制药废水处理工程案例
- 格式:docx
- 大小:303.73 KB
- 文档页数:9
高浓度制药废水预处理实例分析【摘要】用铁碳内电解法+fenton氧化法对某高浓度制药废水预处理,考察ph、铁碳质量比、反应时间及过氧化氢的加入对处理效果的影响。
实验结果表明:ph值为3.0、反应时间为2h、铁碳质量比为4:1时处理效果最好。
加入过氧化氢能大幅提高cod去除率,此时,cod去除率为53%,可生化性得到明显提高。
【关键词】铁碳内电解;fenton氧化法;高浓度制药废水;cod;可生化性制药废水大多数具有有水质成分复杂、机物浓度高、可生化性差、色度高、含难降解和对微生物有毒性的物质等特点。
因废水中残留的抗生素对微生物的强烈抑制作用使好氧菌中毒造成好氧处理困难;而厌氧处理高浓度的有机物又难以满足出水达标,还需进一步处理。
制药废水的复杂性与常规生化处理工艺的高耗、低效性,是导致当前大量制药废水难以处理和不易达标的最直接原因。
因此,在采用厌氧生化处理和厌氧、好氧生化组合的传统工艺之前,对制药废水进行有效的预处理,破坏或降解其中的残留药物分子及抗生素活性,消除其对微生物的抑制作用,提高废水的可生化性,可使后续生物处理的难度大大减少。
为此开展废水预处理技术研究对改善废水可生化性、提高废水排放达标率有重要意义。
混凝法、fenton氧化法、臭氧氧化法、电解法和内电解法是废水处理中常用的预处理方法。
混凝法主要用来去除废水中的细小悬浮物及胶体微粒,不能有效去除废水中可溶性有机物;fenton氧化法是利用f2+作为过氧化氢的催化剂,产生氢氧自由基氧化废水中有机物;臭氧氧化法是利用臭氧的强氧化作用降解废水中有机物;电解法是在外加电场的作用下把废水中的有机物氧化或还原;内电解法是在酸性条件下,电解池内铁与碳之间形成无数个微电流反应池,废水中的有机物在微电流的作用下被降解。
这些方法各有特点,本研究主要考察铁碳内电解法+fenton氧化法的组合工艺对某制药厂高浓度制药废水的预处理效果及影响因素,对运行参数进行优化,在最佳处理条件下对出水进行可生化性分析,为后续生化处理提供最佳条件,为污水站下一步运行调试提供实验依据。

某公司医药化工废水处理技术方案某公司医药化工废水处理技术方案一、项目概述本项目是某医药化工公司的废水处理技术方案,主要处理生产过程中产生的废水。
废水含有高浓度的有机物和氨氮,需进行预处理和深度处理,达到国家相关标准后排放。
二、废水水质分析废水水质分析结果如下:1. 总氮:142 mg/L2. 氨氮:46 mg/L3. 总磷:6.1 mg/L4. 悬浮物:51 mg/L5. 化学需氧量(COD):680 mg/L三、技术方案针对废水水质分析结果,我们提出以下废水处理技术方案:1. 初级处理在初级处理中,主要采用物理化学方法去除废水中的悬浮物和大分子有机物。
首先进行调节pH值至7-8,使废水中的碱性物质与酸性物质中和,利于后续处理。
然后进行格栅去除废水中的大颗粒杂质,再对废水进行调节和混合,加入凝聚剂(PAC)和絮凝剂(PAM),使有机物和悬浮物凝固成团,最终形成絮状物。
通过沉淀池将絮状物与水分离,得到初步处理后的水,该水进入中级处理。
2. 中级处理中级处理过程中采用生物处理技术,利用微生物净化废水中的氮、磷等有机物。
该技术包括水解酸化反应器、好氧池和厌氧池。
(1) 水解酸化反应器该技术主要用于废水中有机物的水解酸化反应,通过水解酸化预处理中的有机物,提供更好的条件被微生物降解。
水解酸化反应器主要由调节罐和反应器组成。
首先在调节罐中加入生物菌剂,然后将初级处理后的废水加入反应器,操作时间为8-12小时。
水解反应产生的有机酸对中性氮、磷等有机物有很好的溶解作用,便于后期生物降解。
(2) 好氧池在好氧池中,将水解反应产生的溶解性有机物经过二次氧化,变成H2O和CO2,利用好氧微生物对氨氮、亚硝酸氮、硝酸氮等进行硝化作用,同时也可生长一定量的放线菌和蓝藻。
(3) 厌氧池该池主要通过厌氧微生物对硝酸根和硫酸盐进行反应,产生硫化氢等物质,可对COD有一定的去除作用。
3. 深度处理经过中级处理后的废水,进入深度处理阶段,采用精密滤池技术,对中级处理后的废水进行微过滤脱除难分解有机物以及残存的SS等物质,经过消毒处理,达到国家相关标准后进行排放。
