨头旋转,其中外圆磨头带有动平衡调整系统。
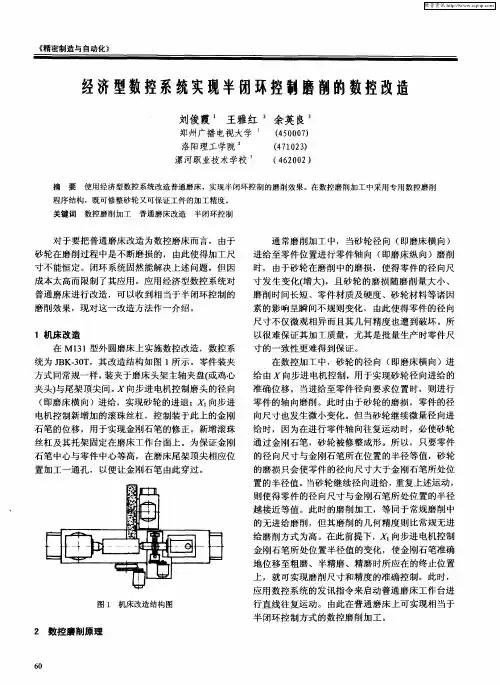
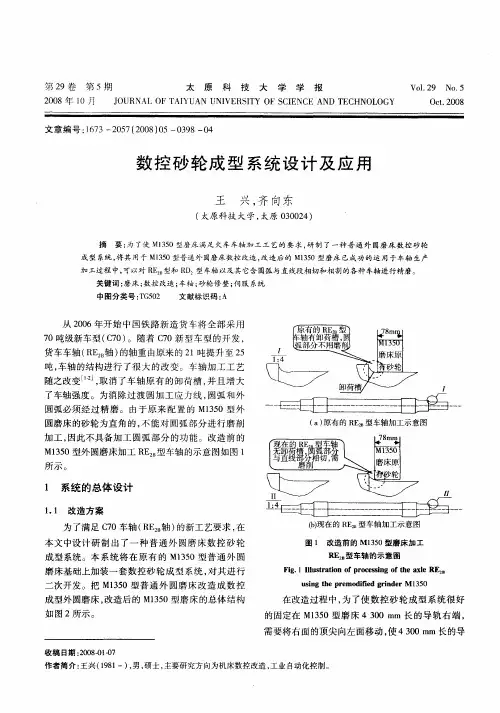
普通外圆磨床数控化改造刘贵杰1,2,巩亚东1,王宛山1(1.东北大学,辽宁沈阳110004;2.山东轻工业学院,山东济南250100)Study on N umerical Co nt rol M odification fo r General Grinding M achineLIU Gui j ie 1,2,GONG Ya dong 1,WA NG Wanshan 1(1.N or theastern Univ ersity,She nya ng 110004,China;2.Sha ndong Lig ht Industry Institute,J inan 250100,China) 摘要:在磨床原有液压系统的基础上,利用电磁节流阀和光电编码传感机构,通过子学习和微调控制策略,可以实现磨削循环的自动化和曲面轴零件的磨削加工,对实现普通磨床的低成本数控改造。
关键词:外圆磨床;数控系统;自学习控制策略中图分类号:TP 27文献标示码:A文章编号:1001-2257(2002)06-0032-03Abstract :The numeral co ntro l scheme of g en-eral g rinding m achine by personal co mputer is pre-sented,on the basis of hydraulic pressure system ,by using electromag netism thro ttles a nd photoelec-trical enco der,through selfstudying co ntro l and self studying co ntrol strateg y ,the automatic cy-cle g rinding pro cess and curv ed shaft w o rk pieces g rinding can be realized,it is sig nificance fo r real-izing low price numeral contro l modifica tio n fo r g eneral g rinding machine .Key words :cylindrical g rinding machine ;co m-puter control system;self studying control strate-g y.收稿日期:2002-04-10基金项目:教育部科学技术研究重点资助项目(200032)0 引言磨削加工数控技术虽然起步较晚,目前也已取得了重大进展,已研究出诸多控制方案。
这些控制方案大都是采用步进电机或交流(直流)伺服电机作为驱动源,它们具有较高的控制精度,目前普遍用于工业数控机床上。
但是,步进电机、交流(直流)伺服电机和它们的驱动器价格较高,对那些控制精度要求较高的数控机床是必要的,对那些加工精度要求不太高的机床,采用上述控制方案不经济。
利用计算机和电磁节流阀,对普通外圆磨床进行数控改造,实现了外圆磨床工作台和砂轮架位移量和位移速度的精确控制,实现了曲面圆柱体零件的自动循环磨削加工,在一定程度上提高了普通外圆磨床的应用范围和自动化水平。
1 系统构成及工作原理1.1 系统构成系统总体结构框图如图1所示。