百瑞制药生产废水处理试验结果一、试验所用设备、药品:1、厌氧池一座(采用玻璃制作):300mm×300mm×500mm2、好氧池一座(采用玻璃制作):300mm×200mm×350mm3、沉淀池一座(采用玻璃制作):250mm×250mm×350mm4、水泵2台:1500L/H5、曝气器3个6、阀门、管件若干7、氢氧化钠约50克(调节PH值)8、试验温度:25°C二、工艺流程:制药废水厌氧池(UASB) 好氧池沉淀池混凝出水三、实验过程:9月22日取枣庄联丰屠宰厂污水处理格栅前的厌氧发酵的猪粪(泥水混合物)10升作为厌氧接种污泥加入厌氧池,同时向厌氧池加入制药生产废水20升。
在厌氧池上部安装水泵1台,把出水管固定在厌氧池底部。
开启水泵进行循环搅动,开始培养训化厌氧污泥。
厌氧采用常温厌氧。
9月25日向厌氧池加入制药生产废水约5升,同时向好氧池(氧化沟)加入制药生产废水1升、清水15升,并取枣庄联丰屠宰厂污水处理SBR池的活性污泥(泥水混合物)1升作为好氧接种污泥加入好氧池。
开启曝气器给好氧池鼓风供气,开始培养训化好氧污泥。
9月26日早晨向厌氧池加入制药生产废水约5升,厌氧池水位达到满水位。
自9月26日开始每天分早晚两次分别向厌氧池加入制药生产废水约5升(原计划采用连续进水,因水量太少不易控制,改为间歇性进水)。
因开始排入沉淀池的水基本上是原加入好氧池的清水,所以将刚开始排出的两次水直接倒掉了。
此后排出的水从新收集起来。
自9月30日开始每天分早晚两次分别向厌氧池加入制药生产废水约10升,至10月2日全部污水进完。
由于时间较短,且原水PH=5,所以将收集的出水进行二次处理,并加碱调节PH值。
10月3日将厌氧池好氧池和收集的出水全部加碱调节PH值至7-8左右,同时从枣庄污水处理厂氧化沟取活性污泥水3升加入好氧池。
自10月3日起采取先将好氧池停止曝气,沉淀后用泵将水排出后再向厌氧池进水。
目录引言 (1)第一章概论 (2)1.1设计任务及依据 (2)1.1.1设计任务 (2)1.1.2设计依据 (2)1.2设计要求 (2)1.2.1设计原则 (2)1.2.2污水处理工程运行过程中应遵循的原则 (3)第二章水质分析 (4)2.1水质组成 (4)2.1.1进水水质 (4)2.1.2 出水水质 (4)2.2废水种类 (4)2.2.1抗生素废水的水质特征 (4)2.2.2抗生素废水的可生化降解性 (5)第三章方案选择 (6)3.1选择方案原则 (6)3.2工艺比较分析 (6)3.2.1活性污泥法 (6)3.2.2 氧化沟法 (7)3.2.3 SBR法 (8)3.2.4三种工艺的经济比较 (9)3.2.5 工艺流程图 (10)第四章设计计算 (11)4.1原始设计参数 (11)4.2格栅 (11)4.2.1 设计说明 (11)4.2.2 中格栅计算 (11)4.2.3格栅选型 (12)4.3集水井和污水提升泵房 (13)4.3.1设计说明 (13)4.3.2设计选型 (13)4.3.3提升泵房 (13)4.4细格栅 (13)4.4.1 设计说明 (13)4.4.2 计算结果 (14)4.4.3 格栅选型 (14)4.5调节池 (14)4.5.1设计说明 (14)4.5.2 设计计算 (14)4.5.3 设备 (15)4.6曝气沉沙池 (15)4.6.1 设计说明 (15)4.6.2沉砂池计算 (16)4.6.3曝气设备 (17)4.7气浮池 (17)4.7.1设计说明 (17)4.7.2气浮池计算 (17)4.7.3 气浮设备 (17)4.8SBR反应池 (17)4.8.1设计说明 (17)4.8.1.1 SBR说明 (17)4.8.1.2 SBR工艺特点 (18)4.8.1.3工艺操作过程 (18)4.8.2 SBR反应池容积计算 (19)4.8.3 SBR反应池运行时间与水位控制 (20)4.8.4 排泥量及排泥系统 (21)4.8.5 需氧量及曝气系统设计计算 (21)4.8.6 滗水器 (23)4.9接触消毒池 (24)4.9.1设计说明 (24)4.9.2 设计参数 (24)4.9.3 设计计算 (24)4.10污泥处理系统 (25)4.10.1 污泥水分去除的意义和方法 (25)4.10.2 各个部分设计计算 (25)4.10.2.1 集泥井 (25)4.10.2.2 污泥浓缩池 (26)4.10.2.3 污泥贮柜 (27)4.10.2.4 污泥脱水机房 (28)4.10.2.5 污泥棚 (28)第五章污水处理厂的平面布置和高程布置 (29)5.1构筑物及设备的重要设计参数 (29)5.2污水处理厂的总平面布置 (30)5.2.1布置原则 (30)5.2.2平面布置 (30)5.3污水处理厂的高程布置 (30)5.3.1布置原则 (30)5.3.2高程布置 (31)5.3.3 各构筑物设计计算 (31)5.4工程投资估算 (32)5.4.1工程投资 (32)第六章工程效益 (34)6.1工程的环境效益 (34)6.2工程的社会效益 (34)6.3工程的经济效益 (34)结论 (35)参考文献 (36)谢辞 (37)引言水是人类的生命之源,它孕育和滋养了地球上的一切生物。
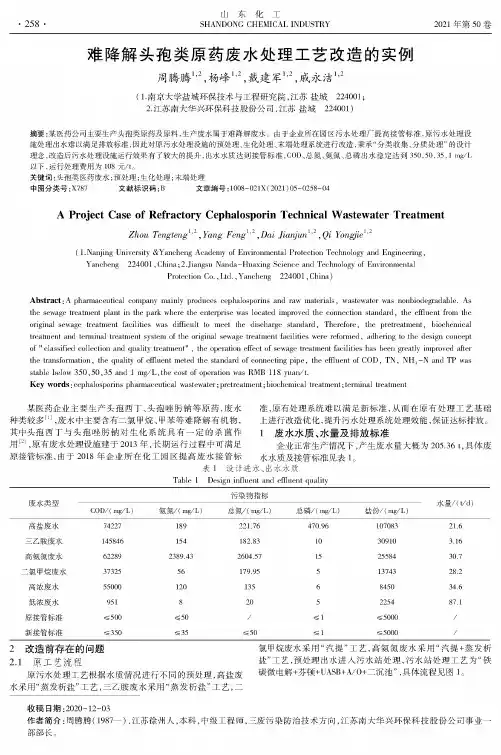
SHANDONGCHEMNCALNNDUSTRY-258-2021年第50卷难降解头抱类原药废水处理工艺改造的实例周腾腾1!1,杨峰1!1,戴建军1!1,戚永〉1,1(1.南京大学盐城环保技术与工程研究院,江苏盐城224001;2•江苏南大华兴环保科技股份公司,江苏盐城224001)摘要:某医药公司主要生产头抱类原药及原料,生产废水属于难降解废水。
由于企业所在园区污水处理厂提高接管标准,原污水处理设施处理出水难以满足排放标准,因此对原污水处理设施的预处理、生化处理、末端处理系统进行改造,秉承“分类收集、分质处理”的设计理念,改造后污水处理设施运行效果有了较大的提升,出水水质达到接管标准%/OD、总氮、氨氮、总磷出水稳定达到350,50,35,1m—L 以下,运行处理费用为108元/o关键词:头抱类医药废水;预处理;生化处理;末端处理中图分类号:X787文献标识码:B文章编号:1008-011X(1011)05-0158-04A Project Case of Refractory CephalospoUn Technicai Waste w ater TreatmentZhou Tengteng1,1,Yang Feng1,2,/ai Jianjun1,2,Qi Yongjie1,2(1.Nanjing University&Yancheng Academy of Environmental Protection Technology and Enginee/ng,Yancheng224001,China;2AOngsu Nanda-Huaxing Science and Technology of EnvironmentalProtection Co., Ltd.,Yancheng224001,China)Abstract:A pharmaceuUcal company mainly produces cephalosporins and raw materials,wastewater was nonbiodegradable.As the sewage treatment plant in the park where the enterprise was located improved the connection standard,the effluent f—m the ooiginaesAwagAtoAatmAnttacieitiswasdi t icuettomAAtthAdischaogAstandaod,ThAoAtoo,thApoAtoatmAnt,biochAmicae toatmAntand tominaetoatmAntsystm otthAooiginaesAwagAtoatmAnttacieitiswAo oAtoomAd,adhAoingtothAdAsign concApt ot"cea s itid co e ction and quaeitytoAatmAnt",thAopAoation A t ctotsAwagAtoatmAnttacieitishasbAAn goateyimpooeAd atto