系统控制硬件图1 系统总体结构框图主要由辨向电路、功率放大电路和接口电路等组成。
1.1.1 辨向电路编码器的辨向电路如图2所示,它由74LS74图2 编码器的辨向电路图和74LS 08两块集成电路芯片组成。
其中74LS 74是两路D 触发器,其功能是当C 端上升沿到来时,Q 取D 端的值,在其余时刻,Q 保持原值,Q 是Q 的反。
编码器送出的两路脉冲A 与B 是相位相差90°·32·《机械与电子》2002(6)的方波脉冲(见图3),向上运动时,A 波超前B 波90°,向下运动时,A 波滞后B 波90°。
这样,当活塞向上运动时,接入D 触发器C 端的A 波上升沿对应送入D 端的B 波的低电平。
因此,Q 为0而Q 为1,反之,当活塞向下运动时,Q 为1而Q 为0。
集成电路片子74LS 08是4个与门组成的,将Q 信号送入一个与门的一个输入。
Q 接入另一个与门的一个输入,再将方波A 、B 分别接到两个与门的另一个输入,于是当向上移动时,左边与门一端输入为Q =1。
其输出将随另一输入A 方波的变化而变化。
因此,向上运动时的脉冲序列由此与门输出送入CTC0。
此时,右边与门的一个输入接Q =0,无论另一输入如何变化,其输出都只能为0。
同理,向下移动的脉冲序列由右边与门输出送入CTC 3。
1.1.2 功率放大电路功率放大电路如图3所示。
集成芯片74LS06图3 功率放大电路由6个非门组成,其作用是使PIO A 口发出的电压信号取反,同时增大驱动能力以使固态继电器中的发光二极管充分导通。
当PIO 输出的信号为1时,经非门后,其相应的输出为0,固态继电器中的发光二极管正向导通,双可控硅导通,使所接的电磁阀线圈通电。
1.2 系统工作原理泵产生的高压油,经过控制阀的控制与油缸两腔相通。
由图1可知,当电磁阀13通电,阀12断电时,油缸上腔进油,下腔排油,活塞向下移动。
反之,当13阀断电,阀12通电时,活塞向上移动。
活塞移动的速度,取决于进入油缸液体的流量,而流量可以通过节流阀4、5、6、7进行调节,由电磁阀8、9、10、11的通断组合确定。
6个电磁换向阀的通断,由计算机的输出进行控制。
本系统中利用输入输出接口片子PIO 的A 口作为字节输出,对其进行控制。
当某一位输出为1(高电平)时,通过反向器和固态继电器,使交流电磁阀通电。
当输出为0(低电平)时,使其断电。
活塞在移动时通过附件带动光电编码器的轴转动,光电编码器的轴每转一转,可以产生960个方波脉冲。
在活塞运动的过程中,光电编码器输出的方波脉冲不断经辨向电路送入计算机内的定时/计数器C TC 。
其中上行的脉冲数送至C TC0,下行的脉冲数送至C TC3。
计算机不断从C TC 得到脉冲数,感知目前活塞移动的距离,将它与指定的位移距离值比较,从而确定发出的移动速度码。
一般来说,当离设定距离较远时,使活塞以较高速度移动,越接近目标值,速度越慢直至停止。
活塞及推动的负载有惯性,当位移到设定距离时,才发出停止码,实际上的距离会大于设定距离。
因此,应当给出一定的提前量。
此提前量在负载不同时大不相同。
因此,在本系统中采用了“自学习”的方法,由计算机自动确定,并在运动过程中不断调整,以保持停止位置的精确度。
2 控制策略2.1 控制码生成算法本系统中采用了自学习和微调控制策略。
在本系统中,节流阀4、5、6的开口面积比调为1∶2∶4,两位两通电磁阀8、9、10的不同的通断组合,可形成7种不同速度。
阀7的开口调整得很小,当只有阀11打开时,油缸活塞移动的速度很慢,因此系统实际具有8种不同的速度。
可以按照下面的控制算法产生控制码:C =CIN T(y d -yy d×7)0.5≤y d -y y d ×7≤710<y d -yy d ×7<0.5y d -yy d≤0式中 y d指令位移 y 实际位移 CIN T 舍入取整运算符号 C控制码由上式可知,当活塞前进时,随着实际位移y 的增大,C 值减小,直至为0,这样可最大限度地减小因系统惯性引起的位移误差。
由于系统惯性等原因,活塞不可能准确停止在指定位置,可由11阀微调。
·33·《机械与电子》2002(6)2.2 自学习控制策略通过实验我们可以发现,当发出停止信号的位置固定时,活塞重复精度较好。
假设在活塞位移到达指令位移y d前的适当位置y T处,发出停止信号,则可在指定位置不大的误差范围内停止;而发出停止信号位置y T可根据每次停止的位置误差:Δy=y-y d由计算机不断加以修正。
这就形成了“自学习”控制算法,其公式如下:Y T(n+1)=Y T(n)-Δy n=y T(n)-(y n-y d)n表示第n次运行结果。
计算机根据第n次运行的误差,确定下一次,即n+1发出停止信号的位移量。
若Δy>0,则提前停止,若Δy<0,则推迟停止,这样不断减小Δy值,可使误差收敛到一定的范围内。
当系统的负载改变时,只要停止位置有误差,计算机就能立刻觉察,并加以修正。
3 实验结果分析通过实验我们发现,实验结果与文献在气动方面所做的实验结果十分相似,并且油缸位移控制精度比文献关于气缸位移精度更高,可达到0.02mm。
系统的稳定性与两个因素有关,一是活塞与缸壁之间的静摩擦力所造成的死区非线性;二是微调阀11的节流口面积,微调节流口面积越大,对系统稳定性越不利。
4 结束语 通过研究我们可以得出如下结论:a.用本系统控制平面磨床工作台的位移,成本低、精度高。
b.最终采用微调控制方式,可得到较高的位移重复精度(<=0.02mm)。
c.控制程序可用高级语言编制,具有开放性。
d.由于静摩擦力的影响,进一步提高系统精度难度较大,有待进一步研究。
参考文献:[1] 宁 舒,气动位移系统的计算机“PCM”控制初探[J].液压与气动,1991,(1):18-22.[2] 刘贵杰,丁 红,宁 舒.智能气缸设计[J].机械工程师,1997,(5):27-28.[3] 刘贵杰,黄桂丛,程 强.气缸位移自学习控制研究[J].机械工程师,1999,(6):21-22.[4] 程建中,张忠波,冯李合,黄效国.高精度液压微调控制系统[J].液压与气动,1991,(2):18-21.[5] 刘贵杰,巩亚东,王宛山.基于交流异步电机驱动磨床进给位移的自学习控制[J].东北大学学报,2001,22(3):268—270.作者简介:刘贵杰 (1968-),男,山东郓城人,山东轻工业学院副教授,东北大学在职博士研究生,主要从事机电一体化、加工过程智能化控制等方向的研究工作;巩亚东 (1958-),男,辽宁本溪人,东北大学副教授,在职博士研究生,先进制造技术研究所副所长,主要从事超高速磨削、虚拟加工过程等方向的研究工作;王宛山 (1946-),男,东北大学副校长,东北大学机械工程及自动化学院教授,博士研究生导师。
欢迎订阅《低压电器》《低压电器》是由上海电器科学研究所主办具有专业权威的电工技术类刊物。
创刊于1959年,荣获全国优秀科技期刊二等奖,机械工业部优秀科技期刊一等奖,上海市优秀科技期刊一等奖,全国中文核心期刊,中国科技论文统计用刊,中国学术期刊光盘版,中国科学引文数据库来源期刊,中国学术期刊综合评价数据库来源期刊,中国期刊方阵“双百”期刊。