thAtoanstoomation,thAquaeityotA t euAntmAtd thAstandaod otconnActingpipA,thAA t euAntotCOD,TN,NH3-Nand TPwas stable below350,50,35and1m—L,the cost of operation was RMB118yuan/1.Key words:cephalosporins pharmaceuUcal wastewater;p—OeaUnent;biochemical Weatment;terminal treatment某医药企业主要生产头抱西丁、头抱Z'钠等原药,废水种类较多⑴,废水中主要含有二氯甲烷、甲苯等难降解有机物,其中头抱西丁与头抱Z'钠对生化系统具有一定的杀菌作用[2],原有废水处理设施建于2013年,长期运行过程中可满足原接管标准,由于2018年企业所在化工园区提高废水接管标表1设计准,原有处理系统难以满足新标准,从而在原有处理工艺基础上进行改造优化,提升污水处理系统处理效能,保证达标排放。
制药废渣的真实案例
近年来,随着药品使用的增加和医疗技术的进步,制药废渣的问题日益突出。
制药废渣所含的有害物质对环境和人体健康造成了严重的影响。
以下是某制药企业的真实案例:
该企业位于南方某城市,主要生产抗生素、维生素等药品。
根据环评要求,企业需对其生产过程中产生的废水、废气、固体废物等进行处理和处置,以达到国家环境保护标准。
其中,固体废物主要包括生产过程中产生的过滤渣、结晶渣、絮凝渣等。
这些废渣中含有大量有机物、无机物、重金属等有害物质,如果不进行有效地处理和处置,将对周围环境和人体健康造成严重影响。
因此,该企业实施了固体废物处理设施的建设,采用生物降解技术和物理化学处理技术进行处理和处置。
生物降解技术通过细菌、菌丝等微生物的作用将有机物分解为水、二氧化碳和微量元素等物质。
物理化学处理技术则是通过化学反应、过滤、沉淀等过程将固体废物中的有害物质去除或降解。
经过处理和处置后,固体废物中的有害物质得到有效去除和降解,达到了国家环保标准要求,并且可以回收利用部分物质。
除了固体废物的处理和处置,该企业还注重废水的处理,采用综合处理工艺将废水中的有害物质去除或降解。
该综合处理工艺包括生物处理、化学处理、物理处理等,各种工艺的组合可以有效地将废水处理到达重金属和COD等指标达到国家规定的排放标准。
通过对该企业的实际情况分析可知,固体废物和废水处理是制药企业进行环保工作的重点。
企业应该注重投入,加强技术和设施建设,通过科学合理的环境管理,保障生产的同时,尽可能地减少环境的污染和损害,实现可持续发展。
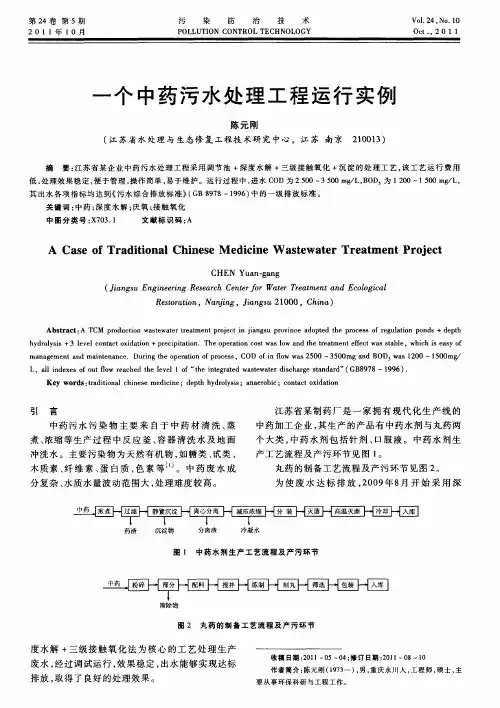
【废⽔】⽔解酸化—SBR⼯艺处理中药废⽔近年来,随着中药、中成药制药企业的发展,该类企业排放的废⽔已成为严重污染源之⼀。
中药⽣产企业在原料洗涤、药物提取和冲洗过程中会产⽣⼤量废⽔,其具有有机污染物浓度⾼、悬浮物含量⾼、⾊度⾼、可⽣化性较好的特点〔1〕,如何有效处理该类废⽔成为当今环保领域⾯临的⼀个难题。
1 项⽬背景桂林某制药⼚位于漓江上游地区,主要使⽤银杏叶提取银杏黄酮,⽣产银杏叶⽚、胶囊等系列产品,是⼀个具备⼀定规模的药品⽣产基地。
由于其⽣产过程中将产⽣⼤量废⽔,若直接排放会对漓江的⽔环境造成严重影响。
因此,要求该企业排放废⽔达到《污⽔综合排放标准》(GB 8978—1996)的⼀级标准要求。
该企业委托笔者单位对⼚区的污⽔处理站进⾏设计和调试,笔者作为主要参与者参加了该污⽔处理项⽬的设计与运⾏调试。
2 废⽔来源及⽔质⽔量废⽔主要来源于中药材前处理的清洗、蒸煮,提取⼯艺中的提炼、浓缩,以及残液倾倒、设备清洗过程等。
其主要污染物为CODCr、BOD5、SS,平均排放量为200 m3/d,最⼤排⽔量为20 m3/h,⽣产废⽔与部分⽣活污⽔经⼚区污⽔下⽔道合并流⼊废⽔处理站。
由于企业受市场需求、产品销售情况以及原材料的季节性等因素影响,随时调节产品产量,因此废⽔排放⽆固定规律,⽔量⽔质随时间变化很⼤。
根据⼚⽅提供的资料,废⽔⽔质如表1 所⽰。
表1 废⽔⽔质从表1 可知,该企业产⽣废⽔的BOD5/COD>0.3,说明该废⽔的可⽣化性较好,可采⽤⽣化⼯艺进⾏处理。
3 ⼯艺流程制药废⽔的处理⽅法很多,物化法主要有混凝沉淀法、⽓浮法、吸附法、电解法和膜分离法;化学法主要有催化铁内电解法、臭氧氧化法和Fenton 试剂法;⽣化法主要有序批式活性污泥法(SBR)、普通活性污泥法、⽣物接触氧化法、上流式厌氧污泥床法(UASB)等〔2〕。
但上述单⼀处理⽅法的效果不好,出⽔⽔质不稳定,通常采⽤多种⼯艺联合处理,才能保证稳定的处理效果。
制药废水处理的工程实例研究作者:徐波来源:《中国新技术新产品》2017年第10期摘要:随着我国医药改革的深入推进,以及人们环保意识的逐渐提升,新《制药工业水污染物排放标准》迅速得以贯彻实施。
制药企业及环保企业应及时顺应时代发展潮流,加大对制药废水处理技术的研发力度,最大程度地降解废水中的化学合成物质及生化抑制物质。
化学合成药物与抗生素属于当前临床使用较为广泛的药物,本文以此两种药物为例,根据相关工程实例,重点分析其废水处理工艺与技术。
关键词:化学合成药物;抗生素;废水处理;工艺程序中图分类号:X703 文献标识码:A当前我国制药行业正处于高速发展时期,虽然生产品种、企业数量逐渐增多,但生产规模较小,药物生产质量有待提升。
同时,我国制药的生产成本较大,且生产效率低、环保投入少、污染较为突出。
根据相关数据统计,截止到2015年,不同规模的制药公司近8000家,废水的总排放量超过60000万吨,占到总工业废水量的3%左右,从数据结果可知,研究制药废水处理工艺已迫在眉睫。
因此,本文结合相关工程实例,探究制药废水的处理工艺。
1.化学合成药物制药废水处理的工程实例化学合成药物产生的制药废水COD含量高,成分复杂,但B/C值较低故可生化性不强,废水中含有氰、酚或芳香族胺、氮杂环和多环芳香烃化合物等微生物难以降解,甚至对微生物有抑制作用的物质,氨氮浓度及无机盐度均较高,不利于微生物的繁殖和生存,但当前化学合成药物使用范围较广,因此,分析该药物制药废水的处理工艺十分必要。
1.1 工程情况本制药企业通过化学合成方式,生产出内分泌、抗肿瘤、消化道、抗生素、精神类药物的原料药,按照低浓度、高浓度两个标准收集排放的制药废水,其中低浓度的制药废水可用于清洗生产过程中的催化剂载体、过滤机等设备。
该企业的制药废水处理量约为800m3/d,建成废水处理站后,须按照《污水综合排放标准》(GB 8978—1996)表1中的二级标准排放废水。
300t/d抗生素制药废水处理工艺设计内容摘要:近年来,随着经济不断发展,城市规模的扩大,水污染问题日益突出。
水质恶化以与水量的减少,不仅严重影响人们的健康和生活,也限制了当地的经济发展。
建设污水处理厂,对防治当地水污染起着非常重要的作用。
本设计主要任务是根据设计任务书中的原始数据和资料,完成对该污水设计和计算,并根据计算所得数据绘制相应的平面、高程图。
另外,对该污水处理厂内的主要构筑物,应绘制平剖面图。
经过对各种工艺的优缺点的比较,先采取预处理,进水后调节ph,反渗透法除盐,再选用A/O工艺,以达到排放标准为目的。
其特点是工艺流程简单、投资费用较低、沉淀效果好。
关键词:水污染;污水处理;预处理;A/O工艺1 项目概况:某药业有限公司生产的产品为美罗培南系列医药中间体和西司他丁,产量分别为20、1.5t/a,生产废水中污染物主要有: 有机溶剂、酸、碱、盐(氯化钠、碳酸氢钠、亚硫酸钠、硫酸钠、单羧酯钾盐、溴化钾、氯化钾等)以与磷酸盐等,厂区还会排放地面冲洗废水、循环冷却外排水和一定量的生活污水。
化学合成抗生素制药废水具有成分复杂、有机物和含盐量高的特点,因此,对这些废水必须处理达标后排放,从而减少对环境的污染。
原水水质见表1。
表1 原水水质、水量废水来源水量(m3·d-1)pH CODcr(mg·L-1)BOD5(mg·L-1)全盐量(mg·L-1)生产废水生活污水其它废80150705~67~86~75000025010001930010040060000处理后水质:符合《污水综合排放标准》(GB 8978-1996)的二级标准,主要指标如下:pH:6~9,COD Cr≤300mg/L,BOD5≤100mg/L,SS≤150 mg/L,全盐量≤50 0mg/L。
处理达标后排放,从而减少对环境的污染。
研究内容:设计处理量300m3/d的废水处理工艺流程与平面布置并画图,设计主要构筑物并画图。
医药和农药原料药生产废水处理工程实例随着我国经济的快速发展和城市化进程的加快,医药和农药原料药生产废水处理成为了一个亟待解决的环境问题。
随着人们对环境保护意识的增强,医药和农药企业对废水处理的要求也越来越高。
如何高效、全面地处理这些废水,成为了我国环境保护领域内一个亟待探讨的课题。
一、医药和农药原料药生产废水含有的有害成分1.药物残渣2.有机化合物3.重金属离子4.及其它有害成分医药和农药原料药生产废水含有的有害成分比较复杂,对于废水处理工程的设计和实施都提出了极高的要求。
针对这些有害成分,必须采取一些高效、全面的处理方法,才能够满足国家对于废水排放标准的要求。
二、医药和农药原料药生产废水处理工程的设计原则1.全面的分析废水成分,采取分类处理2.采用物理、化学、生物方法结合的处理工艺3.多层次、多环节的废水处理体系4.符合国家标准要求的处理效果医药和农药原料药生产废水处理工程的设计原则是非常重要的,只有遵循这些原则,才能够确保废水处理的效果和质量。
三、医药和农药原料药生产废水处理工程的实例实例1:某医药企业的生产废水处理工程该企业生产的废水含有大量的药物残渣和有机化合物,对于这种废水的处理,该企业采用了生物降解和化学氧化两种方式相结合的处理工艺。
经过处理后的废水达到了国家标准,对环境产生的影响也大大减少。
实例2:某农药原料药生产企业的废水处理工程该企业的废水含有大量的重金属离子,对于这种废水的处理,该企业采用了离子交换和化学沉淀相结合的方式。
经过处理后的废水中重金属含量降低了很多,对环境的影响也得到了有效的控制。
四、个人观点和理解医药和农药原料药生产废水处理工程是一个重要的环保课题,我国的医药和农药产业处于快速发展期,废水处理的工程实例也在不断地完善和创新。
在处理废水的过程中,不能只追求处理的速度和效果,更要注重对废水处理工艺的研究和探索,以期达到更高的资源化利用和废水的零排放。
希望未来能够有更多的创新技术和方法应用到医药和农药原料药生产废水处理工程中,为环境保护做出更大的贡献。
季铵盐类杀菌剂废水属于高浓度有机农药废水,废水中含有大量的高浓度、高毒性、难降解的有机污染物。
目前,季铵盐类废水通常采取常规的物化法[1-3](如吸附、微电解及芬顿等)、生化法[4-5](好氧、厌氧或组合工艺)、蒸发装置处理,往往存在废水处理难以达标排放或运行成本过高等缺点,不能有效地处理季铵盐类杀菌剂废水[6]。
某化工厂主要生产季铵盐类杀菌剂,产生的工业废水中主要含有C 16H 33N (CH 3)3Cl 、(C 10H 21)2N (CH 3)2Cl 、C 12H 25N (CH 3)3Cl 三种主要有毒有害成分,水量约134t/d ,该废水中有机物浓度高、毒性大、难降解,且对微生物具有抑制作用,属于典型的高浓度有机工业废水[7],废水中含有的有机污染物具有生物毒性,因而不宜直接进行生化处理,需采用强氧化进行预处理,减少有机污染物浓度,降低微生物毒性,提高可生化性[8-9]。
作者根据季铵盐类杀菌剂废水特点,结合已成功实施的工程案例,采用催化自电解+絮凝沉淀+一级臭氧催化氧化+二级臭氧催化氧化+生化处理+三级臭氧催化氧化组合工艺处理季铵盐类杀菌剂废水,为季铵盐类杀菌剂废水处理的实际应用推广提供参考。
1水质及工艺流程1.1进水标准及排放标准该工厂生产废水排放量为134t/d ,工程设计处理量为150m 3/d ,24h/d 连续运行。
生产废水水质为:COD Cr :34000mg/L ,BOD 5:6100mg/L ,NH 3-N :23.91mg/L ,TN :145.8mg/L ,TP :6.38mg/L ,pH :10~13;排放标准执行《污水综合排放标准》(GB 8978—1996)三级排放标准。
1.2工艺流程由于季铵盐类废水具有杀菌作用,且废水中有毒有害物质较多,因此,该类废水需采用强氧化工艺作为预处理降解废水中含有的大量杀菌类有机物,减轻生化系统负荷,确保出水达标排放。
本工程采用催化自电解+絮凝沉淀+一级臭氧氧化+二级臭氧氧化+生化处理+三级臭氧氧化组合工艺处理季铵盐类杀菌剂废水,具体工艺流程见图1。
中药制药行业废水处理工程设计研究论文河南某中药企业废水主要包括生产废水和少量办公、生活废水,生产废水中主要包括前处理车间洗药、泡药废水;提取车间煎煮废水和局部提取液及设备冲洗排放废水;办公、生活废水为办公楼排放的污水。
中成药类生产废水中主要含中药有效成分残留物、木质素、纤维素、半纤维素、老化的大孔树脂、有机溶剂(乙醇)、甙类、蒽醌类、生物碱及其水解产物等多种物质。
处理废水总量为464.65m3/d,考虑水量波动,日变化系数取1.3,那么该污水处理站最大日设计规模为600m3/d。
从企业的实际情况出发,结合当地条件,本着经济、有效的原那么,对该污水处理站进行工程设计,选用水解酸化/SBR/混凝沉淀组合工艺对其进行处理,使污水站出水水质满足《提取类制药工业水污染物排放标准》(GB21905-xx)表2标准的要求。
该企业生产废水为偏酸性废水,具有污染物浓度高、水质水量波动大等特点。
废水水质及排放标准见表1。
根据废水处理工程的实际运行情况,结合本项工程的水质、水量及处理要求,为到达用最低的建立费用和运行本钱取得最正确的出水效果的目的,确定采用水解酸化/SBR/混凝沉淀工艺。
废水处理工艺流程如图1所示。
废水处理各工段出水水质见表2。
采用水解酸化/SBR/混凝沉淀工艺处理制药行业生产废水,能有效地去除制药行业生产废水中的COD、BOD5、NH3-N、TP及SS,使其出水各指标均能满足《污水综合排放标准》(GB8978-1996)1级标准的要求。
根据该工程处理工艺流程,对各关键设备和单体进行充水单机调试及联动调试,具体操作如下:(1)调节池进入调节池的生产废水偏酸性,为预防进入处理站的废水过度偏酸性,保证后续处理正常运行,故而采用自动加减装置,中和进入调节池的酸性废水。
(2)水解酸化池向水解酸化池中投加比例为10%的干污泥,在不同的温度条件下,投加的比例不同,温度越低那么投加量越大。
控制进水COD浓度为500mg/L,进水1~2周后,逐渐增加其进水COD浓度,当发现池内悬浮填料有挂膜,且出水不再有污泥上浮溢出,出水逐渐变清(此过程需3~4周)时,再继续驯化1周,检测池内COD去除率稳定后,即可认为水解酸化池启动根本完成。
Value Engineering0引言中药材初加工是在药材采收后,为防止霉烂变质,影响药材质量和疗效,而进行的初步加工,是后期炮制、制剂等环节的前处理阶段[1]。
中药材初加工一般包括药材清洗、蒸煮、干燥等生产工序,同时各工序会排放相应的生产废水,废水中含有大量的泥砂,植物根茎表皮及悬浮物,药材中水溶性浸出物等,属于高浓度有机废水,对其进行达标处理难度较大,是目前中药废水处理领域中亟需解决的难题之一。
目前,大多数中药废水处理工程是将中药材初加工废水与后续深加工(提取、浓缩、制剂等)废水混合后进行处理[2-5],针对中药材产地集中采收后的初加工废水处理研究鲜有报道。
白芍是我国常用大宗药材,近年来市场需求量大,种植面积不断扩大,药材集中采收后的初加工规模亦有所提高,产生的初加工废水也与日俱增,可见白芍初加工废水对环境的污染不容忽视。
因此,以亳州某产业园内白芍初加工废水处理工程为例,从处理工艺、运行效果方面进行详细介绍和分析,实践证明该工程在中药材初加工废水处理中切实可行,具有良好的应用价值和社会效益。
1工程概况亳州某产业园内的白芍初加工包括清洗、蒸煮和脱皮工序,清洗废水基本未受到有机物污染,主要含有大量的泥砂、植物根茎表皮及根须、悬浮物等;白芍蒸煮过程是连续的,目的是帮助白芍进行脱皮,其与脱皮废水混合排放。
蒸煮脱皮废水含有白芍皮、白芍肉质颗粒、白芍浸出物等。
废水水质总体浊度大、呈淡红色,水质水量波动大;含有大量的有机物和少量无机盐类;BOD 5/COD cr 值较高,具有较强的可生化性。
该废水处理工程设计进、出水水质见表1,对白芍初加工车间生产废水进行分流处理,大部分清洗废水排放至清洗废水站;蒸煮和脱皮废水混合后依次流经蒸煮脱皮废水预处理、蒸煮脱皮废水站。
清洗废水站日处理总量400m 3/d ,处理后继续回用于白芍清洗工序;蒸煮脱皮废水预处理阶段日处理总量1600m 3/d ,经预处理后通过厂区污水管网排放至蒸煮脱皮废水站,该股废水要求出水水质达到《中药类制药工业水污染排放标准》(GB21906-2008)中污染物最高允许排放浓度的一级标准后外排。
广州白云山中药厂污水处理工程这个工程,我们主要是对其中的填料进入更换,工程主要材料是斜管填料和组合填料。
组合填料介绍:绿烨环保组合填料是在软性填料和半软性填料的基础上发展而成的,组合填料兼有两者的优点。
其结构是将塑料圆片压扣改成双圈大塑料环,将醛化纤维或涤纶丝压在环的环圈上,使纤维束均匀分布;内圈是雪花状塑料枝条,既能挂膜,又能有效切割气泡,提高氧的转移速率和利用率。
使水气生物膜得到充分交换,使水中的有机物得到高效处理。
组合填料在强大的曝气湍激的水气流的情况下较为理想的选用填料。
斜管填料介绍:绿烨环保斜管填料材质有聚丙烯及乙丙共聚二种。
组装形式的六角蜂窝斜管填料和斜板填料两种形式。
蜂窝斜管填料主要用于各种沉淀和除砂作用。
是近十年来在给排水工程中采用最广泛而且成为一项水处理装置。
它适用范围广,处理效果高,占地面积小等优点。
斜管填料适用于进水口除砂,一般工业和生活给水沉淀、污水沉淀、隔油以及尾张浓缩等处理,即适用于新建工程,又适用于现有旧池的改造,均能取得良好的经济效益。
施工单位介绍:广州绿烨环保公司位于广东广州市白云区,常年对外销售水处理填料系列、曝气器系列、滤料系列、环保配件系列等产品,公司秉承以用户需求为核心,坚持“质量到位、服务一流”的经营理念,在环保-污水处理设备行业获得了客户的一致认可和高度评价,公司以为客户创造价值为己任,期待为您服务!公司潜心致力于环保产品的研究、设计、制造、销售、安装、调试、售后服务为一体化功能的专业环保公司。
工程背景介绍广州市白云山中药厂是广州市一个大规模制药企业。
该企业污水排放口为东、西两个,且距离较远,所以分区处理。
根据该厂排水现状及特点,为减轻企业负担,尽可能减轻设备运行成本,对东区污水采用无动力污水处理,充分利用天然条件,使东区污水处理运行成本大大降低。
而对西区污水,由于该区污水没有东区天然条件好,虽然污染物浓度不高,但该厂生产、生活用水主要集中在西区排放。
医疗废水治理工程实例医疗废水成分复杂,除含有大量的细菌、病毒、虫卵等致病原体外,还含有化学药剂和放射性同位素,具有对空间污染、急性传染和潜伏性传染的特征。
如果不对医疗废水进行治理而直接排放会造成水、土壤的污染,严重的会引发各种疾病。
通过实例,介绍某医疗废水的处理工艺。
标签:医疗废水;处理工艺;工程实例TB0 引言医疗废水曾经多次引起公众关注,医疗费水的排放对水资源造成的危害巨大,已经成为危害群众健康的一个“源头”。
目前,法律的不规范,环保意识的薄弱,以及有些医疗部门社会责任心低,造成了医疗废水直排及部分大医院存在的“高污染,低治理”现状。
1 总论1.1 项目概况某医院在医疗服务过程中产生一定量的医疗废水,废水中含有一些特殊污染物,如药物、消毒剂、诊断用剂、洗涤剂及大量病原性微生物、寄生虫卵和各种病毒,因此需要进行处理,以期在较低的运行成本下,确保稳定达到《医疗机构水污染物排放标准》(GB18466-2005)排放标准。
1.2 项目工程范围本项目工程范围为废水处理站内废水处理系统全部建、构筑物及配套工程。
本工程设计从废水汇流至调节池开始,至废水经处理后排放口为止,工程所需电源、自来水等,均需建设方按设计要求送至指定地点,并在施工、安装过程中需建设方提供水电等基础资源。
1.3 项目废水量、水质及排放标准根据项目建设方提供的资料,本处理系统需要处理废水量为200吨/天,每天运行20小时,小时流量为10m3/h,废水中主要污染物为CODCr、BOD5、悬浮物等,废水量、水质及排放标准具体如表1。
2 项目废水处理工艺方案比较根据本项目废水特点,废水中主要含有CODCr、BOD5、悬浮物和细菌等,下面介绍这几类污染物的去除机理和办法。
2.1 化学需氧量(CODCr)的去除本项目废水中CODCr值约为400mg/L。
CODCr由两部分产生,其一为固体悬浮物及无机化学物质产生,其二为可溶性有机物。
固体悬浮物及无机化学物质产生的CODCr可直接采用化学混凝沉淀的方法将其去除,而可溶解性的有机物产生的CODCr则不能由化学混凝沉淀去除,而必须采用生物化学处理法,即利用微生物的新陈代谢作用,将有机物分解,达到去除的目的。